Изобретение относится к оборудованию для производства волокнистых плит и может найти применение в деревообрабаты- ваюц1,ей промышленности.
Целью изобретения является повышение качества плит за счет равномерного распределения волокнистой суспензии по плондади формования.
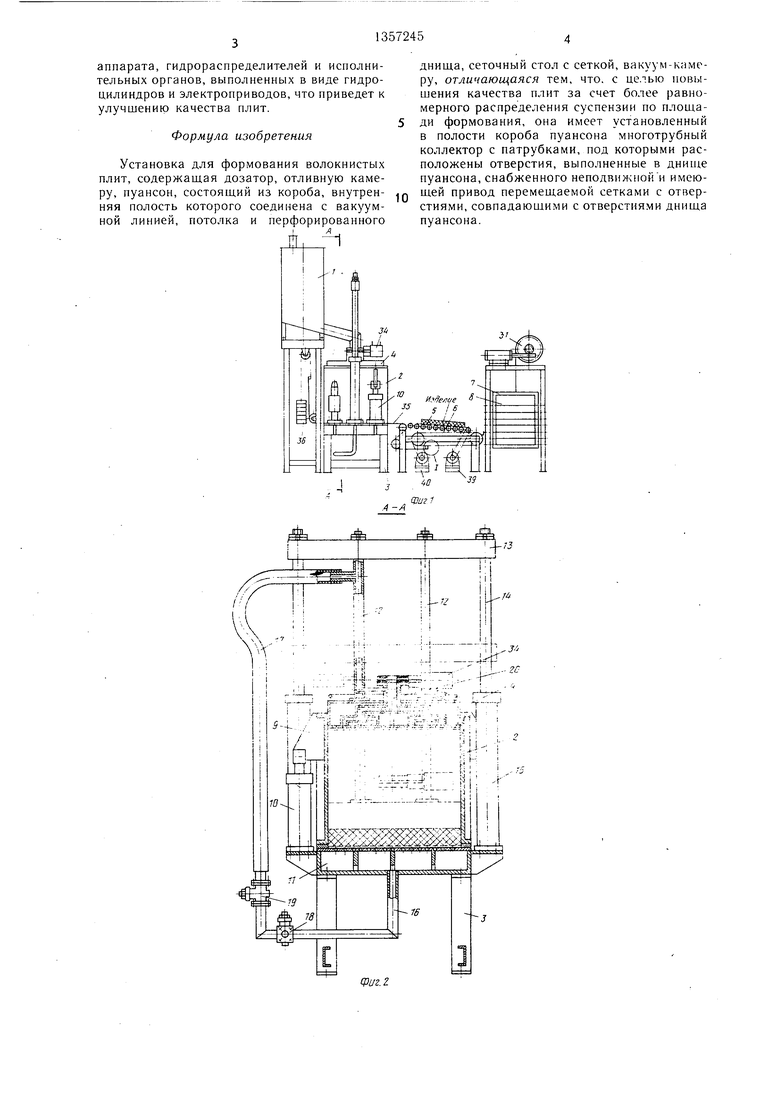
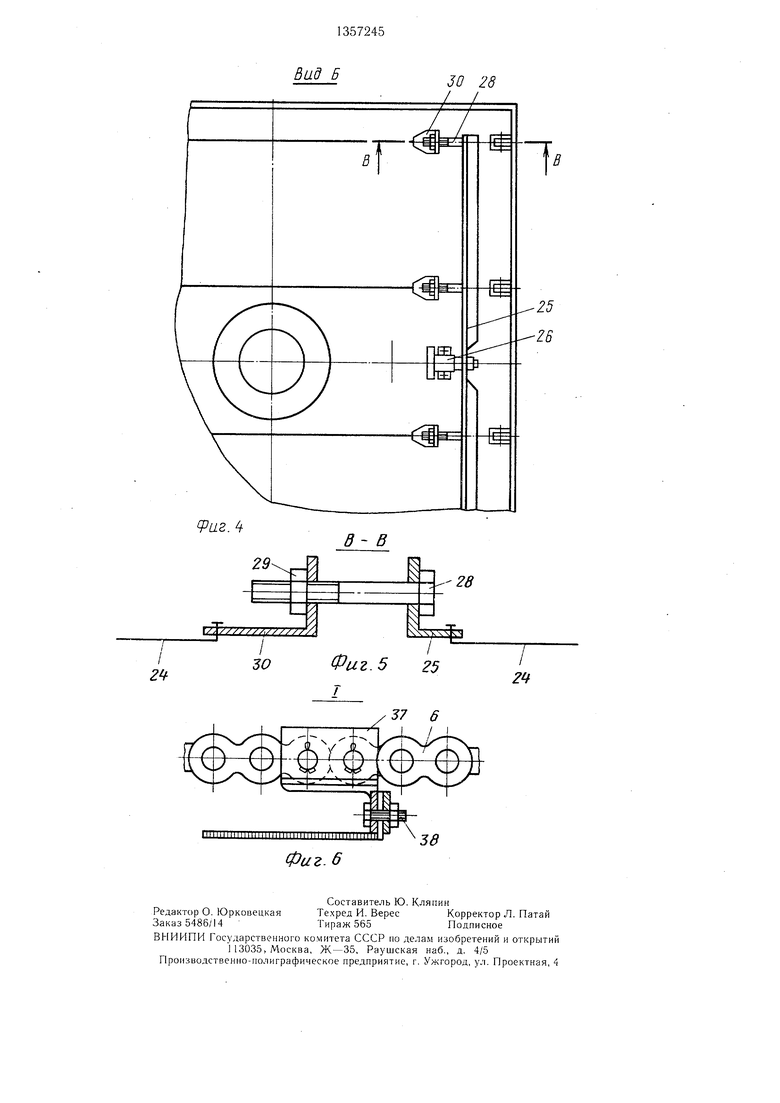
На фиг. 1 показана предлагаемая установка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - пуансон, разрез; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - узел 1 на фиг. 1,
Установка для формования волокнистых плит (фиг. 1} состоит из дозатора 1, отливной камеры 2, установленной на раме 3, пуансона 4, рольганга 5 для приема заготовки готового изделия, цепно1 О транспортера 6 для извлечения из загрузочной этажерки 7 поддонов 8 и перемещении их обратно вместе с заготовками в этажерку. Отливная камера 2 крониггейпами 9 соединена со штоками гидроцилиплрон К) Год ьема камеры, которые устаноилсч. па к|)он1итейнах вакуум-камеры 1 1, выполненной заодно с рамой 3. Пуансон 4 является верхней вакуум-камерой, служащей для подпрессовки изделия и отсоса фильтра с верхней поверхности изделия во время формовании. Пуансон трубчатыми колонками 12 соединен с траверсой 13, скрепленной со 1нтоками 14 гидроцилиндров 15, осуществляющих вертикальное пере.