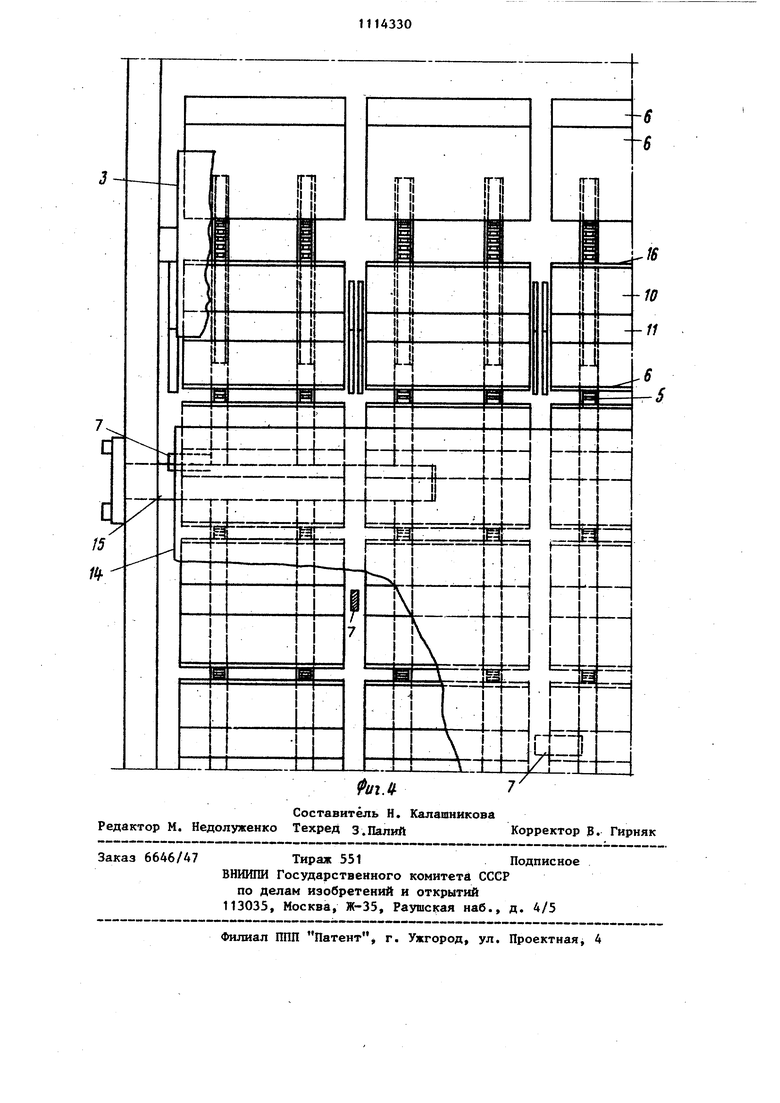
1 Изобретение относится к раскладочно-подборочным устройствам для плоских изделий, в частности карт. Известно устройство для подборки и укладки в штабель плоских изделий, преимущественно карт, содержащее подающий конвейер по крайней мере с од ной несущюй лентой для изделий, уста новленньй за ним по ходу технологического процесса укладывающий меха низм, имеющий по крайней мере один установленный на валу барабан, несущий расположенные вдоль его образующей приемные приспособления для изделий, упорная поверхность каждого из которых расположена под углом к ленте подающего конвейера, смонтированные по периметру барабана, и связанный с шаговым приводом и расположенный под укладывающим механизмом приемный конвейер, несущий упорные стенки, имеющие возможность- размещения между приемными приспособлениями 1. Однако известное устройство не обеспечивает возможности .получения отдельных пачек, соответствующих комплекту карт. Непрерьшный-ряд собранных в вертикальные пачки карт затем вручную нужно раскладывать по комплектам. Кроме того, устройство имеет ограниченную скорость подборки Цель изобретения - повышение ; производительности и качества подбор ки.... Указанная цель достигается тем, что устройство для подборки.и укладки в штабель плоских изделий, преиму щественно карт, содержащее подающий конвейер по крайней мере с одной несущей лентой для изделий, установлен ный за ним по ходу технологического процесса укладьшающий механизм, имею щий по крайней мере один установленный на валу барабан, несущий располо женные вдоль его образующей приемные приспособления для изделий, упорная поверхность каждого из которых расположена под углом к ленте подающего конвейера,смонтированные по периметру барабана, и связанный с шаговым приводом и расположенный под укладывающим механизмом приемный конвейер, Н.есущий упорные стенки, имеющие возможность размещения между приемными приспособлениями, имеет по крайней мере один толкатель для подборки комплекта изделий, смонтированный на 0 приемным конвейером с возможностью возвратно-поступательного перемещения, перпендикулярного направлению перемещения приемного конвейера, при этом каждое приемное приспособление выполнено в виде Г-образного держателя, большая сторона которого несет пластинчатый пружинный зажим для издeJIия, расположенный параллельно меньшей стороне держателя. Кроме того, приемный конвейер имеет дополнительные