привод 11 вращения вала редуктора, каретку 13, силовые цилиндры 15 и 16 со штоками 17 и 18, взаимодейст- вующими с крышками 19 и 20 редуктора, установленный на каретке 13 измеритель, выполненный в виде цилиндра 21, телескопических втулок 27 и 28 и индикатора 29, каретку 30 с датчиком 32 для измерения бокового зазора в зацеплении колеса 33 и шестерни 34, При измерении корпус редуктора 2 фиксируется относительно корпуса 1 стенда с помощью пробок
1
Изобретение относится к машиностроению и может быть использовано для определения толщины компенсаторов , устанавливаемых в редуктор между его корпусом и крьшками, в которых запрессованы наружные кольца конических роликоподшипников.
Цель изобретения - повышение точности и расширение технологических возможностей путем обеспечения нормированного бокового зазора в зацеплении редуктора.
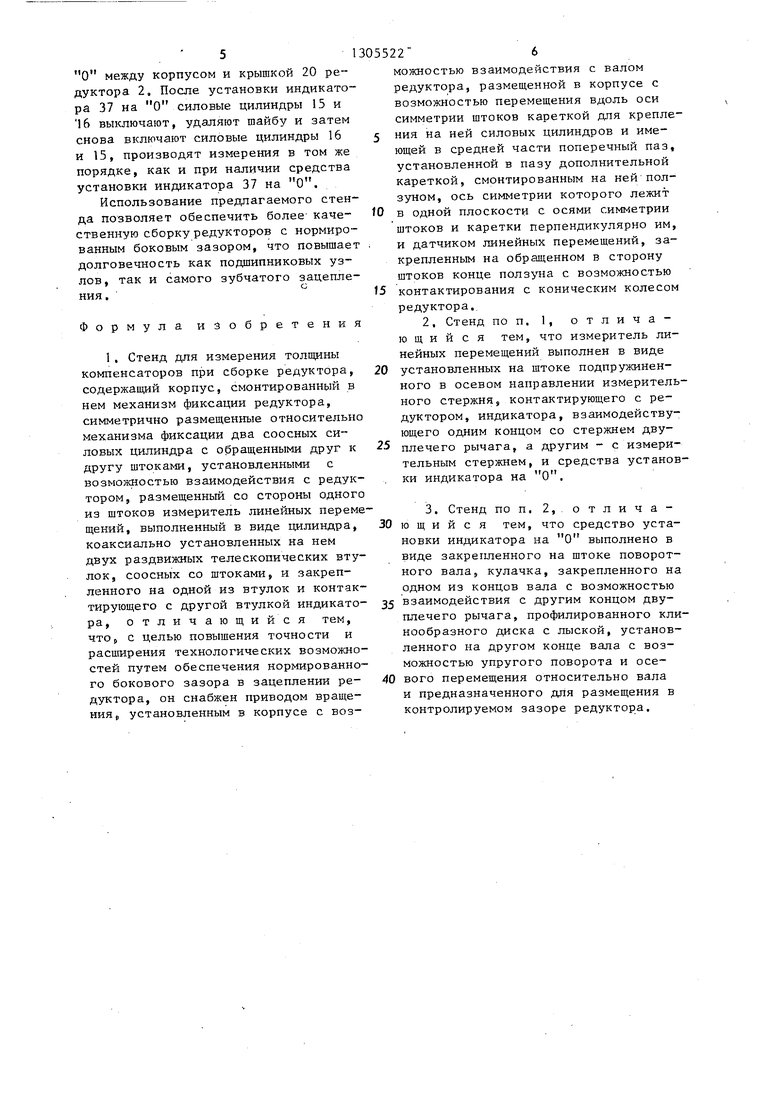
На фиг. 1 показана схема стеНда для измерения толщины компенсаторов при сборке редуктора; на фиг. 2 - схема выполнения измерителя линейных перемещений упрощенной конструкции; на фиг. 3 - вид А на фиг. 2.
