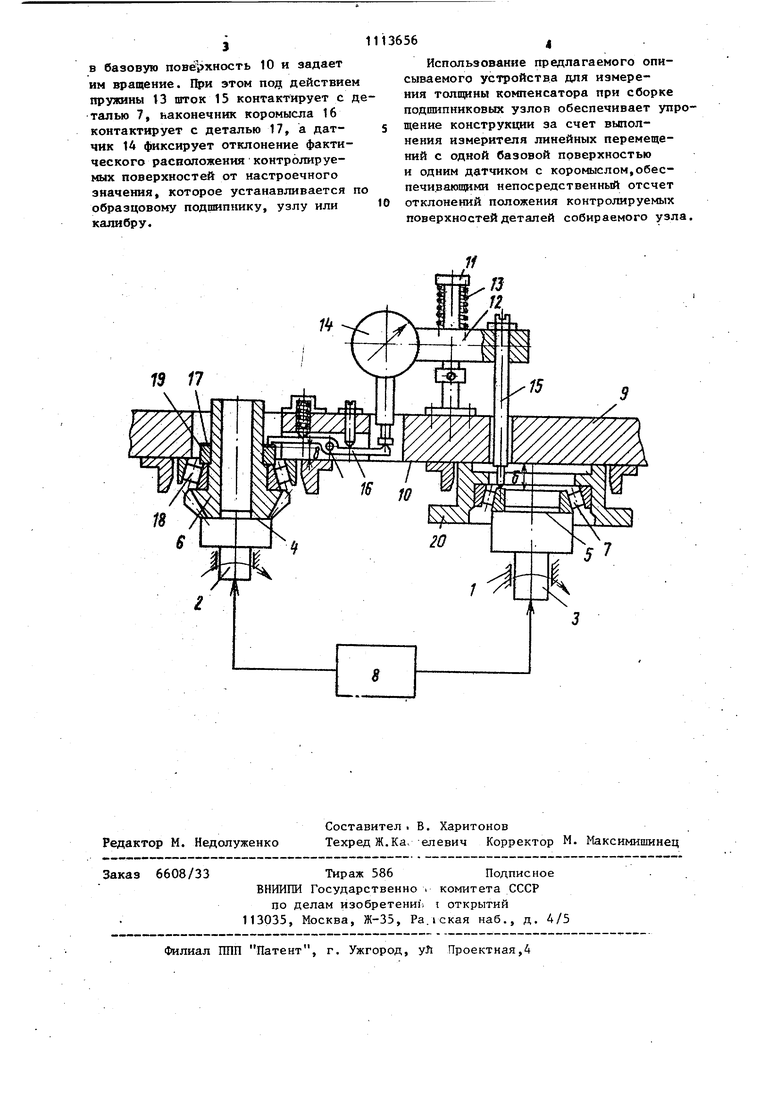
I Изобретение относится к машиностро нгао и может быть использовано для измерения и подбора регулировочных шайб компенсатора при сборке подшипниковых узлов ведущей конической шестерни заднего моста главной передачи автомобилей с предварительным натягом. Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому зффекту является устройство для измерения толщины компенсатора при сборке подвипниковых узлов, содержащее корпус, параллельно установленные в нем с возможность осевого перемещения шпиндели с рпорными торцовьми поверхностями,предназначенньми для контактирования с соответствуюнда поверхностями дета лей собираемого узла, механизм осево го перемещения и вращения шпинделей и измеритель линейных перемещений С11 Однако в известном устройств(е измеритель линейных перемещений выполней в виде двзпс датчиков, контактирующих с соответствующими деталями собираемого узла и отсчитываю1щх линейные смещения от разных базовых поверхностей, двух электронных блоков для передачи и усиления сигналов с датчиков и блока математической об работки сигналов, что усложняет устройство Ф Цель изобретения - упрощение уст ройства. Поставленная цель достигается тем что в устройстве для измерения толщины компенсатора при сборке подшипниковых узлов, содержащем корпус, параллельно установленные в нем с возмозшостью осевого перемещения шпиндели с опорньиФ торцовь&«и поверх ностями, рфедназначенн№М для контактирования с соответствующими поверхностями деталей собираемого узла механизм осевого перемещения и вращения шпинделей ч измеритель линейны перемещений, последний вьтолнен в ви де закрепленного в корпусе предмет|юго столика с базовой поверхностью расположенной со стороны шпинделей перпендикулярно их осям симметрии, закрепленной на столике перпендикулярно его базовой поверхности измерительной стойки, установленной на стойке каретки, подпружиненной в направлении шпинделей, закрепленных на каретке датчика линейных перемещений и измерительного штока, установленного с возможностью контактирования с поверхностью одной из деталей собираемого узла,и шарнирно установленного на столике коромысла, один конец которого предназначен для контактирования с поверхностью другой детали собираемого узла, а другой конец контактирует с датчиком линейных перемещений. На чертеже показана схема устройства для измерения толщины компенсатора при сборке подшипниковых узлов. Устройство содержит корпус 1, параллельно установленные в нем с возможностью осевого перемещения щпинр,етм 2 и 3 с опорными торцовыми поверхностями 4 и 5, предназначенными для контактирования с соотвутствуюпрми поверхностями деталей 6 и 7 собираемого узла, механизм 8 осевого перемещения и вращения шпинделей 2 и 3 и измеритель линейных перемещений, выполненный в виде закрепленного в корпусе 1 предметного столика 9 с базовой поверхностью 10, закрепленной на столике 9 измерительной стойки 11, установлен- , ной на стойке 11 каретки 12, подпружиненной с помощью пружины 13, закрепленных на каретке 12 датчика 14 линейных перемещений и измерительного штока 15, установленного с возможностью контактирования с поверхностью детали 7 собираемого узла и шарнирно установленного на столике 9 коромысла 16, один конец которого предназначен для контактирования с поверхностью детали 17 собираемого узла, а другой конец контактирует с датчиком 14, причем -собираемый узел включает кроме деталей 6,7 и 17 подшипник 18, распорную втулку 19 и стакан 20, Устройство работа1ат следующим образом. I В исходном состоянии шпиндели 2 и 3 находятся на максимальном удалении от базовой поверхности 10, Устанавливают на опорную торцовую поверхность 4 деталь 6 с подшипником 18, распорной втулкой 19 и деталью 17, а на поверхность 5 - деталь 7, запрессованную в стакане 20. При измерении включают механизм 8, который перемещает шпиндели 2 и 3 до упораподшипника 18 и стакана 20 с усилием преднатяга
