измерительной стойкой 7 li базов-.гм штоком 14, привод 12 перемещает у;:- тановленную в корпусе 1 штангу i1 до контакта стойки 7 и наконечника 10 с деталью 5р датчика 9, :; акро11ленно деталью 6, а што 5 |3„ При этом датc TKjroHeHiie толщины
,1 а с т ро е ч к о г о з на
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для измерения толщины компенсатора при сборке редуктора | 1985 |
|
SU1265457A1 |
| Устройство для измерения толщины компенсатора при сборке подшипниковых узлов | 1982 |
|
SU1113656A1 |
| Устройство для сравнения размеров | 1986 |
|
SU1415025A2 |
| Устройство для сравнения размеров | 1985 |
|
SU1348626A1 |
| Устройство для измерения толщины компенсатора при сборке редуктора | 1982 |
|
SU1052837A1 |
| Групповой схват | 1985 |
|
SU1311926A1 |
| Устройство для подачи ящиков с откидными крышками и их закрывания | 1985 |
|
SU1333612A1 |
| Захват | 1986 |
|
SU1397280A1 |
| Устройство для очистки цилиндрических поверхностей | 1987 |
|
SU1491591A1 |
| Механизм для открывания и закрывания откидной крышки ящика | 1985 |
|
SU1339050A1 |
Изобретение относится к машиностроению и может быть использовано для измерения толщины компенсатора, используемого при сборке изделий из деталей с глубокими отверстиями с труднодоступными поверхностями. Цель изобретения состоит в обеспечении возможности измерения при сборке изделий с глубокими глухими отверстиями. При измерении, когда закрепленные на предметном столике 2 оправки 3 и 4 загружены измеряемыми деталями 5 и 6 и зафиксированы соосно с (Л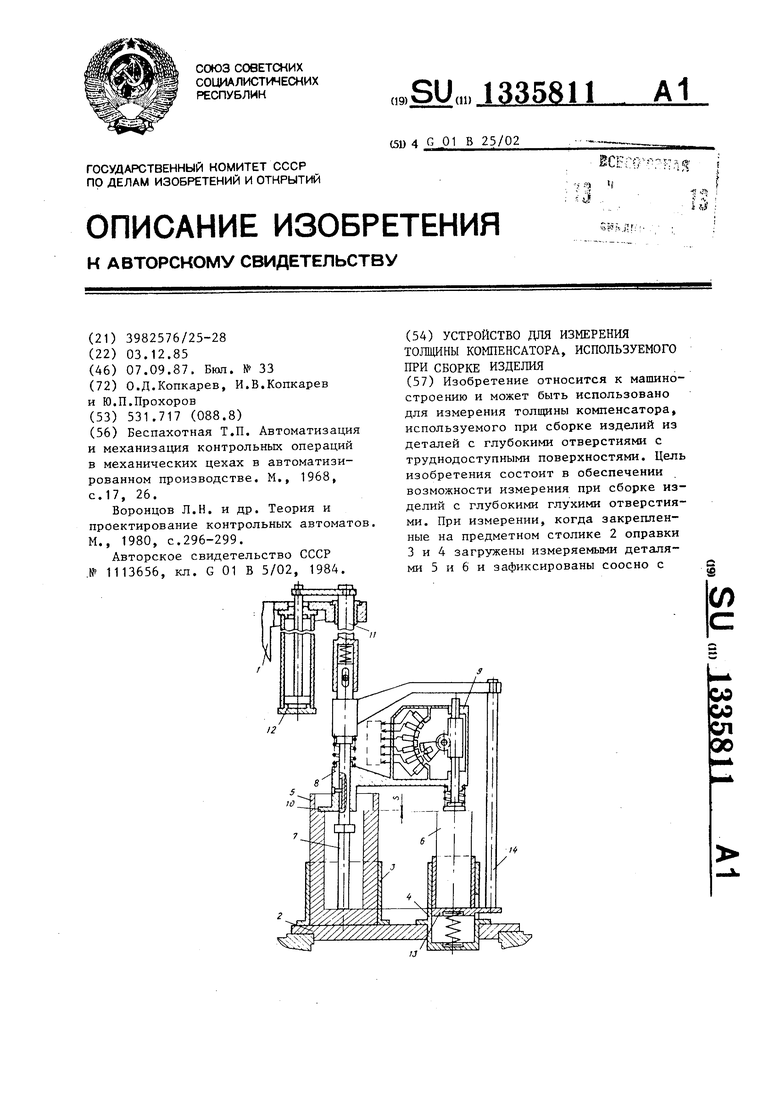
1
Изобретение относится к машиностроению и может быть исшзльзовано для измерения толщины компенсатора,, используемого при сборке, изделий из деталей с глубокими отверстиями, с труднодоступными поверхностями,
Цель изобретения - обеспечение возможности измерения при сборке изделий с глубокими гпухиШ 1 отверстиями.
