1
Изобретение относится к металлообработке, а именно к устройствам для отсекания воздушной пленки от периферии шлифовального круга при шлифовании с охлаждением.
Известны устройства для отсекания возд шной пленки от периферии шлифовального круга, в которых на кожухе установлена с возможностью вертикального перемеш,ения изогнутая пластинчатая преграда.
Цель изобретения - интенсификация процесса отсекания воздушной пленки.
Для этого в предлагаемом устройстве в верхней части кожуха установлено сужаюшееся к выходному концу соило, изогнутое в направлении от кожуха на периферию круга и жестко связанное с пластипчатой преградой, которая развернута выпуклостью в направлении, противоположном направлению враш,ения круга, а на входной части сопла по обе стороны от торцов шлифовального круга установлены направляющие пластины.
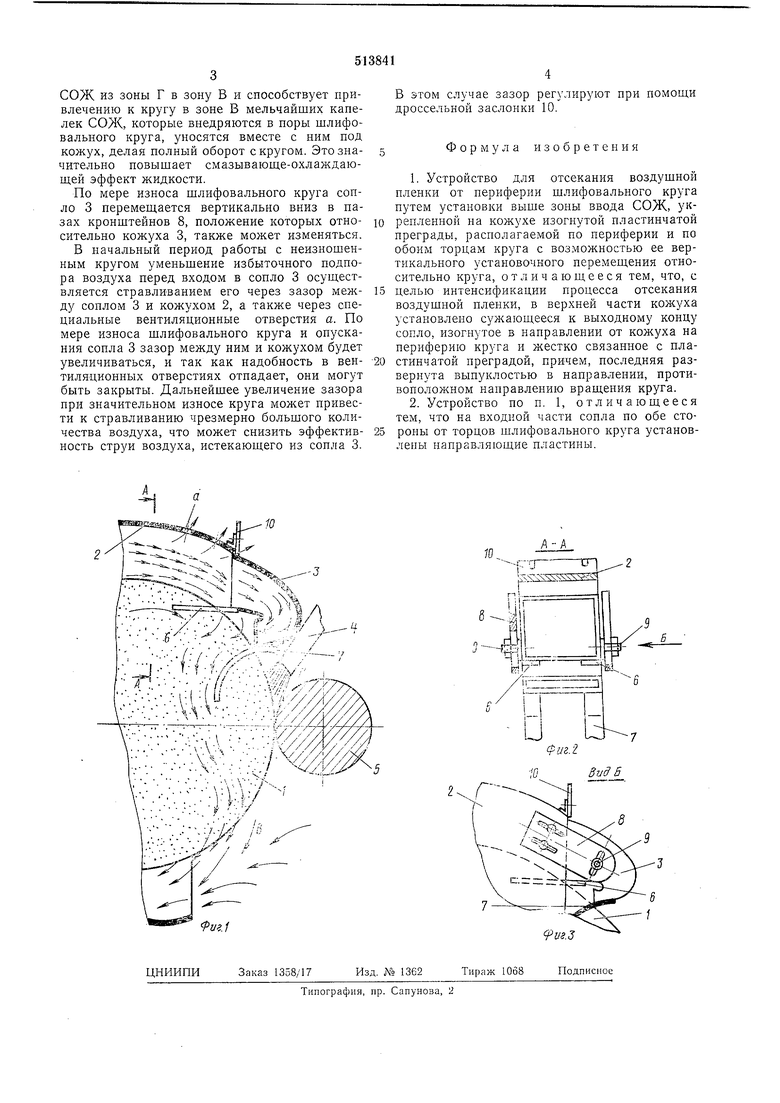
На фиг. 1 изображено предлагаемое устройство, обший вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2.
Шлифовальный круг 1 зашишен кожухом 2, на расстоянии 0,5-1 мм от верхней части которого установлено изогнутое в направлении от кожуха на периферию круга сопло 3. Ширина сопла 3 равна ширине кожуха 2, а
соотношение площадей его входного отверстия и выходного отверстия лежит в интервале от 2:1 до 5:1. Оптимальным соотношением является 10: 1. Сопло 4 для подачи СОЖ в зопу
резания расположено между соплом 3 и обрабатываемой деталью 5 у входного отверстия сопла 3, на расстоянии 1-2 .М от торцов круга горизонтально закреплены пластпны 6. а у выходного отверстия сопла 3, на таком же
расстоянии от круга как и пластины G, закреплены две отогнутые вниз пластины 7. На кожухе 2 установлены кронштейны 8. в пазах которых располол ены оси 9, на которых подвешено сопло 3. На кожухе 2 закреп.ена регулируемая по высоте дроссельная заслопка 10, а в верхней его части выполнены пепгиляциоиные отверстия а.