мещение пуансона. Вакуум-камера 11 и пуансон 4 трубопроводами 16 и 17, через клапаны 18 и 19 соединены с вакуумной линией. Во внутренней полости пуансона 4 (фиг. 3) установлен многотрубный коллектор 20 с, патрубками, служащий д;1я распределения суспензии внутри отливной камеры 2 и упрочнения пуансона для восприятия усилия подпрессовки изделия. Снизу пуансон 4 имеет дно, состоящее из перфорированного листа 2, скрепленной с ним неподвижной фильтрующей сетки 22 и подвижной фильтрующей сетки 23, которая соединена при помонди гибких тяг 24 с угольником 25. Угольник 25 в середине соединен со штоком силового гидроцилиндра 26, укрепленного на потолке 27 пуансона. Для натяжения гибких тяг 24 служат болты 28, гайки 29 и уголки 30. Герметизация пуансона 4 в отливном коробе 2 производится при помощи уплотнений. В перфори- рова}шом дне 21 и сетках 22 и 23 выполнены отверстия 32 в количестве, равном числу вы- пускных патрубков 33 коллектора 20. Последний перекрыт во время подачи суспензии в дозатор и подачи вакуума в систему шиберной задвижкой 34. Между отливной камерой 2 и вакуум-камерой 11 проходит сетка 35 сеточного стола, одним концом скрепленная с противовесом 36, а другим при помощи серьги 37 и болтов 38 - с холостыми ветвями цепей реверсивного транспортера 6. Рольганг 5 приводится в движение нереверсивным приводом 39, а цепной транс
портер 6 - реверсивным приводом 40. Для щагового перемещения этажерки 7 предусмотрен подъемно-опускной механизм 31.
