Описываемая игла к трубным прессам с программным управлением положения иглы обеспечивает изготовление труб, сребренных в продольном и поперечном направлениях. С этой целью игла выполнена из двух частей: первой профилированной соответственно сечению продольных ребер и второй цилиндрической (или конусной), находящейся впереди первой.
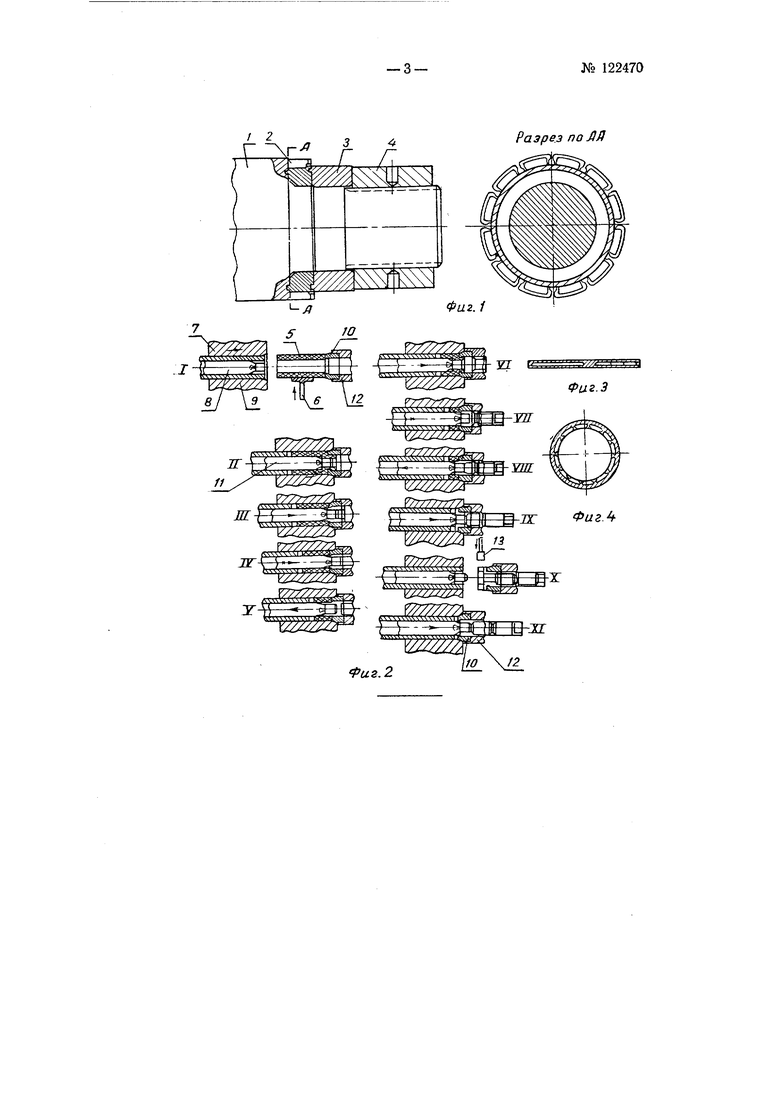
На фиг. 1 изображена схема иглы и разрез по АА; на фиг. 2 - схема работы наладки для прессования трубы с продольными и поперечньгми ребрами жесткости или кольцевыми утолщениями (шпангоутами); на фиг. 3 - продольное сечение стенки трубы; на фиг. 4 - поперечное сечение трубы.
Игла переменного сечения выполнена составной из основной иглы 1, профилированной соответственно сечению продольных ребер матрицы 2, цилиндрической (или конусной) надставки 3, находящейся перед матрицей 2, и гайки 4, крепящей матрицу с надставкой 3 на игле. Фигурные пазы у матрицы 2 могут быть выполнены любой конфигурации. Цилиндрическая надставка 2 имеет в сторону гайки 4 небольшой конус для лучшего сползания с нее отформованной законцовки трубы.
Работа наладки для прессования трубы с продольными и поперечными ребрами жесткости или кольцевыми утолщениями производится по следующей схеме.
Полный слиток 5 из нагревательной печи Подается подъемником 6 или другим устройством в пресс и на него надвигается контейнер 7 (фиг. 2, /). Пресс-шайба ставится на уровне от контейнера, а профилированная игла 8 переменного сечения подается пришивной системой в рабочее положение и фиксируется. Полный пресс-штемпель 9 давит на
№ 122470- 2 -
пресс-шайбу, слиток 5 в контейнере деформируется, в очко между цилиндрической надетазкой иглы и наружной матрицей 10 вытекает законцовка трубы (фиг. 2,,//):. Во время прессования законцовки снимают иглу с фиксатора 11w. rto определенному закону движения перемещают в крайнее переднее положение до упора.- В этом положении для получения продольного оребрення игла своей матрицей устанавливается против наружной матрицы 10, установленной в мундштуке 12 пресса, (фиг. 2, III). Пресс-штемпель 9 продолжает давить на пресс-шайбу и в очко между матрицей иглы и наружной матрицей 10; формируется труба с продольными ребрами (фиг. 2, IV}. После этого игла отводится в заднее положение до фиксатора (фиг. 2, V}. Продолжается прессование с воздействием пресс-штемпеля на пресс-шайбу; игла перемешается в крайнее переднее положение до упора по определенному закону движения. В это время внутри трубы образуется или поперечное ребро жесткости, или кольцевое утолщение, в зависимости от закона движения иглы (фиг. 2, VI). Затем происходит прессование трубы с продольными ребрами, (фиг. 2, VH), отвод иглы (фиг. 2, VHI) и прессование поперечного ребра или кольцевого утолщения-шпангоута (фиг. 2, IX. Процесс периодически продолжается таким образом в зависимости от объема заложенного в контейнер слитка.
Отделение пресс-шай,бы происходит следующим образом. Снимают давление пресс-щтемнеля с пресс-шайбы. Убирают клиновой затвор мундштука и выталкивают пресс-штемпелем пресс-и1айбу с пресс-остатком из контейнера. После этого ножом 13, установленным на прессе, отделяют пресс-шайбу от пресс-остатка (фиг. 2, Мундштук 12 с наружной матрицей 10 и отпрессованной трубой возвращают в исходное положение и запирают клиновым затвором (фиг. 2, XI). Резким движением иглы вперед перерезают пресс-остаток и выталкивают отпрессованную трубу на стол пресса. Затем, открыв клиновой затвор мундштука, выводят его на стол пресса, где ножом отделяют пресс-остаток от матрицы. На этом прессование одного изделия заканчивается.
Предмет изобретения
Игла к трубным прессам с программным управлением положения иглы, отличаюпхаяся тем, что. с целью изготовления труб, оребренных в продольном и поперечном направлениях, игла выполнена из двух частей - первой профилированной соответственно сечению продольных ребер и второй цилиндрической (или копусной), находяо ейся спереди первой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Игла для изготовления оребренных труб способом выдавливания на прессах | 1958 |
|
SU123136A1 |
| Способ прессования профилей переменного сечения и устройство для его осуществления | 1958 |
|
SU123135A1 |
| Пресс для изготовления труб с внутренними продольными ребрами | 1957 |
|
SU111005A1 |
| Специализированный горизонтальный гидравлический пресс | 1958 |
|
SU119073A1 |
| Устройство для обратного прессования тонкостенных труб | 1969 |
|
SU306681A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| Способ прессования труб с внутренними ребрами и утолщениями | 1957 |
|
SU114169A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ С НАРУЖНЫМИ УТОЛЩЕНИЯМИ | 2008 |
|
RU2401172C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2166394C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |