N
СП
О
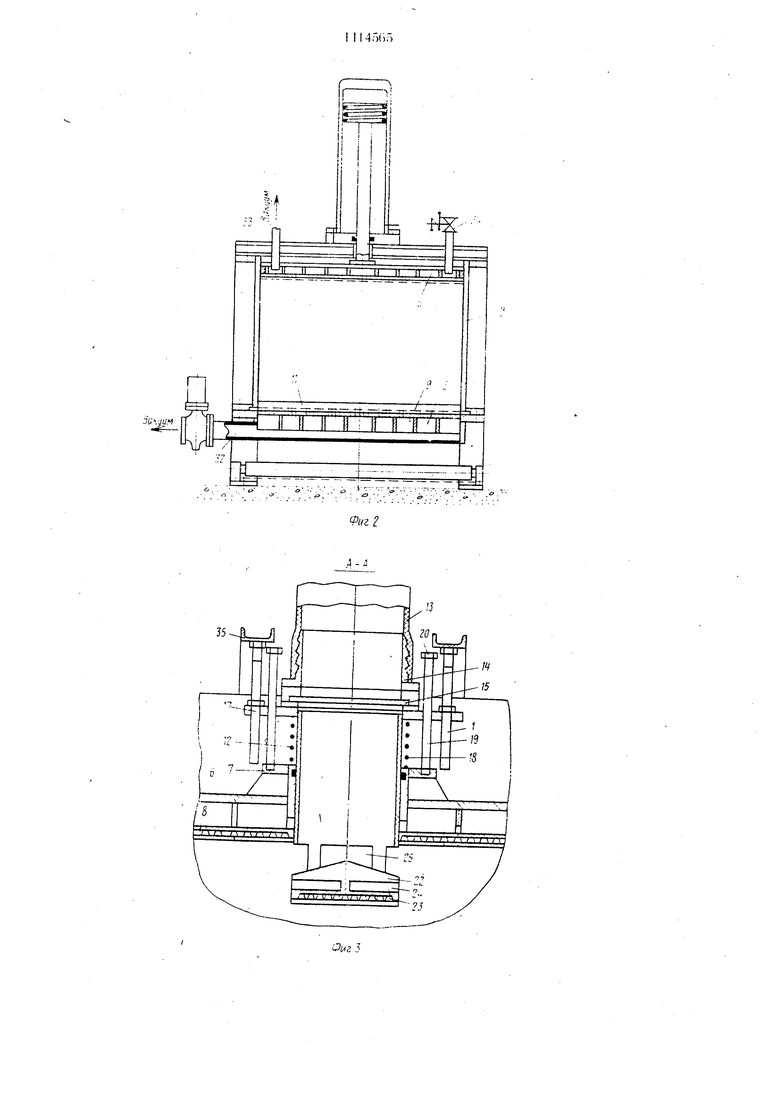
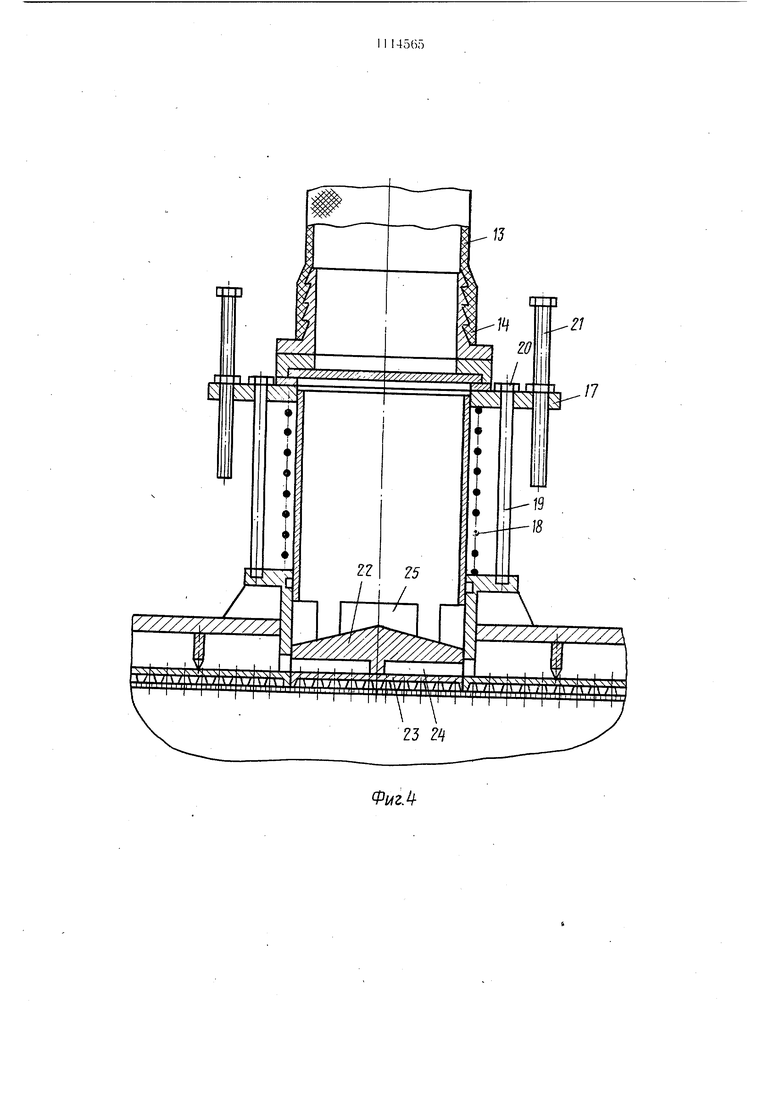
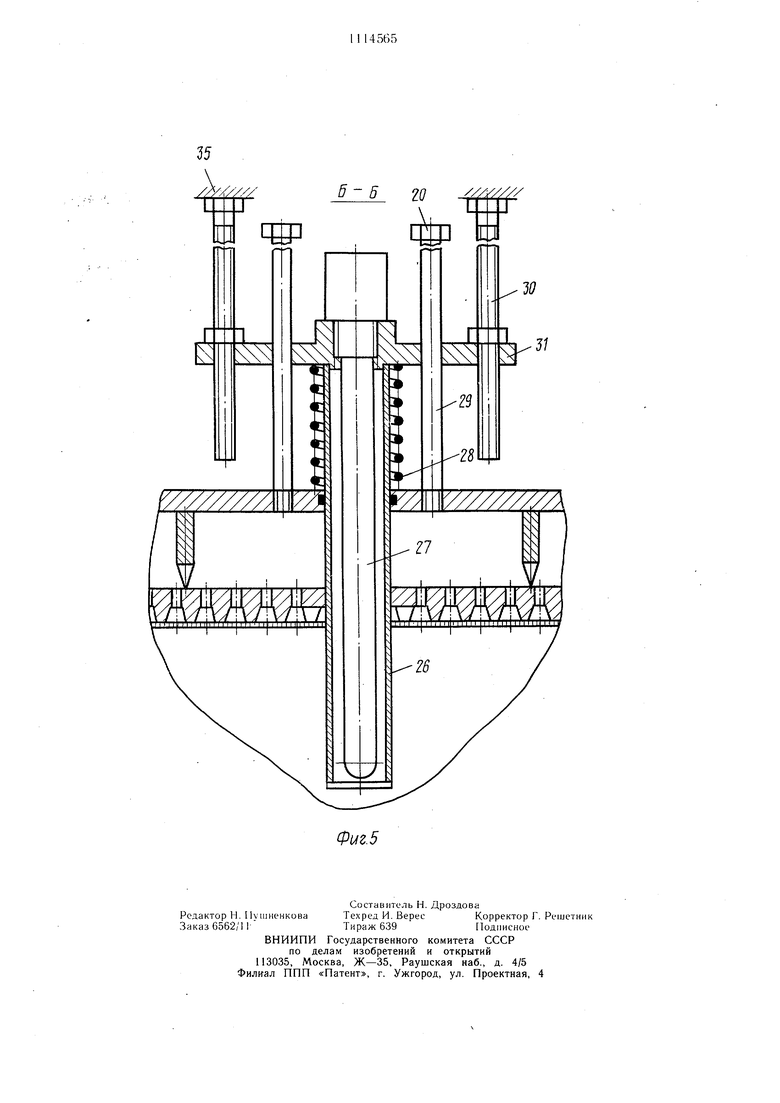
сд Изобретение относится к устройствам для формирования волокнистых плит и можетхбыть применено в деревообрабатывающей и целлюлозно-бумажной промышленности для изготовления волокнистых плит. Известна установка для изготовления волокнистых плит, содержащая раму, закрепленные на ней дозаторы и пуансон с главным гидроц-илиндром, отливной короб, вакуум-камеру, рольганги для перемещения заготовок и подкладных листов 1. Недостатком этой установки является отсутствие датчика сигнализатора уровня волокнистых суспензий в отливном коробе, что вызывает необходимость применения дозаторов и увеличивает высоту и металлоемкость установки. Кроме того, при заполнении отливного короба волокнистой суспензией необходимо полное извлечение пуансона из короба, что уменьшает производительность установки, приводит к износу упv oтнeния пуансона, снижению герметичности отливного короба и уменьшает надежность работы установки. Установку невоз можно использовать для формования плит из волокнистой суспензии, содержащей вредные летучие вещества. Наиболее близким к предложенному по технической сущности и достигаемому результату является устройство для формирования волокнистых плит, включающее раму, отливной короб, пуансон в виде короба с внутренней вакуумной полостью и перфорированным дном, снабженный приводом, датчик сигнализатора уровня, сетчатый стол и вакуумную камеру 2. Однако в известном устройстве обезвоживание формуемой плиты осуществляется только снизу через вакуумную камеру, что снижает производительность устройства. Кроме того, конструкция устройства также не обеспечивает возможности формования плит из суспензий с вредными летучими веществами. Цель изобретения - увеличение производительности и повышение надежности в работе устройства при формировании плит из( волокнистых суспензий