Стенд содержит корпус 1, смонтированный в нем механизм фиксации редуктора 2, выполненный в виде на- правляюш 1х стоек 3 и 4, фиксируюшях пробок 5 и 6, вводимых в проушины 7 и В редуктора 2, и приводов 9 и 10 перемещения этих пробок, установленный в корпусе 1 с возможностью осевого перемещения привод 11 вращения вала 12, установленную в корпусе 1 каретку 13 с поперечным пазом 14, закрепленные на каретке 13 два со- осных силовых цилиндра 15 и 16 с обращенными друг к другу штоками 17 и 18, установленными с возможностью взаимодействия с крышками 19 и 20 редуктора 2, установленный на каретке 13 измеритель линейных переме- щений, выполненный в виде цилиндра
5 и 6, Крышку 20 устанавливают между штоком 18 и цилиндром 21. С помощью штоков 17 и 18 создают силовое замыкание между крышками 19 и 20, цилиндром 21 и валом 26, а с помощью привода 11 вращают вал 12 для самоустановки роликов 24. С помощью каретки 13 смещают вал 26 в осевом направлении до получения заданного бокового зазора в зацеплении, а затем устанавливают вал ,26 в крайние положения и определяют по индуктору 29 толщину компенсаторов. 2 , ф-лы, 3 ил.
21 с коническими поверхностями 22 и 23 для контактирования соответственно с роликами 24 и запрессованным в крышке 20 наружным кольцом 25 подшипника, являющегося опорой вала 26 редуктора 2, коаксиально установленных на цилиндре 21 двух раздвижных телескопических втулок 27 к 28 и индикатора 29, установленную в пазу 14
дополнительную каретку 30, размещен- ны на ней ползун 31 , закрепленный на ползуне 31 датчик 32 линейных перемещений, имеющий возможность контактировать с зубьями конического колеса
33, находящегося в зацеплении с шестерней 34, и привод 35 перемещения каретки 13. Измеритель линейных перемещений (фиг. 2) может быть выполнен также в виде установленных на
0 штоке 1В подпружиненного в осевом направлении измерительного стержня 36, в.заимодействующего с индикатором 37 и двуплечим рычагом 38, и средства установки индикатора 37 на О, выполненного в виде поворотного вала 39, закрепленного на нем кулачка 40 с ручкой 41, скрепленного с валом 39 посредством пружины 42 профилированного диска 43.
0
I
Стенд работает следующим образом.
В исходном состоянии каретка 13 занимает среднее положение между стойками 3 и 4, штоки 17 и 18 раз- 5 ведены, привод 11, ползун 31 и из- меритель линейных перемещений выве- даны из рабочей зоны. Предварительно
осуществляют настройку, для чего устанавливают эталонный редуктор 2 и базируют его на направляющих стойках 3 и 4, с помощью приводов 9 и 0 вводят фиксирующие пробки 5 и 6 в проушины 7 и 8 до заклинивания, устанавливают крышку 20 с запрессованным в нее наружным кольцом 25 подшипника между штоком 18 и цилиндром 21, с помощью силовых цилиндров 15 и 16 перемещают штоки 17 и 8 до создания на крьщ1ках 19 и 20 заданного осевого усилия сжатия подшипников редуктора 2, перемещают привод 11 до контакта с валом 12 и вращают его. От вала 12 через шестерню 34 и колесо 33 вращение передается на вал 26, что обеспечивает самоустановку роликов 24 в подшипниковых опорах редуктора. Выключают привод 11, с помощью ползуна 31 подводят датчик 32 к зубу конического колеса 33 и измеряют величину бокового зазора между зубьями колеса 33 и шестерни
деленной толщины эталонного компе сатора с показанием индикатора 2 С помощью привода 35 перемещаю каретку 13 до выбора зазора межд с крышкой 19 и корпусом редуктора 2 фиксируют при этом новое показани индикатора 29, по которому опреде ляют толщину компенсатора, размещ ного между крышкой 19 и корпусом
Ш дуктора 2, путем вычита шя из нов показания индикатора 29 ранее заф сированного показания.
