В промышленности прессование профилей с переменным сечением по длине изделия осуществляется прямым методом с помощью составной матрицы, отдельные части которой в процессе прессования перемещаются при помощи специального устройства. Ввиду сложности этого устройства и ограниченной возможности изменения размеров сечения прессуемого профиля, такой способ прессования получил сравнительно небольщое практическое применение.
Описываемый способ прессования свободен от указанного недостатка. Это достигается тем, что изменения формы и размеров сечения по внутреннему контуру инструмента осуществляютсяпрофилированнойсменной втулкой или вкладыщем контейнера при их перемещении относительно цельной матрицы в процессе прессования. А сам процесс прессования принят обратным.
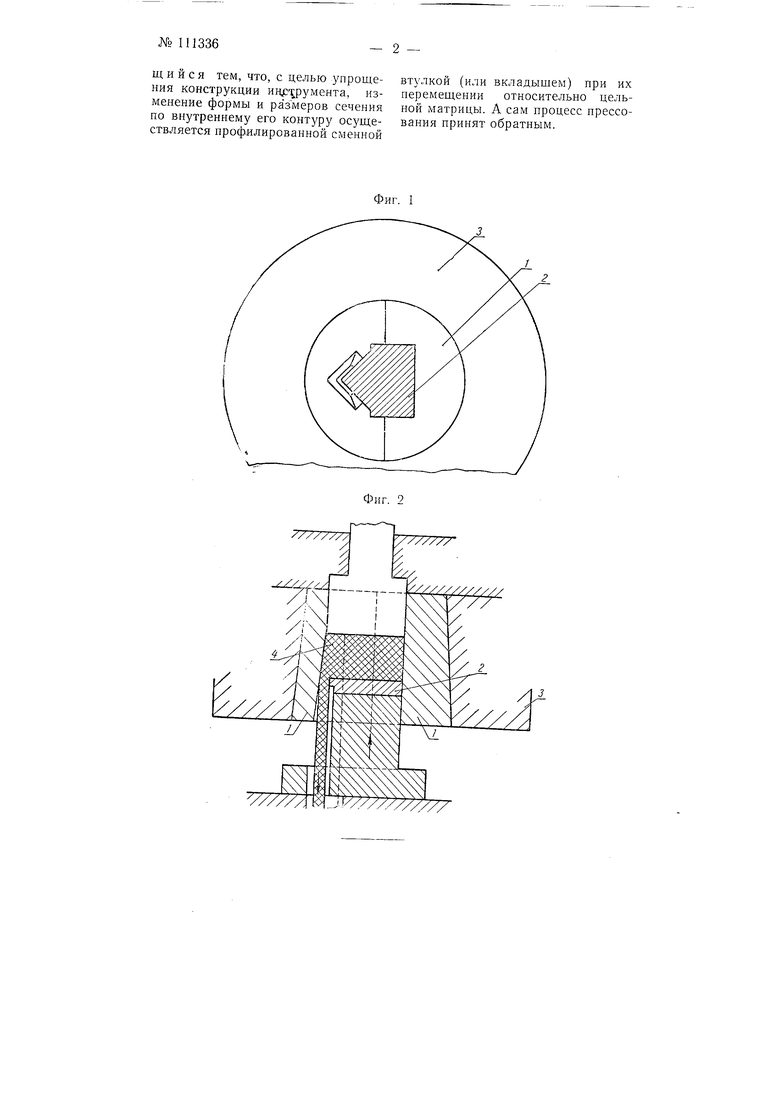
На фиг. 1 схематически изображено устройство для прессования профиля переменного сечения, вид с торца; на фиг. 2 - вид части этого устройства.
Устройство, осуществляющее данный способ прессования, выполнено в виде профилированной сменной втулки или вкладыща / и цельной матрицы 2, которые установлены в коопусе 3 контейнера.
Заготовка 4, подлежащая прессованию, помещается в корпусе 3 между профилиоованной втулкой 1 и матрицей 2. При относительном постепенном смещении матрицы 2 относительно втулки / при обратном выдавливании, происходит непрерывное изменение формы и размеров сечения по заданному заранее закону.
Заготовками служат прокатанные прессованные или кованые профили, но могут быть и трубы.