с вредными летучими веществами. Поставленная цель достигается тем, что в устройстве, содержащем раму, закрепленный на ней отливной короб, пуансон в виде короба с внутренней вакуумной полостью и перфорированным дном, снабженный приводом, датчик сигнализатора уровня, сетчатый стол и вакуумную камеру, перфорированное дно и потолок короба выполнены с соосными отверстиями, в которых с возможностью перемещения установлены полые цилиндры с фланцами в их верхней части, имеющими регулируемые винтовые упоры-ограничители хода пуансона и отверстия, на потолке короба закреплены направляющие колонки, проходящие через отверстия фланцев полых, цилиндров, цилиндры подпружинены относительно потолка короба пуансона, причем датчик сигнализатора уровня размещен в полости одного из цилиндров, а другой цилиндр выполнен с окнами в нижней части и двойным дном в виде верхней конической части и нижней сетчатой части. На фиг. 1 изображено устройство для формирования волокнистых плит, общий вид; на фиг. 2 - то же, поперечный разпез; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - пуансон и полый цилиндр для подачи массы в рабочем положении; на фиг. 5 - разрез Б-Б на фиг. 1. Устройство содержит раму 1, на которой закреплены отливной короб-дозатор 2 с вакуум-камерой 3. На коробе-дозаторе 2 установлен привод 4, на штоке которого закреплен пуансон 5, выполненный в виде короба с вакуумной полостью, имеющий потолок 6 с фланцем 7 и перфорированное дно 8. В зазоре между коробом-дозатором 2 и вакуум-камерой 3 размещена бесконечная сетка-стол 9, уплотнение зазора осуществляется при помощи силовых цилиндров 10 эластичными уплотнениями 11. В сквозном отверстии пуансона 5 расположен полый цилиндр 12, связанный с напорным трубопроводом гибким щлангом 13, закрепленным на щтуцере 14.-Между штуцером 14 и цилиндром 12 расположена шиберная задвижка 15, действующая от силового цилиндра 16 дистанционного управления. Между фланцем 7 пуансона 5 и размещенным в верхней части цилиндра 12 фланцем 17 расположена пружина 18 сжатия, которая стре.