При другом варианте выполнения измерителя линейных перемещений
15 (фиг, 2) устанавливают каретку 13 положение, соответствующее заданн боковому зазору между колесом 33 шестерней 34, определяемому с пом щью датчика 32. Затем поворачиваю
20 кулачок 40 за ручку 41 по часовой
стрелке на один оборот, при этом мерительный стержень 36 совершает возвратно-поступательное перемеще ние , а профилированный клинообраз
34. В случае несоответствия измерен- 25 ный срезанный диск 43 беззазорно
ной величины заданному значению с помощью привода 35 перемещают каретку 13 относительно жестко зафиксированного корпуса эталонного редуктора 2. Вместе с кареткой 13 перемещаются силовые цилиндры 15 и 16 и сжатые между штоками 17 и 18 крьш1ки 19 и 20, цилиндр 21 и вал 26, что приводит к изменению величины бокового зазора
входит в зазор между крышкой 20 и корпусом редуктора 2. В этом поло жении профилированного диска 43 у танавливают индикатор 37 на О и 30 поворачивают кулачок 40 против ча вой стрелки на один оборот, вывод диск 43 из зазора. При этом измер тельный стержень 36 входит в контакт с корпусом редуктора 2, и по
между колесом 33 и шестерней 34. Ка- 35 индикатору 37 определяют толщину ретку 13 останавливают в момент обеспечения заданного бокового зазора между зубьями колеса 33 и шестерни 34, устанавливают при этом индикатор
компенсатора, размещаемого между корпусом и крышкой 20 редуктора 2
Затем с помощью привода 35 пер мещают каретку 13 до выбора зазор между крышкой 19 и корпусом редук тора 2, фиксируют при этом новое показание индикатора 37, по котор определяют компенсатора, размещенного между крышкой 19 и к пусом редуктора 2, путем вычитани из нового показания индикатора 37 ранее зафиксированного показателя При таком варианте исполнения измерителя отпадает необходимость в эталонном редукторе и технологиче ком цилиндре 21, что повышает точность измерений. Кроме того, по29 в О и отводят датчик 32. I
С помощью универсальных измерительных средств измеряют расстояние между редуктором 2 и крышкой 20, по которому определяют значение толщины эталонного компенсатора. При этом повторяют процедуру измерения, т.е. контролируемый редуктор 2 базируют на направляющих стойках 3 и 4, фиксируют пробками 5 и 6 и по аналогии с эталонным редуктором устанавливают каретку 13 в положение, при котором достигается заданное значение
скольку средство установки индикато- 0
бокового зазора между колесом 33 и
шестерней 34. Фиксируют при этом по- ра 37 на U используется только пе- казание индикатора 29, а толщину ком- ред измерением зазора для установки пенсатора, устанавливаемого между редуктором 2 и крышкой 20, определяют алгебраическим сложением ранее опре- перед установкой индикатора 37 на
О, то него может быть использована шайба, устанавливаемая
деленной толщины эталонного компенсатора с показанием индикатора 29. С помощью привода 35 перемещают каретку 13 до выбора зазора между с крышкой 19 и корпусом редуктора 2, фиксируют при этом новое показание индикатора 29, по которому определяют толщину компенсатора, размещенного между крышкой 19 и корпусом редуктора 2, путем вычита шя из нового показания индикатора 29 ранее зафиксированного показания.
При другом варианте выполнения измерителя линейных перемещений
5 (фиг, 2) устанавливают каретку 13 в положение, соответствующее заданному боковому зазору между колесом 33 и шестерней 34, определяемому с помощью датчика 32. Затем поворачивают
0 кулачок 40 за ручку 41 по часовой
стрелке на один оборот, при этом измерительный стержень 36 совершает возвратно-поступательное перемещение , а профилированный клинообразвходит в зазор между крышкой 20 и корпусом редуктора 2. В этом положении профилированного диска 43 устанавливают индикатор 37 на О и поворачивают кулачок 40 против часовой стрелки на один оборот, выводя диск 43 из зазора. При этом измерительный стержень 36 входит в контакт с корпусом редуктора 2, и по
индикатору 37 определяют толщину
компенсатора, размещаемого между корпусом и крышкой 20 редуктора 2.
Затем с помощью привода 35 перемещают каретку 13 до выбора зазора между крышкой 19 и корпусом редуктора 2, фиксируют при этом новое показание индикатора 37, по которому определяют компенсатора, размещенного между крышкой 19 и корпусом редуктора 2, путем вычитания из нового показания индикатора 37 ранее зафиксированного показателя. При таком варианте исполнения измерителя отпадает необходимость в эталонном редукторе и технологическом цилиндре 21, что повышает точность измерений. Кроме того, поскольку средство установки индикато- 0
ра 37 на U используется только пе- ед измерением зазора для установки перед установкой индикатора 37 на
ра 37 на U используется только пе ред измерением зазора для установки перед установкой индикатора 37 на
О, то него может быть использована шайба, устанавливаемая
О между корпусом и крышкой 20 редуктора 2, После установки индикатора 37 на О силовые цилиндры 15 и 16 вы1спюча1от, удаляют шайбу и затем снова включают силовые цилиндры 16 и 15, производят измерения в том же порядке, как и при наличии средства установки индикатора 37 на О.
