Изобретение относится к установкам для изготовления волокнистый плит и может быть использовано в целлюлозно-бумажной промышленности.
Цель изобретения повышение физикомеханических характеристик и изотропности плит за счет регулирования ориентации волокон.
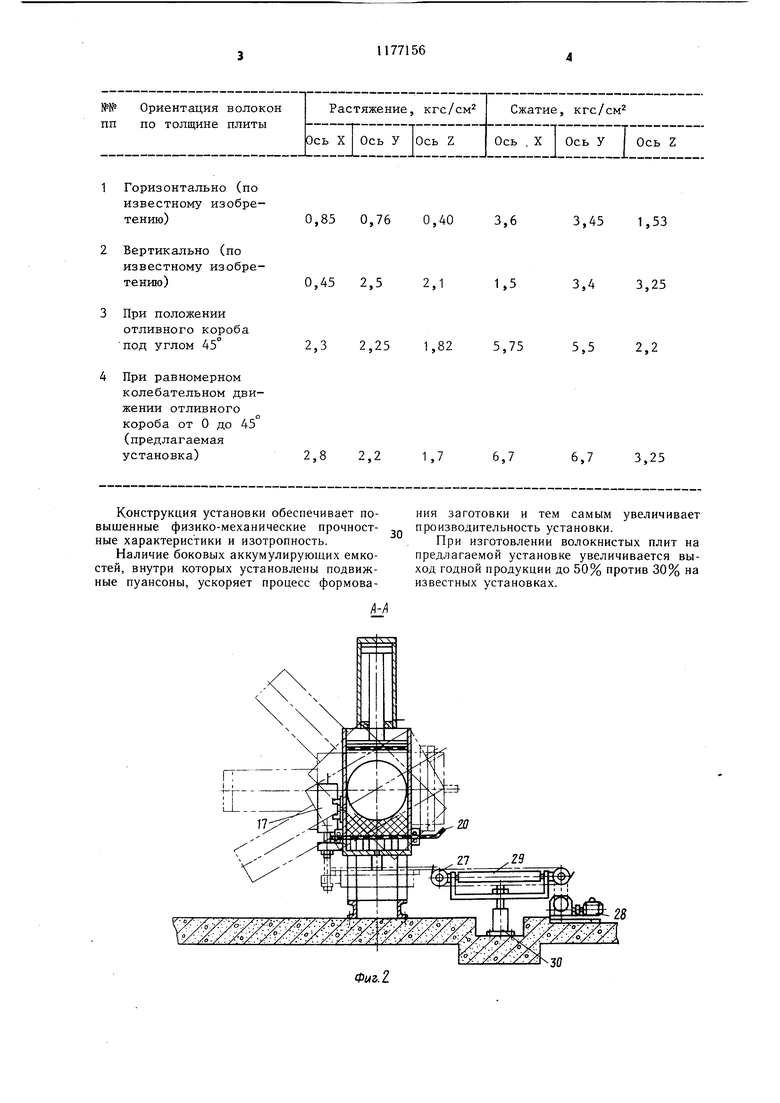
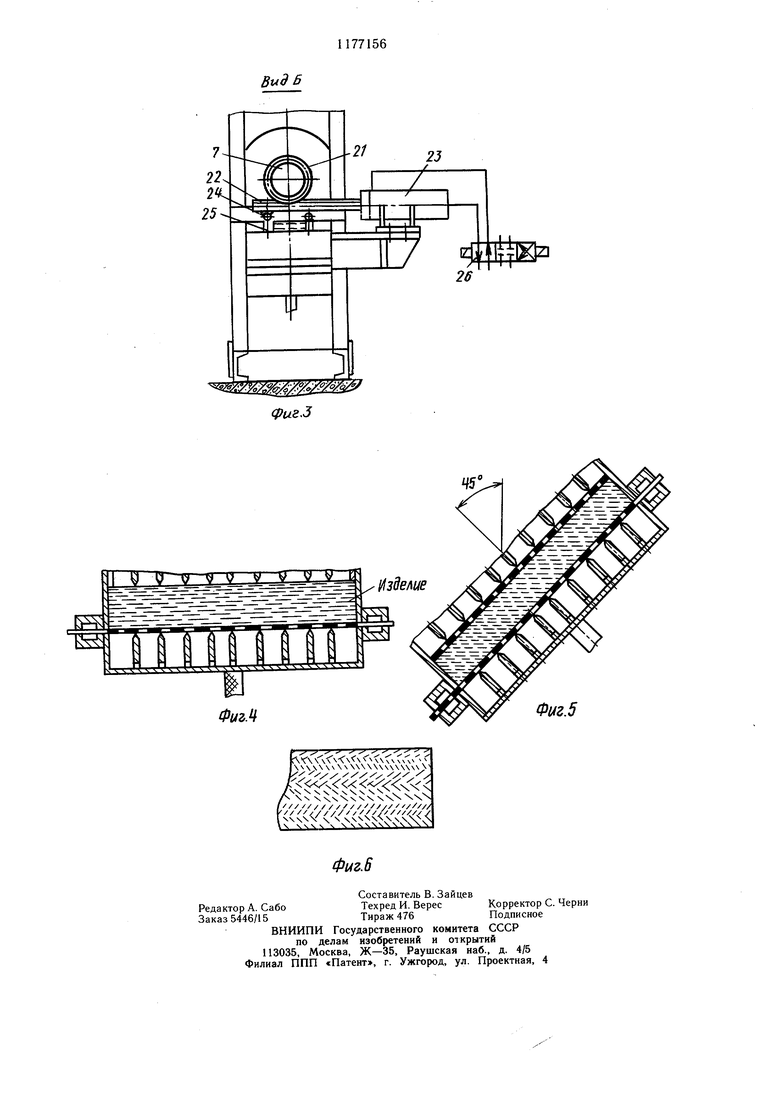
На фиг. 1 изображена установка для изготовления волокнистых плит, общий вид; на фиг. 2 - разрез А-А на фиг; 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - схема горизонтальной ориентации волокон в изделии при неподвижном положении отливного короба; на фиг. 5 - схема ориентации волокон в изделии при равномерном колебательном движении отливного короба под углом 0--Ч5°; на фиг. 6 - схема ориентации волокон в изделии при периодических остановках отливного короба под углом 0-45°.
Установка состоит из рамы 1 с укрепленным на ней отливным коробом 2 и дозатором 3. Отливной короб имеет аккумулируюш,ие емкости 4 и 5, к торцам которых кренятся корпуса гидроцилиндров 6 и 7, являющиеся осями поворота короба и находящиеся в Подшнпниковых узлах 8 и 9.
Штоки 10 и 11 гидроцилиндров 6 и 7 скреплены с пуансонами 12 и 13. На верхней центральной части отливного короба 2 установлен главный гидроцилиндр 14, на штоке которого закреплен сетчатый пуансон 15, внутренняя полость которого соединена посредством шланга 16 с вакуумной системой. К нижней центральной части отливного короба 2 при помощи диагонально установленных на коробе гидроцилнндров 17 прижимается вакуумка.