Данный способ прессования дает возможность получать профили и трубы с утолщенным концом (законцовкой) с переменным сечением по длине и в щироком интервале по форме и размерам сечения.
Предмет изобретения
Способ прессования профилей переменного сечения, отличающийся тем, что, с целью упрощения конструкции ин :-5румента, изменение формы и размеров сечения по внутреннему его контуру осуществляется нрофйлированной сменной
втулкой (или вкладышем) при их перемещении относительно цельной матрицы. А сам процесс нрессования принят обратным.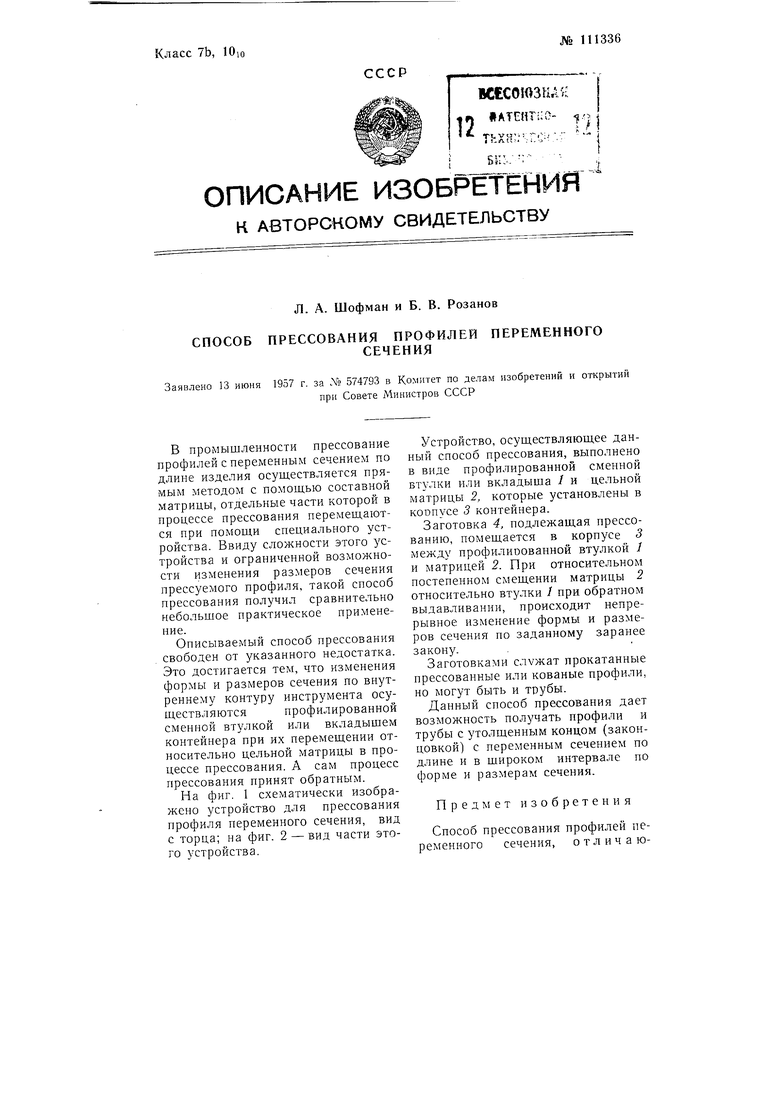
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для прессования в контейнере фасонных деталей и профилей | 1957 |
|
SU113445A1 |
| Пресс для изготовления труб с внутренними продольными ребрами | 1957 |
|
SU111005A1 |
| Пресс для объемной штамповки | 1958 |
|
SU121012A1 |
| Способ прессования профилей переменного сечения и устройство для его осуществления | 1958 |
|
SU123135A1 |
| Игла к трубным прессам с программным управлением | 1958 |
|
SU122470A1 |
| Способ прессования пустотелых деталей переменного сечения | 1949 |
|
SU86383A1 |
| Игла для изготовления оребренных труб способом выдавливания на прессах | 1958 |
|
SU123136A1 |
| Способ безоблойной штамповки | 1957 |
|
SU111977A1 |
| Способ изготовления дисков паровых и газовых турбин штамповкой в закрытых штампах | 1954 |
|
SU112705A1 |
| Приспособление для гидравлической вытяжки деталей на прессах простого действия | 1949 |
|
SU80127A1 |