Использование предлагаемого стенда позволяет обеспечить более качественную сборку редукторов с нормированным боковым зазором, что повышает долговечность как подшипниковых узлов, так и самого зубчатого зацепления.
Формула изобретения
1. Стенд для измерения толщины компенсаторов при сборке редуктора, содержащий корпус, смонтированный в нем механизм фиксации редуктора, симметрично размещенные относительно механизма фиксации два соосных силовых цилиндра с обращенными друг к другу штоками, установленными с возмошюстью взаимодействия с редуктором, размещенный со стороны одного из штоков измеритель линейных перемещений, выполненный в виде цилиндра, коаксиально установленных на нем двух раздвижных телескопических втулок, соосных со штоками, и закрепленного на одной из втулок и контактирующего с другой втулкой индикатора, отличающийся тем, что, с целью повышения точности и расашрения технологических возможностей путем обеспечения нормированного бокового зазора в зацеплении редуктора, он снабжен приводом вращения „ установленным в корпусе с возможностью взаимодействия с валом редуктора, размещенной в корпусе с возможностью перемещения вдоль оси симметрии штоков кареткой для крепления на ней силовых цилиндров и имеющей в средней части поперечный паз, установленной в пазу дополнительной кареткой, смонтированным на ней ползуном, ось симметрии которого лежит
в одной плоскости с осями симметрии штоков и каретки перпендикулярно им, и датчиком линейных перемещений, закрепленным на обращенном в сторону штоков конце ползуна с возможностью
контактирования с коническим колесом редуктора,
2,Стенд поп, 1, отличающийся тем, что измеритель линейных перемещений выполнен в виде
установленных на штоке подпружиненного в осевом направлении измерительного стержня, контактирующего с редуктором, индикатора, взаимодействующего одним концом со стержнем двуплечего рычага, а другим - с измерительным стержнем, и средства установки индикатора на О,
3,Стенд поп, 2,. отлича- ю щ и и с я тем, что средство установки индикатора на О выполнено в виде закрегшенного на штоке поворотного вала, кулачка, закрепленного на одном из концов вала с возможностью
взаимодействия с другим концом двуплечего рычага, профилированного клинообразного диска с лыской, установленного на другом конце вала с возможностью упругого поворота и осевого перемещения относительно вала и предназначенного для размещения в контролируемом зазоре редуктора.
J
Фиг.З
Редактор О. Бугир
Составитель Н. Тимошенко
Техред В.Кадар Корректор А, Зимокосов
Заказ 1418/38 Тираж 678Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4

| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для измерения толщины компенсатора при сборке редуктора | 1985 |
|
SU1265457A1 |
| Устройство для определения толщины компенсатора при сборке редуктора с закладными крышками | 1990 |
|
SU1747863A1 |
| ПНЕВМАТИЧЕСКИЙ КОНТРОЛЬНО-ДИАГНОСТИЧЕСКИЙ СТЕНД | 2014 |
|
RU2597630C2 |
| Стенд для диагностики рулевых приводов транспортных средств | 1989 |
|
SU1651133A1 |
| ВЗВЕШИВАЮЩЕЕ УСТРОЙСТВО НА ТРАНСПОРТНОМ СРЕДСТВЕ | 1993 |
|
RU2091723C1 |
| Стенд для испытаний механического теплового компенсатора | 2018 |
|
RU2701473C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2003 |
|
RU2283762C2 |
| Стенд для определения углов установки управляемых колес транспортного средства | 1988 |
|
SU1654715A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЯ ШИНПШНи»иБИБЛ1'- | 1972 |
|
SU332349A1 |
| Система гидропривода регулирующей арматуры эксплуатационной линии | 2022 |
|
RU2788273C1 |
Изобретение относится к машиностроению. Цель изобретения - повышение точности измерения толщины компенсатора и расширение технологических возможностей стенда путем обеспечения нормированного бокового зазора в зацеплении редуктора при действии всех номинальных нагрузок на его элементы. Стенд содержит корпус 1, закрепленные на нем стойки 3, и 4, фик- сируюшие редуктор 2, пробки 5 и 6 с приводами 9 и 10 осевого перемещения. (Л I оо о ел ел ю Ьо
| Устройство для контроля расстояния между торцом вала-шестерни и осью проушин редуктора | 1981 |
|
SU968582A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для определения толщины компенсаторов при сборке редуктора | 1984 |
|
SU1180672A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