мера 18, соединенная шлангом 19 с вакуумной системой. Между вакуум-камерой 18 и отливным коробом 2 находится подкладной перфорированный лист 20. На корпусе гилЧроцилиндра 7 жестко установлена шестерня 21, находящаяся в зацеплении с рейкой 22, которая выполнена заодно со штоком гидроцилиндра 23 для поворота отливного короба. Рейка 22 имеет кулачок 24, взаимодействующий с путевыми выключателями 25 которые сблокированы с электромагнитами гидрораспределителя 26. Для автоматического съема подкладного перфорированного листа 20 с отформованным изделием служит поперечный транспортер 27 с приводом 28 и рольганговый подъемный транспортер 29 с идроцилиндром 30.
Установка работает следующим образом.
В дозаторе 3 отмеривается определенная порция волокнистой массы и при крайнем правом положении пуансона 13 она заливается в отливной короб. Гидроцилиндром 23 при помощи рейки 22 и щестерни 21 поворачивается гидроцилиндр 7, а следовательно, и отливной короб 2 со всеми узлами, соединенными с ним, относительно горизонтальной оси. При этом в зависимости от требований, предъявляемых к прочностным характеристикам плит, короб может 5 быть установлен при помощи гидроцилиндра 23, рейки 22 и щестерни 21 на заданное время под необходимым при формовании углом и время от времени этот .угол наклона может меняться от 0° до 45° к горизонтальной плоскости Кроме того, короб может
О находиться под любым углом наклона от 0° до 45° к горизонтальной плоскости в течение всего цикла формования, соверщать постояв ные колебательные движения.