Установка работает следующим образом.
При закрытой задвижке 34 в дозатор 1
набирается определенная порция жидкой волокнистой суспензии. При этом с помощью гидроцилиндров 15, щтоком 14, траверсы 13 и колонок 12 пуансон 4 поднят в верхнее положение и прижат фланцем коллектора 20 к патрубку дозатора 1. Отверстия 32 в сетках 22 и 23 в перфорированном дне 21 совмещены. Открытием задвижки 34 волокнистая суспензия выпускается в отливную камеру 2, при этом она распределяется коллектором 20 через патрубки 33 на множество потоков и равномерно распределяется через сов.мещенные отверстия 32 на сетке 35. Затем гидроцилиндром 26 перемещаются уголки 25 и 30 и с помощью гибких тяг 24 передвигается сетка 23, при этом отверстия 32 в сетке 23 смещаются относительно аналогичных отверстий в сетке 22, перекрывая их. Это необходимо для того, чтобы во время формования за1стовки через отверстия 32 жидкая волокнистая суспензия
не поступала в коллектор 20 и далее в вакуумную систему. Закрывается щиберная задвижка 34, открываются клапаны 18 и 19, вакуумная линия соединяется с внутренними полостями вакуум-камеры 11 и коллектора 20. Одновременно начинается перемещение при помощи гидроцилиндров 15 пуансона 4 вниз и происходит формование (обезвоживание) изделия между сетками 22 и 35. По окончании процесса формования вакуум отключают, гидроцилиндрами 10 отливная камера 2 поднимается. Включаются приводы 39 и 40, и верхняя ветвь цепного транспортера 6 перемещается влево, при этом поддон 8 извлекается из этажерки 7, а нижняя ветвь перемещается вправо и при этом перемещается сетка 35 с изделием, которое передается на вращающиеся ролики рольганга 5. В определенный момент от конечного выключателя (не показан) включается реверс привода 40 и верхняя ветвь транспортера 6 перемещается вправо, при этом изделие снимается на поддон 8 и поступает
в этажерку 7, а нижняя ветвь цепи транспортера 6 перемещается влево и при этом сетка 35 под действием противовеса 36 возвращается в исходное положение. Этажерка 7 механизмом 31 опускается на один шаг и вновь пустой поддон 8 останавливается у выступа цепного транспортера 6 для очередного извлечения и загрузки его отформованным влажным изделием. В дальнейшем заполненная поддонами 8 с изделиями этажерка 7 направляется в сущильцую камеру (не показана). Процесс повторяется.
Производство изделий на предлагаемой установке может быть полностью автоматизировано, напри.мер, при помощи командоаппарата, гидрораспределителей и исполнительных органов, выполненных в виде гидроцилиндров и электроприводов, что приведет к улучшению качества плит.
Формула изобретения
Установка для формования волокнистых плит, содержащая дозатор, отливную камеру, пуансон, состоящий из короба, внутренняя полость которого соединена с вакуумной линией, потолка и перфорированного
А
JE
днища, сеточный стол с сеткой, вакуум-камеру, отличающаяся тем, что. с целью повышения качества плит за счет более равномерного распределения суспензии по площади формования, она имеет установленный в полости короба пуансона многотрубный коллектор с патрубками, под которыми расположены отверстия, выполненные в днище пуансона, снабженного неподвижпой и имеющей привод перемещаемой сетками с отверстиями, совпадающими с отверстиями днища пуансона.
