Известны станки для притирки уплотнительных поверхностей корпуса и тарелки задвижки, на станине которых размещены приспособление для крепления корпуса задвижки и узел, сообщающий юритирам корпуса задвижки возвратно-вращательное движение.
В описываемом станке, с целью одновременной обработки Корпуса и тарелки, узел, сообщающий лритирам корпуса возвратновращательное движение, -выполнен в виде кривошипно-щатунного механизма и барабана, на котором закреплен трос, переброшенный через ролик вала лритиров корпуса и через ролик вала диска крапления тарелжи, причем .ползун кривошипно-шатунного механизма соединен тягой с пальцем барабана. Для повышения качества обработки на станине ставка установлен эксцентриковый механизм, шатун которого шарнирно соединен с тягой притира тарелки и с приспособлением, несущим притираемый корпус, сообщая им возвратно-поступательное движение.
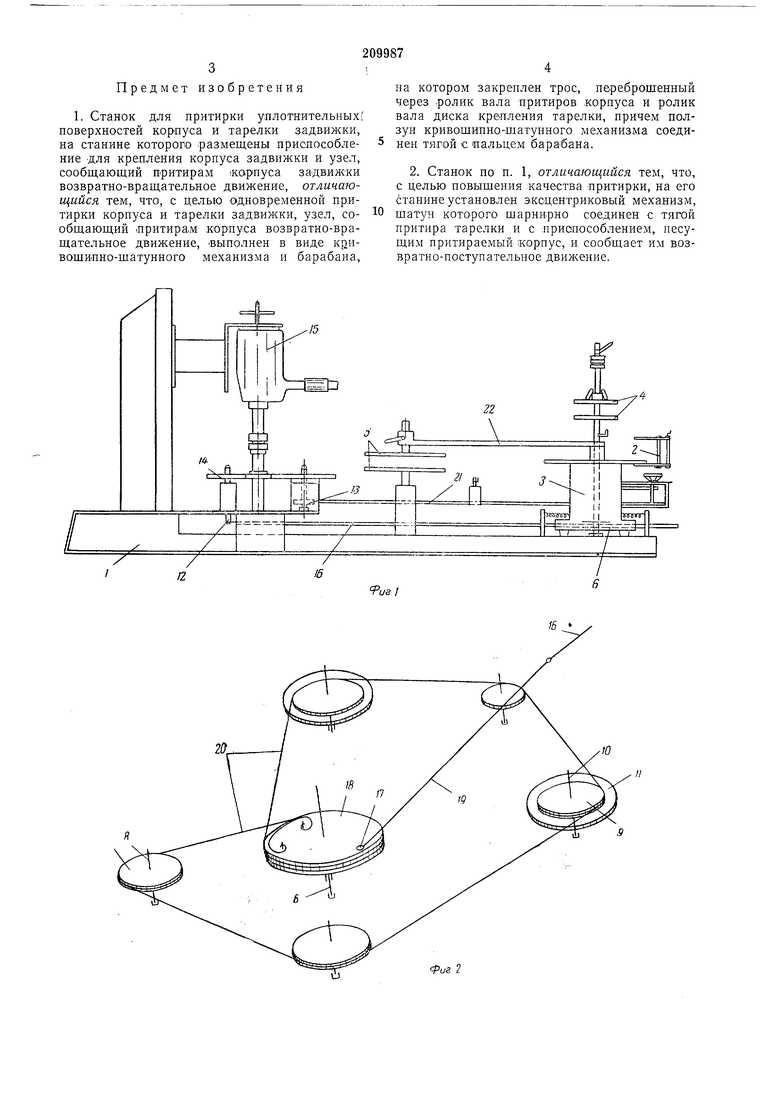
На фиг. 1 схематически изображен описываемый станок; на фит. 2 - узел возвратно-вращательного движения.
но-вращательного движения ролика 7 вала 8, притиров 4 корпуса и ролика 9 вала 10 диска 11 крепления тарелки, кривошипно-шатунного механизма 12, эксцентрикового механизма 13, редуктора 14 и пневматического двигателя 15.
