Изобретение относится к металлообработке и может быть использовано при обработке цилиндрических поверхностей.
Известен способ охлаждения зоны резания при абразивной обработке с отсеканием воздушной пленки от периферии шлифовального круга, согласно которому операция производится путем, забора воздуха, поступающего в зону резания и изменения его направления в сторону, противоположную вектору скорости воздушной пленки (1.
К недостаткам этого способа относятся сложность отслеживания .за износом круга и перемещение отсекающего устройства в соответствии с этим износом.
Известен способ охлаждения зоны резания при абразивной обработке, при которой осуществляют подачу СОЖ в зону обработки и отсекают воздушную пленку от периферии абразивного инструмента, причем отсекающее устройство выполнено ,,в виде полого полуцилиндра, одна из образующих которого имеет минимальный зазор с кругом (2).
К недостаткам этого способа относятся как сложность отслеживания, так и невозможность полного перекрытия зазора и пазух, расположенных между отсекающим элементом и периферией круга.
Целью изобретения является интенсификация процесса охлаждения.
Цель достигается тем, что согласно способу охлаждения зоны резания при абразивной обработке, при которой осуществляют подачу СОЖ в зону обработки и отсекают воздушную пленку от периферии абразивного инструмента, пленку отсекают путем введения ролика из эластичного материала в постоянный контакт с абразивным инструментом перед обработкой.
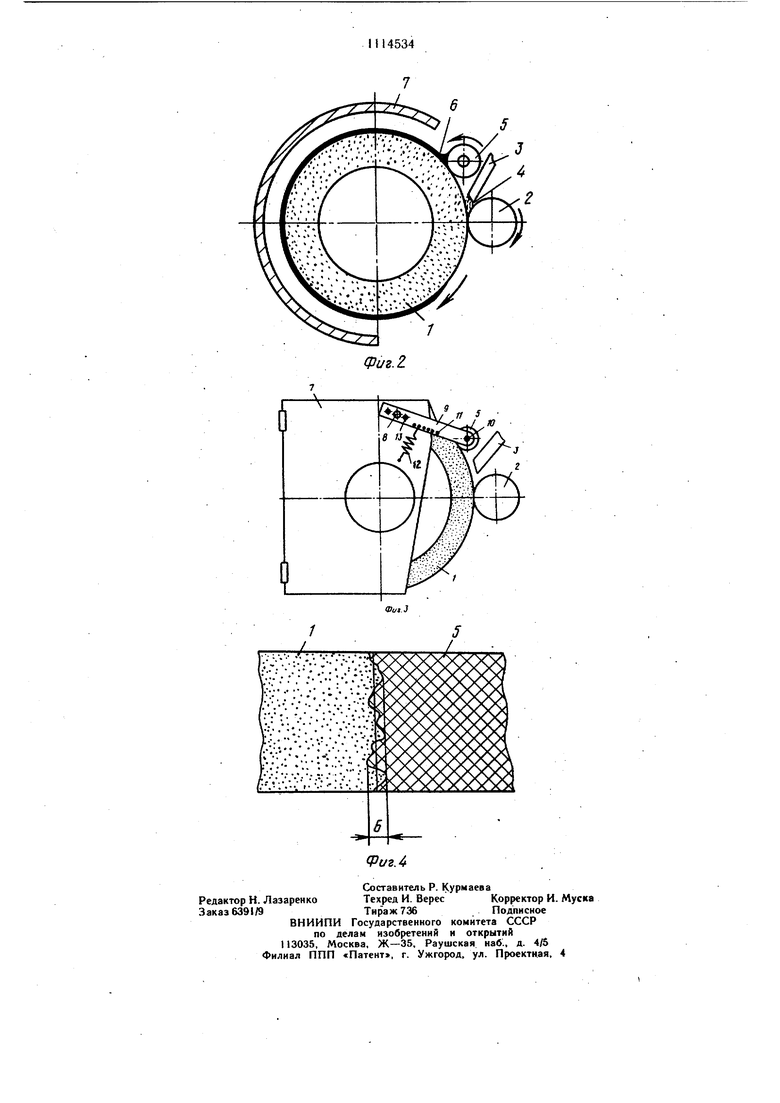
На фиг,; 1 изображено устройство для осуществления предлагаемого способа; общий вид; на фиг. 2 - схема образования воздушной пленки на периферии шлифовального круга, препятствующей проникновению СОЖ в зону резания; на фиг. 3 - способ удаления воздушной пленки с помощью ролика; на фиг. 4 - схема перекрытия зазоров и пазух шлифовального круга эластичным материалом ролика.
Способ осуществляют следующим образом.
В зону резания между шлифовальным кругом I и деталью 2 из сопла 3 подается струя СОЖ 4. К шлифовальному кругу подводится ролик 5 из эластичного материала, который, находясь в, постоянном контакте с шлифовальным кругом, прижимается к нему с некоторым усилием.
При вращении шлифовального круга 1 вокруг него образуется воздушная пленка 6, которая располагается на п,ериферии круга, включая поры и пазухи последнего. Эта пленка, попадая в зону обработки, препятствует проникновению СОЖ непосредственно в зону резания.
Ролик из эластичного ,материала, введенный в постоянный контакт с кругом, обеспечивает заполнение пор и пазух (зона Б) шлифовального круга эластичным материалом, отсекая воздушную пленку от шлифовального круга, в результате чего улучшается эффективность охлаждения зоны резания.