упорные стенки, расположенные параллельно первым, и установленные между ними пластины с наклонной опорной поверхностью для изделий, каждая из которых имеет сквозной паз для прохода толкателя для подборки комплекта изделий. При этом расстояние между толкателями соответствует ширине пластины. Кроме того, устройство снабжено источником , а лента подающего конвейера имеет отверстия, связанные с источником вакуума. На фиг.1 показана часть устройства для подборки и укладки плоских, изделий, вид сбоку; на фиг.2 - вторая часть указанного устройства, вид сббку; на фиг.З - разрез А-А на фиг.2; на фиг.4 - устройство, вид в плане. Устройство для подборки и укладки в.штабель плоских изделий, преимущественно карт, содержит подакндий конвейер 1 по крайней мере с одной несущей.лентой для изделия 2, установленньй за ним по ходу технологического процесса укладывающий механизм, имеющий по крайней мере один установленнь1Й на валу барабан 3, несущий расположенные вдоль его.образующей приемные приспособления 4 для изделий 2, упорная поверхность каждого из которых расположена под углом к ленте подающего конвейера 1, смонтированные по периметру барабана 3 и связанные с шаговым приводом (не указан) . Устройство имеет расположенный под укладьшающим механизмом приемный конвейер 5, несущий упорные стенки 6, имеющие возможность размещения между приемными приспособлениями 4, по крайней мере один толкатель 7 для подборки комплекта изделий 2, смонтированный под приемным конвейером 5 с возможностью возвратно-поступательного перемещения, перпендикулярного направлению перемещения приемного конвейера 5, при этом каждое приемное
приспособление 4 выполнено в виде Г-образного держателя,большая сторона которого несет пластинчатый пружинный зажим 8 для изделия 2, расположенный параллельно меньшей стороне держателя.-Кроме того, приемный конвейер 5 устройства имеет дополнительные упорные стенки 9, расположенные параллельно первым, и установленные между ними пластины 10 с наклонной опорной поверхностью, каждая из которых имеет сквозной паз 11 для прохода толкателя 7 для подборки изделий 2. Расстояние между толкателями 7 соответствует ширине пластины 10. Устройство для подборки и укладки в штабель плоских изделий снабжено источником вакуума (не показан), .а лента подающего конвейера 1 имеет отверстия, связанные с источником вакуума посредством камеры 12 и патрубка 13.
Устройство работает следующим образом.