Для обработки корпуса устанавливают и закрепляют в приспособлении 2, а тарелки - на диски //. Вращательное движение от двигателя 15 передается к редуктору 14, от которого приводятся механизмы 12 и 13. Ползун 16 кривошипно-шатунного механизма 12, соединенный с пальцем 17 барабана 18 узла 6 тягой 19, сообщает барабану 18 возвратновращательное движение, которое передается тросом 20 через ролики 7 притирам 4 и через ролики 9 - дискам 11. Одновременно шатун 21 эксцентрикового механизма 13 приводит в возвратно-поступательное движение каретку3 с корпусами задвижек и от нее тягами 22 - притиры 5. В результате сочетания возвратно-поступательного и возвратно-вращательного движений обрабатывающих и обрабатываемых элементов обрабатываются уплотнительные поверхности.
Описываемый станок позволяет механизировать процесс притирки, увеличить производительность и улучшить качество обработки уплотнительных поверхностей корпусов и тарелок задвижек.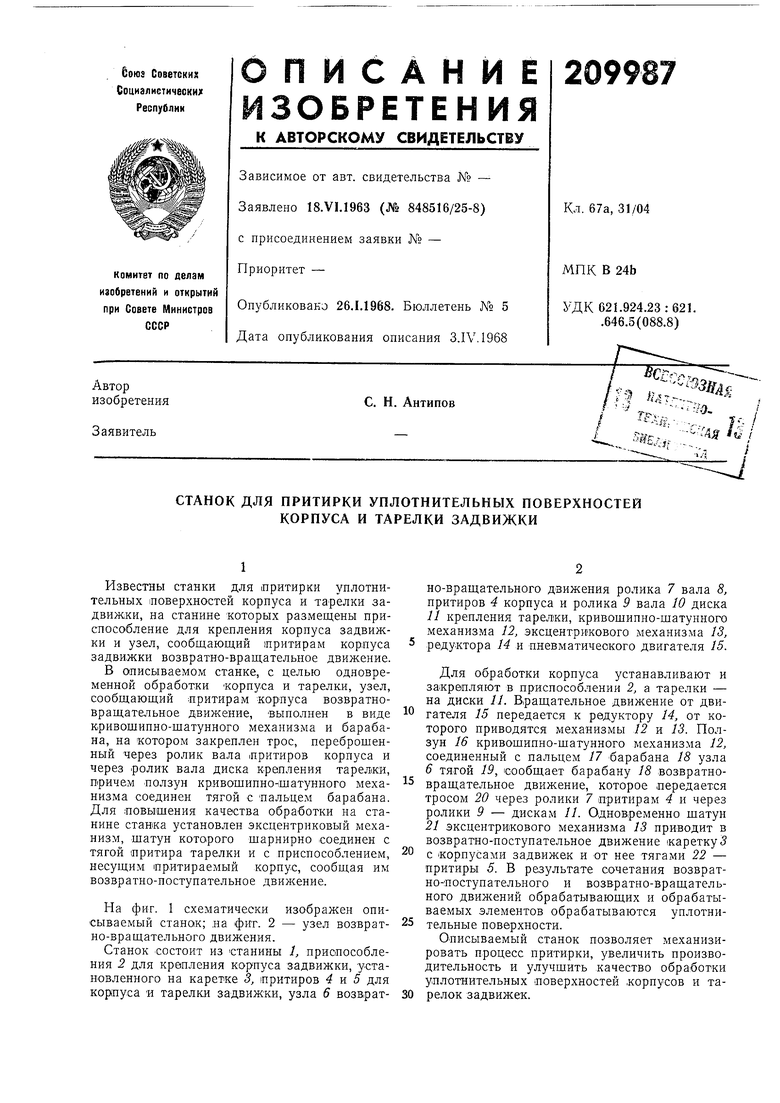
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для притирки уплотнительных поверхностей запорной арматуры | 1983 |
|
SU1134352A1 |
| Многошпиндельный притирочный станок | 1961 |
|
SU149322A1 |
| Устройство для притирки уплотнительных поверхностей | 1989 |
|
SU1683984A1 |
| Устройство для притирки клапанов | 1979 |
|
SU831564A1 |
| МНОГОМЕСТНЫЙ СТАНОК ДЛЯ ПЛОСКОПАРАЛЛЕЛЬНОЙ ДОВОДКИ | 1994 |
|
RU2071905C1 |
| Станок для притирки деталей | 1980 |
|
SU944882A1 |
| Устройство для притирки деталей | 1977 |
|
SU692204A1 |
| Станок для многопозиционной притирки клапанов | 1980 |
|
SU942954A1 |
| Полуавтоматический станок для доводки отверстий | 1961 |
|
SU150378A1 |
| Станок для притирки деталей | 1981 |
|
SU986751A1 |