На чертеже показана схема устройства для измерения толнщны компенсатора, используемого при сборке изделия.
Устройство содержит корпус 1, размещенный в нем предметный столик 2, закрепленные на столике две цилиндрические оправки 3 и 4, предназначенные для фиксации в них деталей 5 и
6собираемого изделия э измерител -.- ную стойку 7, устаь онленную на Heii с возможностью перемещения каретгсу 8, закрепленные на каретке 8 датчик 9 линейных перемеп1ений и опорнс.ш n,-i. конечник 10; установленную в кориус;е 1 с возможностью осевого перемещения штангу 11, кинематически связанный
с одним из ее концов привод 12 осевого перемещения штанги, на другом конце которой телескопически установлена рхзмерительная стойка 7 и подпружинена относительно нее в направлении оправки 3, лол емент 13. коак- снально установленный в оправке i к подпружиненный относительно нее в осевом направлении, и закрепленный одним концом на измерительной стойке
7базовый шток 14, другой конец которого контактирует с ложементом 13
Устройство работает следующим образом,
В исходном состоянии привод 12 удерживает штангу 1 1 с измеритель -:о; ;
стойкой 7 и: карет ложении на зад;анн о прав 3 :-i 4. Н когда опразки J и р 1ч;м1з1ми деталями ваны соосно соотв кой 7 и штоком 14 тает ;итангу 1 1 в
при KOTOpCjb НЗМОр
н наконсч с деталью 5, датч мещений - с д,е : ал иггок 14 - с :южем гиния,. 1тро; о71Я1Цая г а ; т а из м е р и т е л ь н талью 5 и базовог 6. является базой рении компенсатор, го зафиксирует да Р С: мещений как о т к: между точкой конт. кечника 10 с дета: нинеГшых перемепде
кой 8 в крайнем по:iM расстоя} ии от процессе измереЕ1ия
4 загружень; изме- ii и 6 и зафиксиро- тственно со стой- , привод 12 переме- раб|:5чее положение, ;1ге:1ьная стойка 7 1|ик 10 контактируют ик 9 линейных пере- .ю 6, а базовый ентом 13 При этом
точки кон- ой стойки 7 с де J ш тока 14 с деталь
отсчета при изме-- Зр высоту S которо- гчик 9 линейных пе гонение по вьюоте :;кта спорного нако ;ью 5 Л датчика 9 ; ий с деталью б,
0
В зависимости от конкретных условий сборки точки :-;:онтактирования измерительной стойки 7 с .деталью 5 и базового штока с д,еталью 6 могут располагаться ка г,аз. ::ичной высоте, пре/ метный столик 2 может быть сое- д,инен с 11одн 1,жной частью технологического конвейера сборки, а корпус 1 г-;ожет быть с;-10Нти1)ОБан на манипуляторе в случае ислользсвания устройства .для измерения то:тг::и ы компенсатора 3 роботизг Г1() сборочной линии.
Форм
н и я
Устройст.ц-; для измерения толиу ны компенсатор.ч,, исмкчиьзуемого при сборке изделия., сод,ср/:.а1цее корпус j раз- ме ценн} П1 п н(;м предметный столик, ;;; крс:тлс 11;ьк; ;;л ;; j .j. iiiKe две цилиндрические оправки с параллельными осями, предназначенные для фиксации в них деталей собираемого изделия, измерительную стойку, установленную на ней с возможностью перемещения каретку, закрепленные на каретке датчик линейных перемещений и опорный наконечник, контактирующие в процессе измерения с соответствующими поверхностями деталей собираемого изделия, установленную в корпусе с возможностью осевого перемещения штангу и кинематически связанный с одним из концов штанги привод ее осевого перемещения, отличающе
е с я тем, что, с целью обеспечения возможности измерения при сборке изделий с глубокими глухими отверстиями, оно снабжено ложементом, коак- сиально установленным в одной из оправок и подпружиненным относительно нее в осевом направлении, и закрепленным одним концом на измерительной стойке базовьм штоком, другой конец которого контактирует с ложементом, ось штока параллельна оси измерительной стойки, которая телескопически установлена на другом конце штанги соосно с другой оправкой и подпружинена в ее направлении.
| Беспахотная Т.П | |||
| Автоматизация и механизация контрольньк операций в механических цехах в автоматизированном производстве | |||
| М., 1968, с.17, 26 | |||
| Воронцов Л.Н | |||
| и др | |||
| Теория и проектирование контрольных автоматов М., 1980, с.296-299 | |||
| Устройство для измерения толщины компенсатора при сборке подшипниковых узлов | 1982 |
|
SU1113656A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