Первое изделие 2 (карта), поданное лентой подающего конвейера 1 войдет в контакт с Г-образным держателем приемного приспособления 4, которое расположит изделие 2 под углом к ленте подающего конвейера 1. Изделие упирается в большую сторону держателя своей передней кромкой, задняя кромка находится на ленте подающего конвейера. Поскольку изделие расположено под углом к ленте конвейера 1, последующая карта пойдет под нее и так же упирается своей кромкой в большую сторону держателя 4. Так.образуются пачки изделий. Для того, чтобы изделия взаимодействовали с обеими сторонами держателя, они должны выступать с той и другой стороны за пределы ленты подающего конвейера 1. Следовательно, лента конвейера 1 имеет ширину меньшую размера изделия (в направлении, перпендикулярном направлению по стрелке А) .
Изделия 2 располагают так, чтобы их поперечное направление совпадало с направлением движения ленты конвейера 1. Собравшуюся пачку поддерживает зажим 8, который предотвращает выпадение пачки при вращении приемных приспособлений вместе с барабаном 3 Барабан 3 псщорачив ается на некоторый угол так, чтобы следующий держатель 4 занял место у ленты подающего конвейера 1. Процесс повторяется столько раз, сколько держателей расположено на барабане 3.
Верхняя ветвь приемного конвейера 5 составлена из стольких проходящих в направлении движения цепей несущих упорные стенки 6 с пластинами 10, образующими типа открытых с двух сторон коробок, сколько имеется лент с вакуумными отверстиями конвейера 1, причем каждый ряд коробок расположен под .присасывающей лентой конвейера 1 и проходит дальше в том же направлении, что и лента конвейера t. Когда устройство содержит двенадцать лент подающего конвейера 1, оно содержит соответственно двенадцать рядов этих коробок. Указанные коробки из соседних рядов также расположены одна за другой,- образуя колонны. Число колонн, т.