мится переместить цилиндр 12 в верхнее положение по направляющим колонкам 19 до упора в их головки 20. Во фланец 17 ввернуты сменные, например, винтовые упоры 21 - ограничители хода пуансона 5. Полый цилиндр 12 имеет двойноее дно в виде конической части 22 и нижней сетчатой части 23, а между ними расположены радиальные окна 24, служащие для совмещения с внутренней вакуумной полостью в процессе формования. В нижней части цилиндра 12 над верхним коническим дном 22 выполнены радиальные окна 25 для распределения через них жидкой волокнистой суспензии внутри отливного короба-дозатора при выдвинутом цилиндре 12. В другое отверстие пуансона встроен также с возможностью перемещения полый цилиндр 26 с сетчатым дном, в котором находится датчик 27 сигнализатора уровня. Выдвижение цилиндра 26 за зеркало пуансона 5 происходит таким же образом, как и цилиндра 12, для чего имеются пружины 28, направляющие колонки 29 и винтовые упоры 30, закрепленные на фланцах 31. Внутренние полости вакуум-камеры 3 и пуансона 5 сообщаются трубопроводами 32 и 33 с вакуумной системой, а для сообщения внутренней полости пуансона 5 с атмосферой или с линией сжатого воздуха установлен клапан 34 магнитного управления; ограничитель 35 хода винтов 21 и 30. Устройство работает следующим образом. Пуансон 5 приводом 4 поднимают в положение, которое определяется необходимой порцией жидкой суспензии, зависящей от толщины отливаемой плиты. Это положение устанавливается длиной сменных упоров 21 и 30, которые, достигнув ограничителей 35, останавливают полый цилиндр 12 и цилиндр-трубку 26, а пуансон 5 продолжает движение на необходимую высоту. При этом сжимаются пружины 18 и 27, а цилиндры 12 и -26 выдвигаются за зеркало пуансона (фиг. 3 и 5). После этого при помощи силового цилиндра 16 открывают задвижку 15 и масса из бассейна