Устройство работает следуюииш образом. При вращении круга 1 между и кожухом 2 образуется воздушная пленка, движущаяся в том же направлении, что и круг. Попадая из этой зоны в сопло 3, поток воздуха движется между пластинами 6 и 7 п, огибая пластины 7, увлекается под действием центробежных сил и сил трения, возцика ощих между потоком воздуха и торцами круга, в В, находящуюся под обрабатываемым изделием 5. Засасывание воздуха в зону В обеспечивает некоторое разрежение в этой зоне,
которое способствует лучшему прокачиванию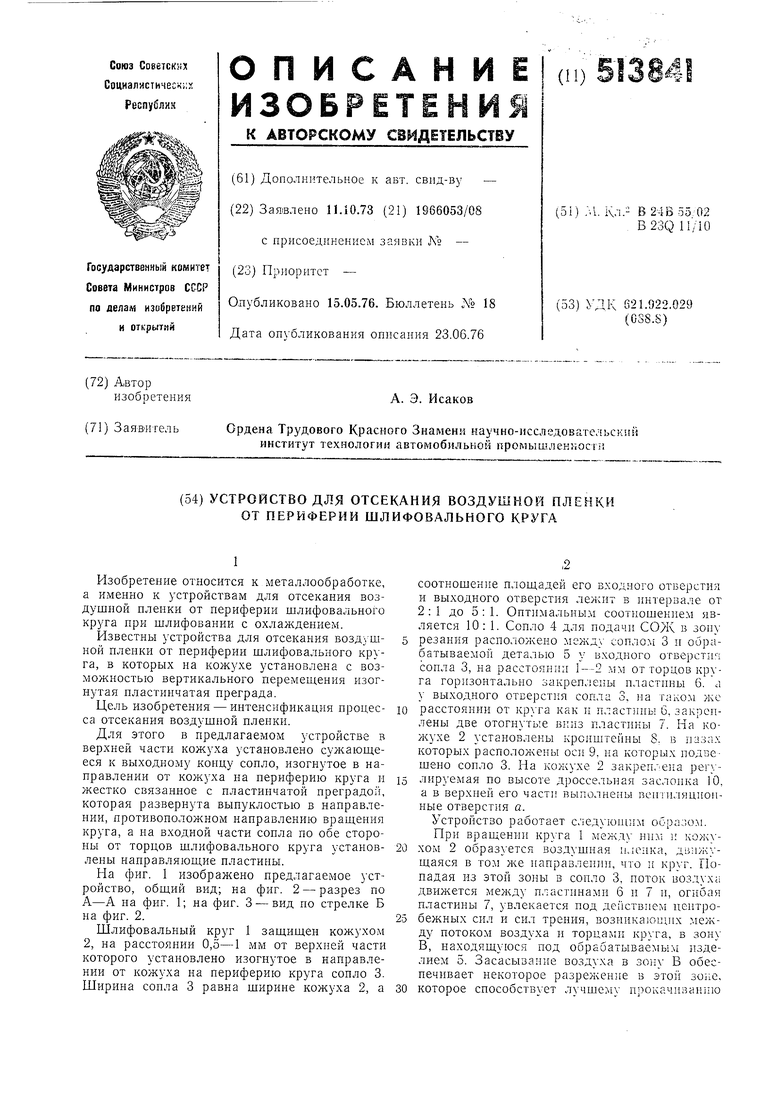
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения зоны резания при абразивной обработке | 1983 |
|
SU1114534A1 |
| УСТРОЙСТВО ДЛЯ УЛАВЛИВАНИЯ ПЫЛИ И ГАЗОВ К ШЛИФОВАЛЬНОМУ И ОТРЕЗНОМУ СТАНКАМ | 1995 |
|
RU2149095C1 |
| Способ охлаждения при шлифовании | 1981 |
|
SU1006194A1 |
| Устройство для подачи смазочно-охлаждающей жидкости (сож) при шлифовании | 1984 |
|
SU1201115A1 |
| Устройство для подачи смазочно- охлаждающей жидкости при шлифовании | 1977 |
|
SU701783A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1992 |
|
RU2036777C1 |
| Многошпиндельная шлифовальная головка | 1984 |
|
SU1194651A1 |
| Система отсоса пыли шлифовального станка с оптической системой визуального контроля области обработки в проходящем свете | 2021 |
|
RU2805650C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 1998 |
|
RU2151688C1 |