е. число коробюк в одном полном ряду на верхней ветви пары бесконечных цепей приемного конвейера 5, на одну больше числа рядов. При каждом повороте барабана 3 пачка изделий 2 из держателя 4 укладывается в каждую коробку той колонны, которая расположена на конце верхней ветви приемного конвейера 5. Пачка изделий 2 сталкивается с держателя 4 приемного приспособления упорной стенкой в коробки, во время поворота барабана 3 .
Длина стенки 6 приблизительно равна ширине ленты конвейера 1, поэтому стенка 6 может проходить между держателями 4 приемного приспособления. При каждом повороте между двумя остановками барабана 3 собранная пачка изделий 2 на держателе 4 сталки- . вается в соответствующую коробку. Как только каждая из коробок примет пачку изделий, приемнь1й конвейер 5 переместится на некоторое расстояние и место займет новая колонна коробок.
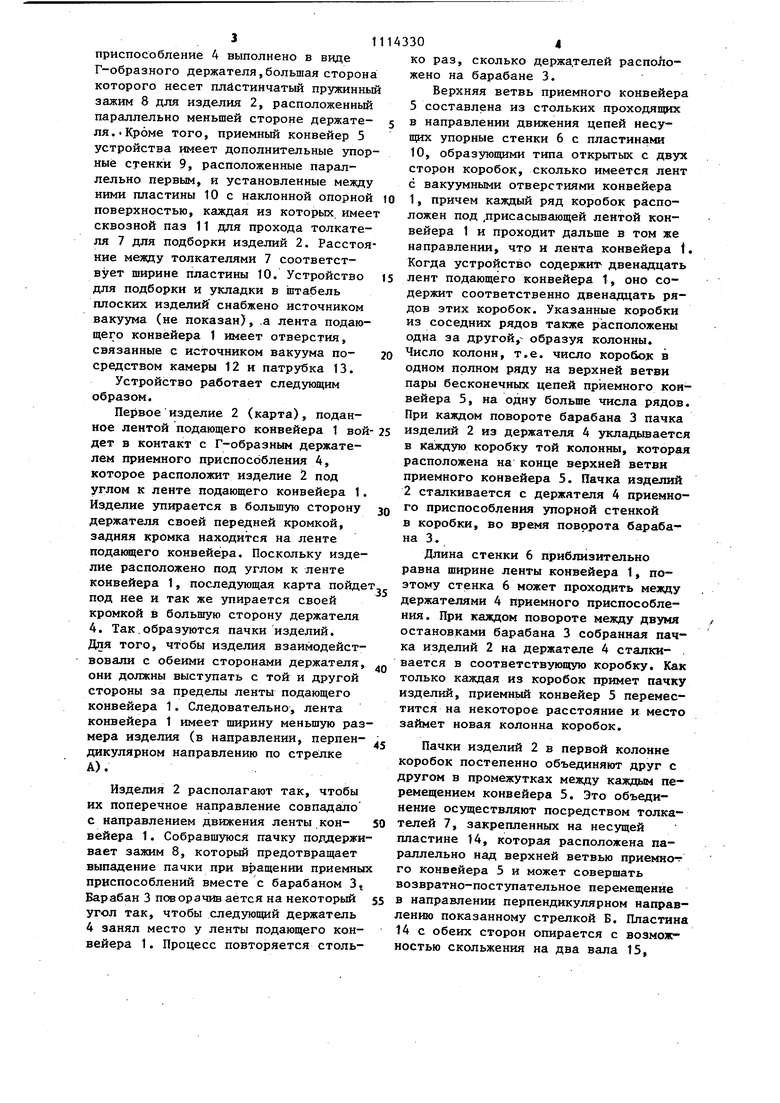
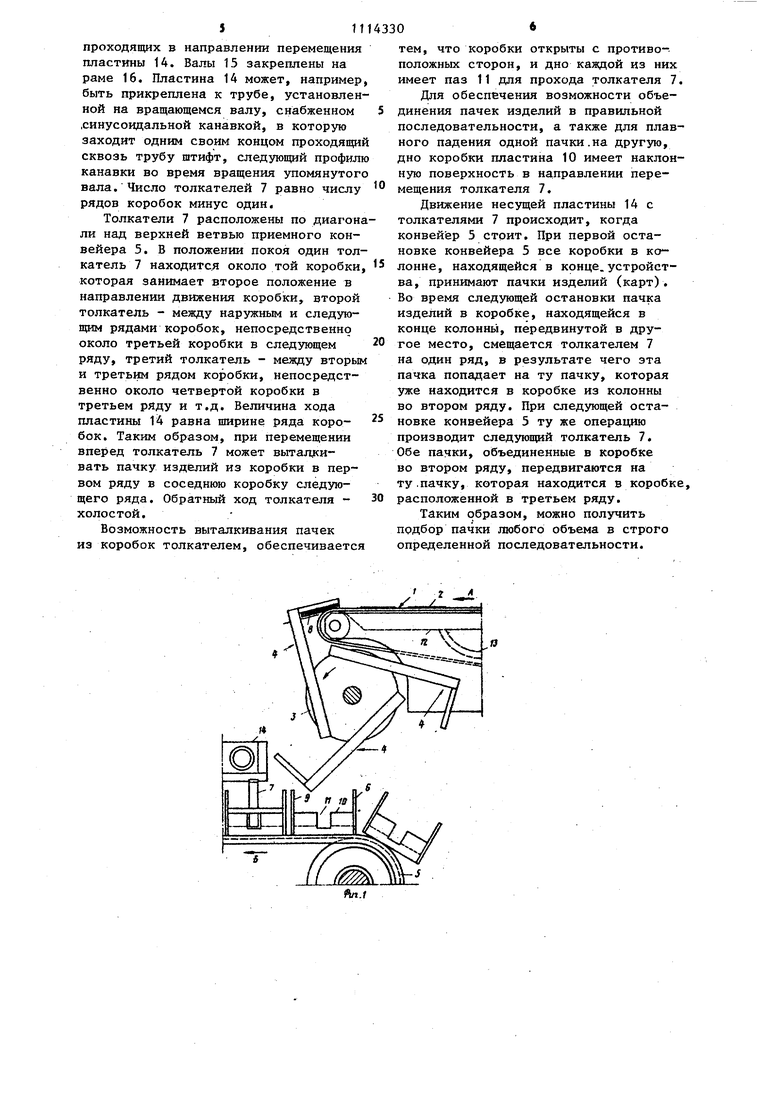
Пачки изделий 2 в первой колонне коробок постепенно объединяют друг с другом в промежутках между каждым перемещением конвейера 5. Это объединение осуществляют посредством толкателей 7, закрепленных на несущей пластине 14, которая расположена параллельно над верхней ветвью приемно-гго конвейера 5 и может совершать возвратно-поступательное перемещение в направлении перпендикулярном направлению показанному стрелкой Б. Пластина 14 с обеих сторон опирается с возможностью скольжения на два вала 15, S11 проходящих в направлении перемещения пластины 14. Валы 15 закреплены на раме 16. Пластина 14 может, например, быть прикреплена к трубе, установленной на вращающемся валу, снабженном .синусоидальной канавкой, в которую заходит одним своим концом проходящий сквозь трубу штифт, следующий профилю канавки во время вращения упомянутого вала. Число толкателей 7 равно числу рядов коробок минус один. Толкатели 7 расположены по диагона ли над верхней ветвью приемного конвейера 5. В