А -А
(Лиг1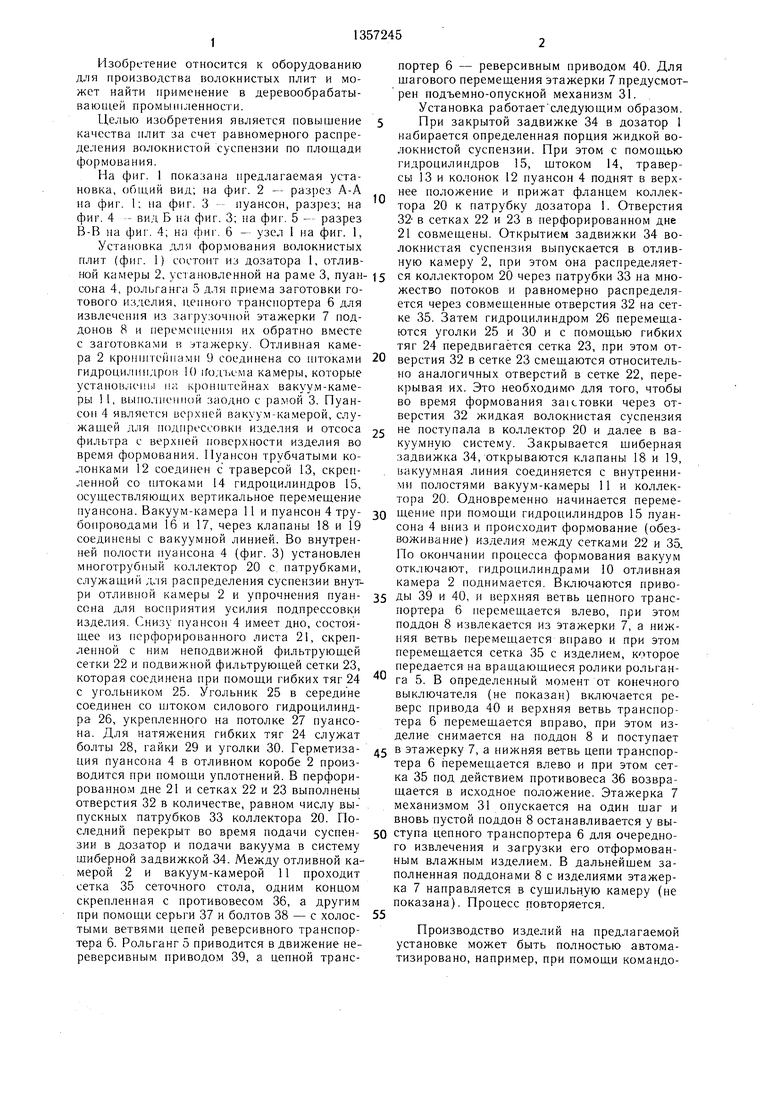
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования волокнистых плит | 1983 |
|
SU1114565A1 |
| Установка для формования волокнистых плит | 1986 |
|
SU1357246A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ ПЛИТ | 1972 |
|
SU431028A1 |
| Установка для формования волокнистых плит | 1981 |
|
SU1002170A1 |
| Установка для формирования волокнистых плит | 1974 |
|
SU501894A1 |
| Машина для отлива плоских волокнистых плит | 1972 |
|
SU445587A1 |
| Установка для формования волокнистых плит | 1988 |
|
SU1612023A1 |
| Установка для изготовления волокнистых плит | 1983 |
|
SU1177156A1 |
| Установка для изготовления полых деталей из волокнистых масс | 1984 |
|
SU1242378A1 |
| Поточная линия для изготовления волокнистых плит из волокнистой суспензии | 1989 |
|
SU1761480A1 |
Изобретение относится к оборудованию для производства волокнистых плит и может найти применение в деревообрабатывающей промышленности. Цель изобретения - повышение качества плит за счет более равномерного