Изобретение относится к сварке трением и является усовершенствованием изобретения по авг.св. М 1366336.
Цель изобретения - повышение качества сварных соединений.
Сущность способа заключается в том, что проковку начинают в момент начала вращения слоя металла, перенесенного на заготовку большого сечения, т.е. при перемещении поверхности трения в первоначальное положение.
В предлагаемом изобретении используется явление срыва неподвижного слоя наплавленного металла, имеющее место в стадии инерционного завершения при сварке заготовок различных сечений.
Способ основан на контроле за моментом срыва неподвижного слоя наплавленного металла.
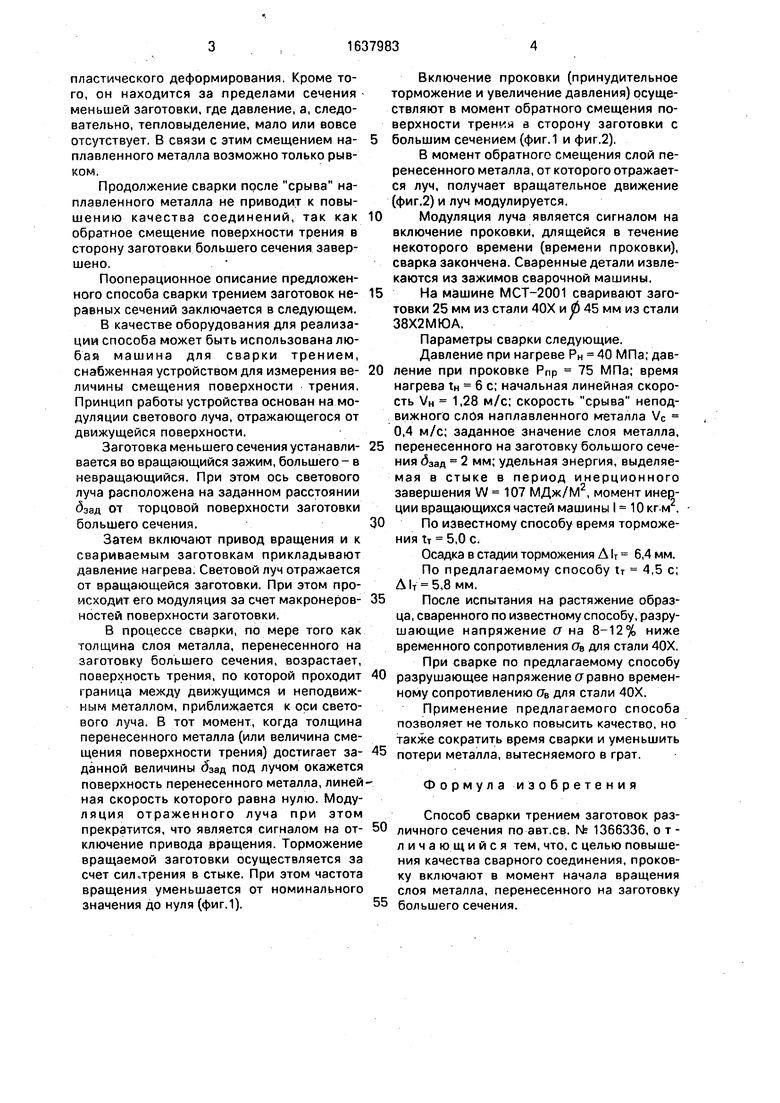
На фиг.1 представлена осциллограмма изменения параметров при сварке трением; на фиг.2 - изменения давления Р, окружной скорости /, осадки ЛI во времени t, внешний вид сварного соединения и эпюры окружной скорости V (А 1Н - осадка при
нагреве; Vc - окружная скорость срыва; tH - время нагрева; tr - время торможения, tnp - время проковки).
На осциллограмме изменения параметров (фиг.1) FH, Fnp - осевое усилие при нагреве и проковке, n-частота вращения шпинделя; д - величина смещения поверхности трения; N - мощность тепловыделения в стыке.
При формировании сварного соединения при комбинированной сварке трением (фиг.2) обратное смещение поверхности трения проявляется как резкий - срыв слоя наплавленного металла, который начинает вращаться вместе с заготовкой меньшего сечения при окружной скорости срыва Vc.