в базовую поверхность 10 и задает им вращение. Прн этом под действием пружины 13 шток 15 контактирует с деталью 7, наконечник коромысла 16 контактирует с деталью 17, а датчик 14 фиксирует отклонение фактического расположения контролируемых поверхностей от настроечного значения, которое устанавливается по образцовому подшипнику, узлу или калибру.
Использование предлагаемого описываемого устройства для измерения толщины компенсатора при сборке подшипниковых узлов обеспечивает упрощение конструкции за счет выполнения измерителя линейных перемещений с одной базовой поверхностью и одним датчиком с коромыслом,обеспечивающими непосредственный отсчет отклонений положения контролируемых поверхностей деталей собираемого узла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения толщины компенсатора,используемого при сборке изделия | 1985 |
|
SU1335811A1 |
| Стенд для измерения толщины компенсаторов при сборке редуктора | 1985 |
|
SU1305522A1 |
| Устройство для измерения толщины компенсатора при сборке редуктора | 1982 |
|
SU1052837A1 |
| Стенд для измерения толщины компенсатора при сборке редуктора | 1985 |
|
SU1265457A1 |
| Полуавтомат для контроля линейных размеров детали | 1990 |
|
SU1740973A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Прибор для многомерного контроля кольца шарикоподшипника | 1990 |
|
SU1779903A1 |
| Устройство для контроля деталей со сложным профилем | 1990 |
|
SU1768925A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИИ ПРОФИЛЯ ЛОПАТОК И СТЕРЖНЕЙ ОХЛАЖДАЕМЫХ ЛОПАТОК ТУРБИН | 2001 |
|
RU2205363C2 |
| Устройство для измерения размеров трубы | 1990 |
|
SU1747862A1 |
УС1ТОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ КОМПЕНСАТОРА ПРИ СБОРКЕ ПОдаИПНИКОВЫХ УЗТЮВ, содержащее корпус, параллельно установленные в нем с возможностью осевого перемещения шпиндели с опорными торцовыми поверхностями, предназначенными для контактирования с соответствующими поверхностями деталей собираемого узла, механизм осевого перемещения и вращения шпинделей и измет ритель линейных перемещений, о тличающееся тем, что, с целью упрощения устройства, измеритель линейных перемещений выполнен в виде закрепленного в корпусе предметного столика с базовой поверхностью, расположенной со стороны шпинделей перпендикулярно их осям симметрии, закрепленной на столике перпендикулярно его поверхности измерительной стойки, установленной на стойке каретки, подпружиненной в направлении шпинделей, закрепленных на каретке датчика шцейных перемещений и измерительного щтока, установленного с возможностью контактирования с поверхностью одной из деталей сободаемого узла, и шарнирно установленного на столике коромысла, один конец которого предназначен для контактирования с поверхностью другой детали собираемого узла, а другой конец контактирует с датчиком линейных перемещений. сд ф
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для измерений толщины прокладок фирмы Марпосс в технологическом процессе сборки редукторов задних мостов на заводе КАМАЗ | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