распределения суспензии по плошади формования. Установка содержит пуансон с многотрубным коллектором 20 и днишем, состоящим из перфорированного листа 21, неподвижной фильтрующей сетки 22 и подвижной фильтрующей сетки 23, которая при помощи гибких тяг 24 соединена с гидроцилиндром 26. Сверху пуансон закрыт потолком 27. В перфорированном дне 21 и сетках 22 и 23 выполнены отверстия 32, число которых равно числу выпускных патрубков 33 коллектора 20, имеющего задвижку 34 для обеспечения вакуума в полости пуансона. Б.чагодаря равномерному распределению суспензии по площади формования обеспечивается повышение качества плит. 6 ил. ipliz. 3 26 2 со сд ISD ел Ход сетка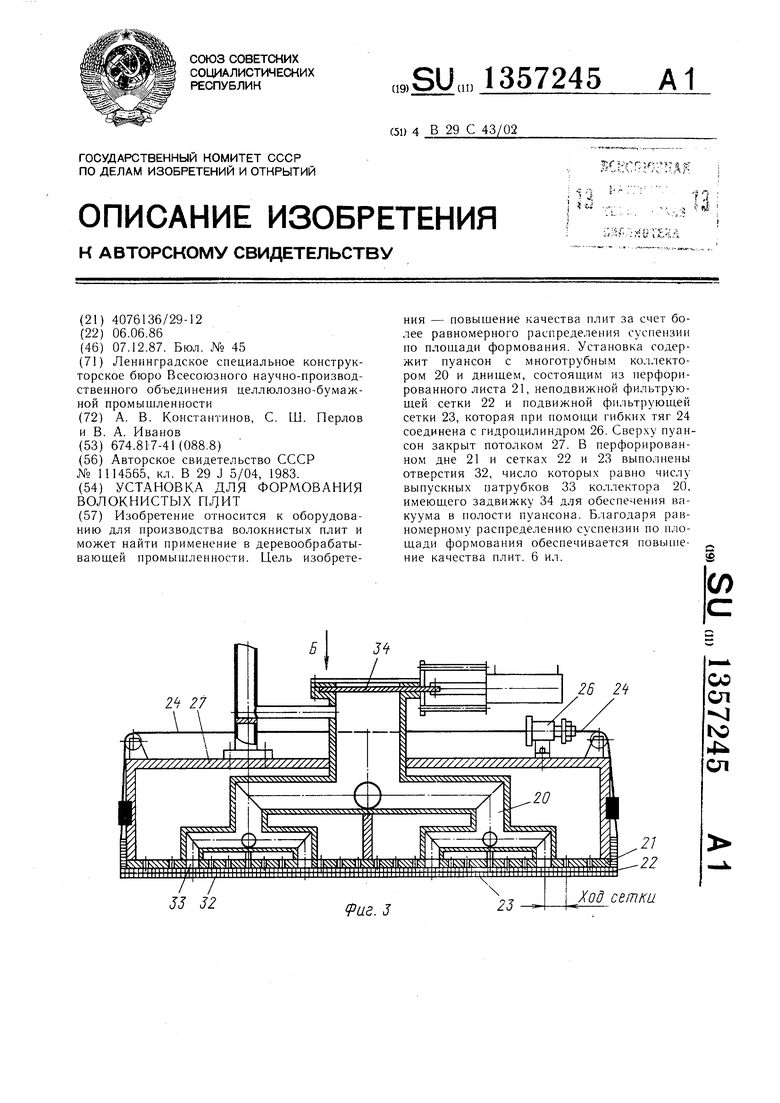
ipuz.Z
Вид Б
VLIZ.
В В
2ff
Фиг. 6
Редактор О. Юрковецкая Заказ 5486/14
Составитель Ю. Кляпин
Техред И. ВересКорректор Л. Патай
Тираж 565Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственио-гюлиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для формирования волокнистых плит | 1983 |
|
SU1114565A1 |
| Солесос | 1922 |
|
SU29A1 |