При этом в зависимости от необходимого сектора качания (О-45°) устанавливаются на определенное расстояние между собой два путевых выключателя 25, которые взаимодействуют при нажатии на них кулачка 24 с электромагнитами гидрораспределителя 26, меняющего направление потока масла в гидроцилиндре 23 и тем самым обеспечивает рейке 22 возвратно-поступательное движение. Формование заготовки плиты ведут, когда внутренние полости пуансона 15 и вакуум-камеры 18 соединяют с вакуумной системой и
5 гидроцилиндры 6 и 7 при помощи штоков 10 и 11 начинают перемещать пуансоны 12 и 13 внутри аккумулирующих емкостей 4 и 5 до положения при котором пуансоны вместе с боковыми стенками центральной части короба образуют направляющие для сетчатого пуансона 15.
Таким образом, на установке формование заготовки ведут при сдавливании волокнистой суспензии и одновременном двустороннем обезвоживании во взаимно противо2 положных направлениях.
Окончательный пшцесс прессования плиты начинается с перемещения гидроцилиндром 14 сетчатого пуансона 15, который при движении сжимает волокнистую массу, что в сочетании с двусторонним вакуумированием
0 ускоряет процесс изготовления плиты. После окончания процесса изготовления плиты гидроцилиндром 23 короб 2 приводится в вертикальное положение, гидроцилиндрами 17 вакуум-камера 18 опускается в нижнее положение, где покладной перфорированный лист 20 входит в зацепление с поводком цепного транспортера 27, который при помощи привода 28 перемещает лист 20 с изделием на цеховой транспортер 29, поднимающийся при помощи гидроцилиндра 30,
и перемещает плиту в сушильную камеру. В таблице приведены физико-механические характеристики волокнистых плит в трех взаимно перпендикулярных направлениях при различной ориентации волокон по толщине плиты: по оси X - прочность в продольном направлении; по оси У - прочность в поперечном направлении; по оси Z - прочность по толщине плиты (по сравнению с известным изобретением). 1Горизонтально (по известному изобретению) 0,85 0,76 2Вертикально (по известному изобретению) 0,45 2,5 3При положении отливного короба под углом 45° 2,3 2,25 4При равномерном колебательном движении отливного короба от О до 45 (предлагаемая установка) 2,8 2,2 0,403,6 3,451,53 2,1 3,43,25 1,825,755,52,2 1,7 6,73,25
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования волокнистых плит | 1983 |
|
SU1114565A1 |
| Установка для формования волокнистых плит | 1981 |
|
SU1002170A1 |
| Установка для формирования волокнистых плит | 1978 |
|
SU749683A1 |
| Машина для отлива плоских волокнистых плит | 1972 |
|
SU445587A1 |
| Установка для формования волокнистых плит | 1986 |
|
SU1357245A1 |
| Установка для формирования волокнистых плит | 1974 |
|
SU501894A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ ПЛИТ | 1972 |
|
SU431028A1 |
| Установка для формования волокнистых плит | 1986 |
|
SU1357246A1 |
| Установка для изготовления полых деталей из волокнистых масс | 1984 |
|
SU1242378A1 |
| Установка для формования волокнистых плит | 1988 |
|
SU1612023A1 |
УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ НЛИТ, содержащая раму, закрепленные на ней дозатор, отливной короб, вакуумную камеру, шланг для соединения с вакуумной системой, сетчатый пуансон с гидроцилиндром, подкладной перфорированный лист и средство для его перемещения, отличающаяся тем, что, с целью повышения физико-механических характеристик и изотропности плит за счет регулирования ориентации волокон, отливной короб снабжен боковыми аккумулирующими емкостями, внутри которых установлены снабженные гидроцилиндрами пуансоны, причем отливной короб выполнен поворотным при помощи реечного зубчатого зацепления и шестерни, которая установлена на i пуансоне одной из аккумулирующих емкостей. (Л пасса ел 05
Конструкция установки обеспечивает повышенные физико-механические прочностные характеристики и изотропность.
Наличие боковых аккумулирующих емкостей, внутри которых установлены подвижные пуансоны, ускоряет процесс формования заготовки и тем самым увеличивает производительность установки.
При изготовлении волокнистых плит на предлагаемой установке увеличивается выход годной продукции до 50% против 30% на известных установках.
| Эйдлин И | |||
| Я | |||
| Бумагоделательные и отделочные машины | |||
| М.: Лесная промышленность, 1970, с | |||
| Питательный кран для вагонных резервуаров воздушных тормозов | 1921 |
|
SU189A1 |
| Устройство для управления положением вращающейся магнитной головки на дорожке записи магнитной ленты | 1979 |
|
SU923380A3 |
| Солесос | 1922 |
|
SU29A1 |