Поверхность трения внутри соединения перемещается в сторону большей заготовки постепенно. Внешнее проявление смещения поверхности трения в виде срыва объясняется тем, что наблюдаемый на периферии выдавленный в грат металл из- за малой пластичности, обусловленной низкой температурой, не имеет возможности
пластического деформирования. Кроме того, он находится за пределами сечения меньшей заготовки, где давление, а, следовательно, тепловыделение, мало или вовсе отсутствует. В связи с этим смещением наплавленного металла возможно только рывком.
Продолжение сварки после срыва наплавленного металла не приводит к повышению качества соединений, так как обратное смещение поверхности трения в сторону заготовки большего сечения завершено.
Пооперационное описание предложенного способа сварки трением заготовок неравных сечений заключается в следующем. В качестве оборудования для реализации способа может быть использована любая машина для сварки трением, снабженная устройством для измерения величины смещения поверхности трения. Принцип работы устройства основан на модуляции светового луча, отражающегося от движущейся поверхности.
Заготовка меньшего сечения устанавливается во вращающийся зажим, большего- в невращающийся. При этом ось светового луча расположена на заданном расстоянии 3эад от торцовой поверхности заготовки большего сечения.
Затем включают привод вращения и к свариваемым заготовкам прикладывают давление нагрева. Световой луч отражается от вращающейся заготовки. При этом происходит его модуляция за счет макронеровностей поверхности заготовки.
В процессе сварки, по мере того как толщина слоя металла, перенесенного на заготовку большего сечения, возрастает, поверхность трения, по которой проходит граница между движущимся и неподвижным металлом, приближается к оси светового луча. В тот момент, когда толщина перенесенного металла (или величина смещения поверхности трения) достигает заданной величины д зад под лучом окажется поверхность перенесенного металла, линей ная скорость которого равна нулю. Модуляция отраженного луча при этом прекратится, что является сигналом на отключение привода вращения. Торможение вращаемой заготовки осуществляется за счет сил,трения в стыке. При этом частота вращения уменьшается от номинального значения до нуля (фиг.1).
Включение проковки (принудительное торможение и увеличение давления) осуществляют в момент обратного смещения поверхности трения в сторону заготовки с
большим сечением (фиг.1 и фиг.2).
В момент обратного смещения слой перенесенного металла, от которого отражается луч, получает вращательное движение (фиг.2) и луч модулируется.
Модуляция луча является сигналом на включение проковки, длящейся в течение некоторого времени (времени проковки), сварка закончена. Сваренные детали извлекаются из зажимов сварочной машины.
На машине МСТ-2001 сваривают заготовки 25 мм из стали 40Х и И 45 мм из стали 38X2 МЮ А.
Параметры сварки следующие. Давление при нагреве Рн 40 МПа; давление при проковке РПр 75 МПа; время нагрева т.н 6 с; начальная линейная скорость VH 1,28 м/с; скорость срыва неподвижного слоя наплавленного металла Vc 0,4 м/с; заданное значение слоя металла,
перенесенного на заготовку большого сечения 5зад 2 мм; удельная энергия, выделяемая в стыке в период инерционного завершения W 107 МДж/М2, момент инерции вращающихся частей машины I 10 кг.м2.
По известному способу время торможения tr 5,0 с.
Осадка в стадии торможения Л т 6,4 мм. По предлагаемому способу tT 4,5 с; Д1Т 5,8 мм.
После испытания на растяжение образца, сваренного по известному способу, разрушающие напряжение а на 8-12% ниже временного сопротивления ов для стали 40Х. При сварке по предлагаемому способу
разрушающее напряжение а равно временному сопротивлению сгв для стали 40Х.
Применение предлагаемого способа позволяет не только повысить качество, но также сократить время сварки и уменьшить
потери металла, вытесняемого в грат.
Формула изобретения
Способ сварки трением заготовок раз- личного сечения по авт.св, № 1366336, отличающийся тем, что, с целью повышения качества сварного соединения, проковку включают в момент начала вращения слоя металла, перенесенного на заготовку большего сечения.