Устройство для осуществления предлагаемого способа состоит Из кожуха 7 шлифовального круга I, на котором на оси 8 установлен качающийся рычаг 9. На рычаге 9 с возможностью вращения на оси 10 установлен ролик 5 из эластичного материала. Рычаг 9 имеет отверстия И, одио из которых посредством пружины 12 связано с кожухом. С целЫо изменения радиуса качания рычаг 9 снабжен дополнительными отверстиями 13 под ось 8.
Устройство работает следующим обр.азом.
Включаются приводы вращения щлифовального круга 1 и детали 2, устанавливается необходимый натяг (достаточный для ликвидации зазора между кругом и роликом и заполнения эластичным материалом пор и пазух круга) путем регулирования усилия пружины 12. Ролик 5 начинает вращаться вместе с кругом 1. При этом эластичный материал ролика внедряется в поры,круга и ролик производит обкатывание последнего.
Предлагаемый способ опробован для шлифования кулачков распределительных валов. .Обрезиненный ролик с наружным диаметром 100 мм, длиной 30 мм, с толщиной эластичного материала 5 мм установлен на рычаге с плечом 300 мм. При этом ролик обкатывает шлифовальный круг диаметром 600 мм. Применение этого ролика позволило при шлифовании кулачков распределительных валов, упрочненных износостойкими материалами, увеличить поперечную подачу на 30% без появления прижегов.
Преимущество предлагаемого способа состоит в том, что он полностью предотвращает попадание воздушной пленки в зону резания, значительно проще и дешевле известных.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196040C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| Устройство подачи смазочно-охлаждающей жидкости при плоском шлифовании периферией круга | 2019 |
|
RU2708485C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2004 |
|
RU2275291C1 |
| УСТРОЙСТВО ДЛЯ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196041C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2372180C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2013 |
|
RU2553760C2 |
СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ ПРИ АБРАЗИВНОЙ ОБРАБОТКЕ, при которой осуществляют подачу СОЖ в зону обработки и отсекают воздушную пленку от периферии абразивного инструмента, отличающийся тем, что, с целью интенсификации охлаждения, воздушную пленку отсекают путем введения ролика из эластичного материала в постоянный контакт с абразивным инструментом перед обработкой. (Л 4 СП 00 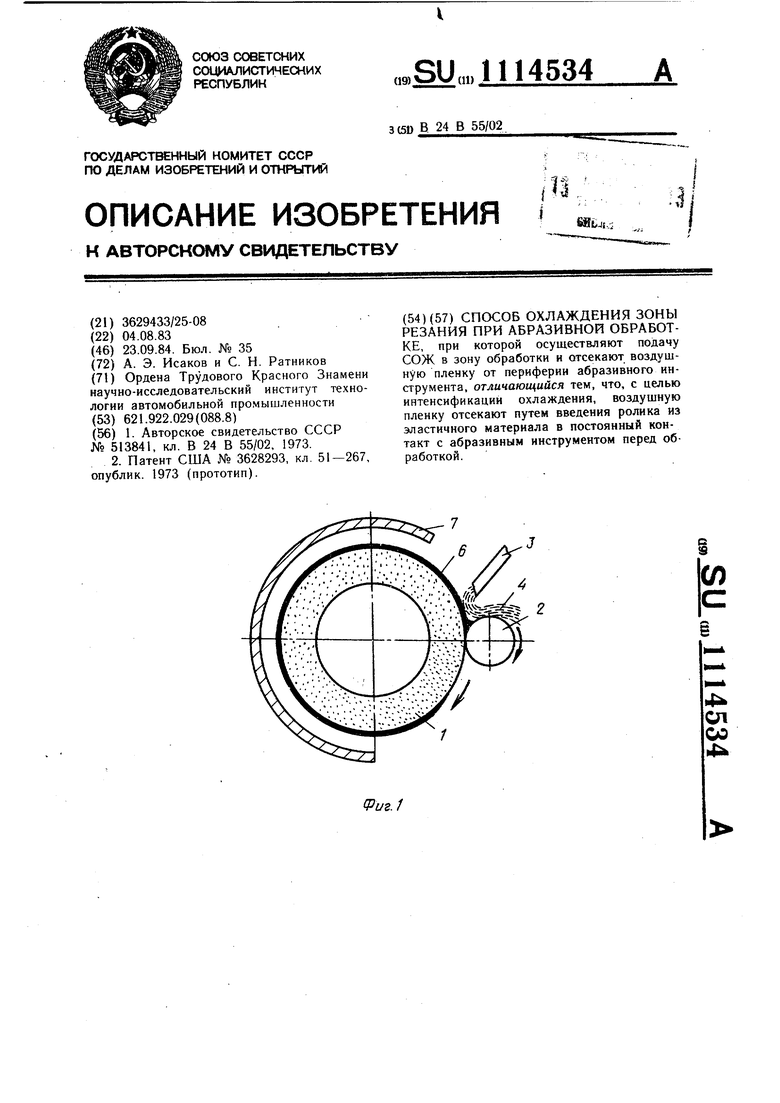
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для отсекания воздушной пленки от периферии шлифовального округа | 1973 |
|
SU513841A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3628293, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