поступает через шланг 13 в полый, цилиндр 12, ударяясь о коническую часть 22 полого цилиндра 12, через окна 25 вь1ливается в отливной короб-дозатор 2 и, достигнув датчика 27 сигнализатора уровня, который сблокирован с системой управления гидроцилиндром 16, закрывает задвижку 14, Через трубопроводы 32 и 33 внутренние полости вакуумкамеры 3 и пуансона 5 соединяются с вакуумной установкой. При помощи привода 4 пуансон перемещается вниз, при этом пружины 18 и 28 удерживают цилиндр 12 и цилиндр 27 в положении, когда упоры 21 и 30 находятся на ограничителях до момента, когда головки 20 направляющих колонок 19 и 29 упрутся во фланцы 17 и 31 (фиг. 4) и дно 23 выравнивается с сетчатым дном 8 пуансона 5. С этого момента начинается процесс формования мокрой волокнистой плиты с помощью подпрессовки и путем двустороннего вакуумирования. Твердая фаза - волокно осаждается на сетчатом столе 9 и сетке пуансона 5, а фильтрат через трубопроводы 32 и 33 поступает в вакуумную систему установки. По окончании процесса формования отключают вакуум, открывают вентиль 34 и производят сдувку плиты с пуансона. При помощи привода 4 поднимают пуансон 5 в исходное положение, силовыми цилиндрами 10 поднимают уплотнения 11 и приводят в движение бесконечную сетку-стол 9, которая транспортирует изделие на цеховой транспортер. Устройство обеспечивает повышение производительности, так как для заполнения короба-дозатора массой нет необходимости извлекать пуансон из короба и в зависимости от толщины плиты пуансон можно остановить на любой высоте внутри короба-дозатора. Кроме того, процесс ведется в герметичном объеме, что предохраняет окружающую среду от вредных летучих веществ или пара в том случае, когда волокнистая суспензия содержит вредные вещества. Ожидаемый экономический эффект за год от трех технологических линий, в которых предполагается использование устройства, составит 39,3 тыс. руб при производительности 12 т/сут.