положении покоя один толкатель 7 находится около той коробки, которая занимает второе положение в направлении движения коробки, второй толкатель - между наружным и следующим рядами коробок, непосредственно около третьей коробки в следующем ряду, третий толкатель - между вторым и третьим рядом коробки, непосредственно около четвертой коробки в третьем ряду и т.д. Величина хода пластины 14 равна ширине ряда коробок. Таким образом, при перемещении вперед толкатель 7 может вытал|сивать пачку изделий из коробки в первом ряду в соседнюю коробку следующего ряда. Обратный ход толкателя холостой. Возможность выталкивания пачек из коробок толкателем, обеспечивается 0 тем, что коробки открыты с противо-. положных сторон, и дно каждой из них имеет паз 11 для прохода толкателя 7. Для обеспечения возможности объединения пачек изделий в правильной последовательности, а также для плавного падения одной пачки.на другую, дно коробки пластина 10 имеет наклонную поверхность в направлении перемещения толкателя 7. Движение несущей пластины 14 с толкателями 7 происходит, когда конвейер 5 стоит. При первой остановке конвейера 5 все коробки в колонне, находящейся в конце, устройства, принимают пачки изделий (карт). Во время следующей остановки пачка изделий в коробке, находящейся в конце колонны, передвинутой в другое место, смещается толкателем 7 на один ряд, в результате чего эта пачка попадает на ту пачку, которая уже находится в коробке из колонны во втором ряду. При следующей остановке конвейера 5 ту же операцию производит следующий толкатель 7. Обе пачки, объединенные в коробке во втором ряду, передвигаются на ту.пачку, которая находится в коробке, расположенной в третьем ряду. Таким образом, можно получить подбор пачки любого объема в строго определенной последовательности.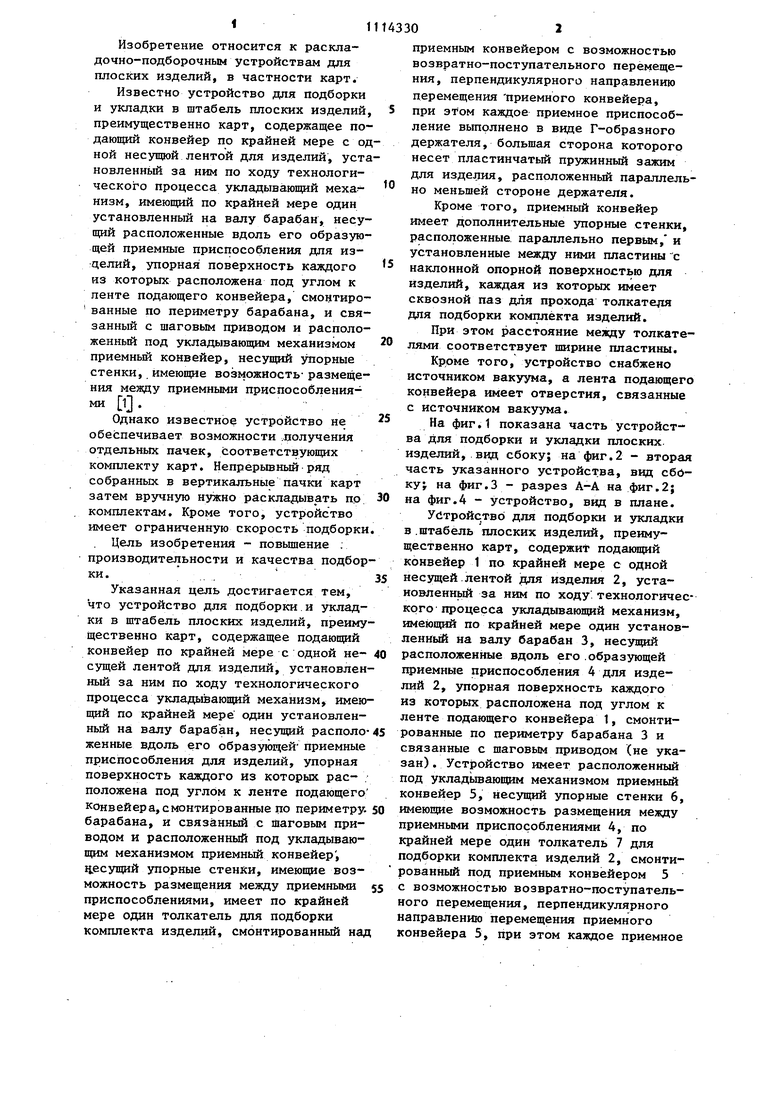