N,
Фиг.1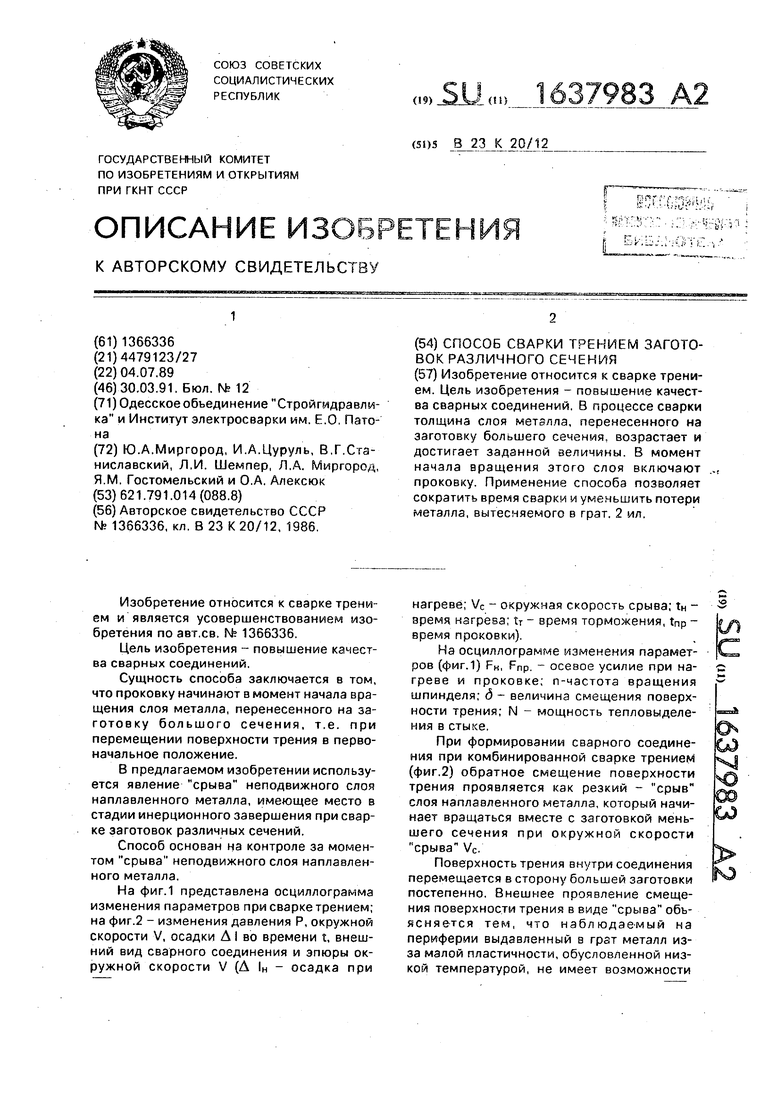
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением заготовок различного сечения и машина для его осуществления | 1986 |
|
SU1366336A1 |
| Способ сварки трением через промежуточную прослойку | 1985 |
|
SU1348119A1 |
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| Способ сварки трением через промежуточную прослойку | 1987 |
|
SU1466897A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Машина для сварки трением | 1988 |
|
SU1648692A1 |
| Способ сварки трением | 1985 |
|
SU1375423A1 |
| Способ сварки трением | 1987 |
|
SU1479244A1 |
| СОЕДИНЕНИЕ ТРУБЧАТЫХ ДЕТАЛЕЙ СВАРКОЙ ТРЕНИЕМ И СПОСОБ СВАРКИ ТРЕНИЕМ СОЕДИНЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2006 |
|
RU2366551C2 |
Изобретение относится к сварке трением. Цель изобретения - повышение качества сварных соединений. В процессе сварки толщина слоя метвлпа, перенесенного на заготовку большего сечения, возрастает и достигает заданной величины. В момент начала вращения этого слоя включают проковку. Применение способа позволяет сократить время сваркм и уменьшить потери металла, вытесняемого в грат. 2 ил.
p,v,&t
| Способ сварки трением заготовок различного сечения и машина для его осуществления | 1986 |
|
SU1366336A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