I
ffa
ITVii- .11 II M и П II / tii t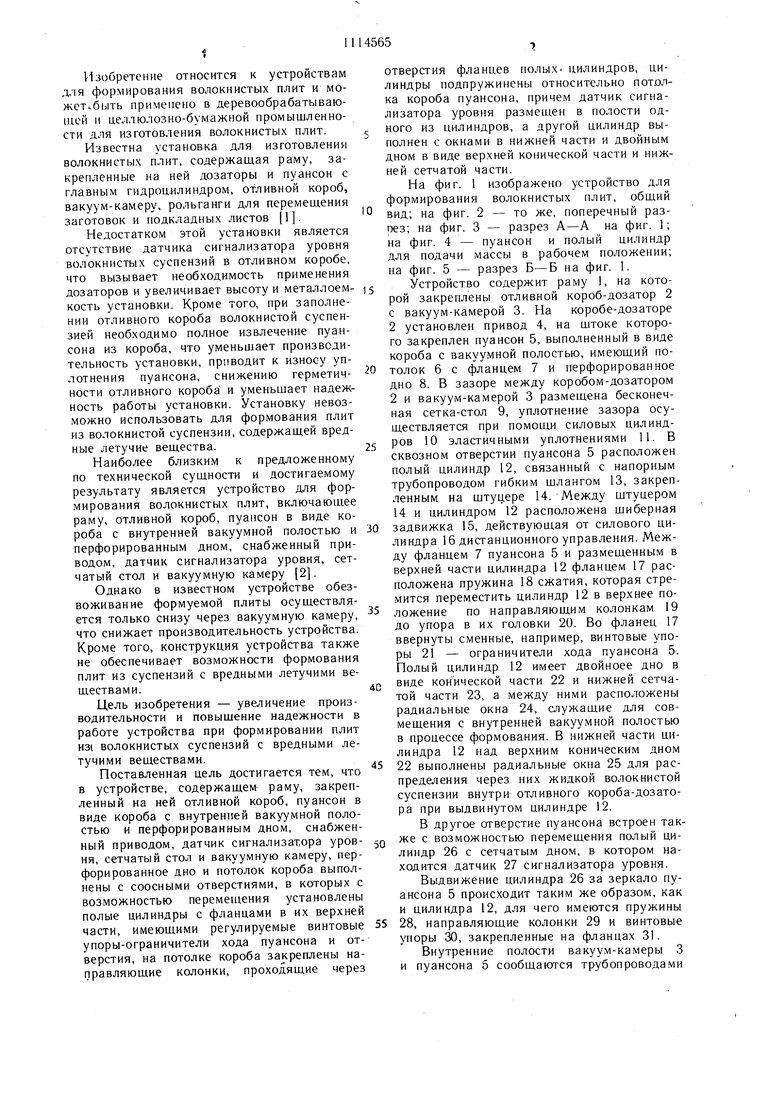

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования волокнистых плит | 1981 |
|
SU1002170A1 |
| Установка для формования волокнистых плит | 1986 |
|
SU1357246A1 |
| Установка для формования волокнистых плит | 1986 |
|
SU1357245A1 |
| Установка для формования волокнистых плит | 1988 |
|
SU1612023A1 |
| Установка для формирования волокнистых плит | 1974 |
|
SU501894A1 |
| Установка для изготовления волокнистых плит | 1983 |
|
SU1177156A1 |
| Установка для формирования волокнистых плит | 1978 |
|
SU749683A1 |
| Машина для отлива плоских волокнистых плит | 1972 |
|
SU445587A1 |
| Установка для изготовления полых деталей из волокнистых масс | 1984 |
|
SU1242378A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ ПЛИТ | 1972 |
|
SU431028A1 |
УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ВОЛОКНИСТЫХ ПЛИТ, включающее раму, закрепленный на ней отливной короб, пуансон в виде короба с внут ренней вакуумной полостью и перфорирован ным дно.м, снабженный приводом, дат чик сигнализатора уровня, сетчатый CTO.I и вакуумную камеру, отличающееся тем. ЧТО, с целью увеличения производительности и повышения надежности в работе устройства при формировании плит из волокнистых суспензий с вредными летучими веществами, перфорированное дно и потолок короба выполнень с соосными отверстиями, в которых с ВОЗМОЖНОСТЬЮ перемещения установлены полые цилиндры с фланцами в их верхней части, имеющими регулируемые винтовые упоры-ограничители хода пуансона и отверстия, на потолке короба закреплены направляющие колонки, проходящие через отверстия фланцев полых цилиндров, цилиндры подпружинены относительно потолка короба пуансона, причем датчик сигнализатора уровня размещен в полости одного из цилиндров, а другой цилиндр выполнен с окнами в нижней части и двойным диом в виде верхней конической части и нижней сетчатой части.
55
Ф1/1гЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ ПЛИТ | 1972 |
|
SU431028A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для формирования волокнистых плит | 1974 |
|
SU501894A1 |
| Солесос | 1922 |
|
SU29A1 |