1. УСТРОЙСТВО ДЛЯ ПОДБОРКИ И УКЛАДКИ В ШТАБЕЛЬ ППОСКИХ ИЗДЕЛИЙ, преимущественно карт, содержащее подающий конвейер по крайней мере с одной несущей лентой для изделий, установленный за ним по ходу технологического процесса укладывающий механизм, имеющий по крайней мере один установленный на валу барабан, несущий расположенные вдоль его образующей приемные приспособления для изделий, упорная поверхность каждого из которых расположена под углом к ленте подающего конвейера, смонтированные по периметру барабана, и связанный с шаговым приводом и расположенный под укладывающим механизмом приемный конвейер, несущий упорные стенки, имеющие возможно(}ть размещения между приемными приспособлениями, о т л, и ч а ю щ е е с я тем, что, с целью повышения производительности и качества подборки, оно имеет по крайней мере оди толкатель для подборки комплекта изделий, смонтированный над приемным конвейером с возможностью возвратнопоступательного перемещения, перпендикулярного направлению перемещения приемного конвейера, при этом каждое приемное приспособление выполнено в виде Т-образного держателя, большая сторона которого несет пластинчатый пружинный зажим для изделия, расположенный параллельно меньшей стороне держателя. 2.Устройство по п. 1, отличающееся тем, что приемный конвейер имеет дополнительные упорные СТЕНКИ, расположенные параллельно первым, и установленные между ними пластины с наклонной опорной поверхностью для изделий, каждая из которых имеет сквозной паз для прохода толкателя для подборки комплекта изделий. 3.Устройство по пп. 1 и 2, от4 личающееся тем, что рас00 стояние между толкателями соответстРО вует ширине пластины. 4.Устройство по п. 1, отличающееся тем, что оно снабжено источником вакуума, а лента подающего конвейера имеет отверстия, связанные с источником вакуума.
ui.3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для сушки сыпучих материалов | 1972 |
|
SU491809A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
