2.Тара для упаковки ванн, содержащая нижнюю и верхнюю рамы, стойки
с установленными на них прокладками и фиксирующее приспособление, отличающаяся тем, что, с целью упрощения конструкции, стойки установлены с возможностью перемещения, а прокладки закреплены на стойках жестко.
3.Тара по п. 2, отличающая с я тем, что стойки установлены на нижней раме на равном расстоянии от ее углов с возможностью поворота вокруг горизонтальной оси, а Прокладки выполнены в виде скоб.
4.Тара по п.2, отличающаяся тем, что стойки установлены по углам нижней рамы с возможностью возвратно-поступательного перемещения в вертикальной плоскости, а прокладки выполнены корытообразной формы.
5. Устройство дпя упаковки ванн в тару, содержащее стол для установки тары и механизм дпя формирования пакета ванн, снабженньй кареткой с грузозахватными органами, о т ли - . чающееся тем, что, с целью повышения его надежности в работе, с двух противоположных сторон стола размещены с возможностью горизонтального перемещения вертикальные стойки, снабженные вспомогательными прокладками, выполненными в виде поворотных вокруг горизонтальной оси трехлучевых звездочек, при этом звездочки установлены с двух сторон каждой из стоек в шахматном порядке.

| название | год | авторы | номер документа |
|---|---|---|---|
| Тара для пакета купальных ванн | 1990 |
|
SU1751081A1 |
| Устройство для укладки и упаковки листового стекла в тару | 1980 |
|
SU933549A1 |
| Установка для упаковки продуктов в картонные коробки | 2020 |
|
RU2730764C1 |
| Способ упаковки ванн в тару и тара для упаковки ванн | 1990 |
|
SU1751080A1 |
| ЙАТЕЙТЙС- -inизобретения П. Н. Наливайко, В. Г. Бескоровайный, В. Н. Ивон, Л. Ф! Щт«вве^|1!^-'^(д51 '*' В. Я. Рудик, Н. С. Проценко, А. А. Афанасьев, И. Б.!Хандрос',Г. Д. Кочмала и А. А. Скворцовj | 1970 |
|
SU278089A1 |
| Тара для пакета купальных ванн | 1979 |
|
SU844490A1 |
| Устройство для формирования пакетов лесоматериалов | 1981 |
|
SU1008119A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ПАКЕТИРОВАНИЯ ТАРЫ С БОЕПРИПАСАМИ И РАКЕТАМИ | 2020 |
|
RU2735310C1 |
| Устройство для выдачи штучных изделий из штабеля | 1974 |
|
SU512145A1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |

1. Способ упаковки ванн в тару, включающий формирование пакета путем укладки ванн одна в другую с зазором и установки между ними вспомогательных прокладок и последующую фиксацию пакета, отличающийся тем, что, с целью повьпиения сохранности ванн, в зазор между ваннами прокладки вводят таким образом, чтобы каждая последующая ванна не касалась предыдущей по всему периметру, а пакет фиксируют после удаления вспомогательных прокладок.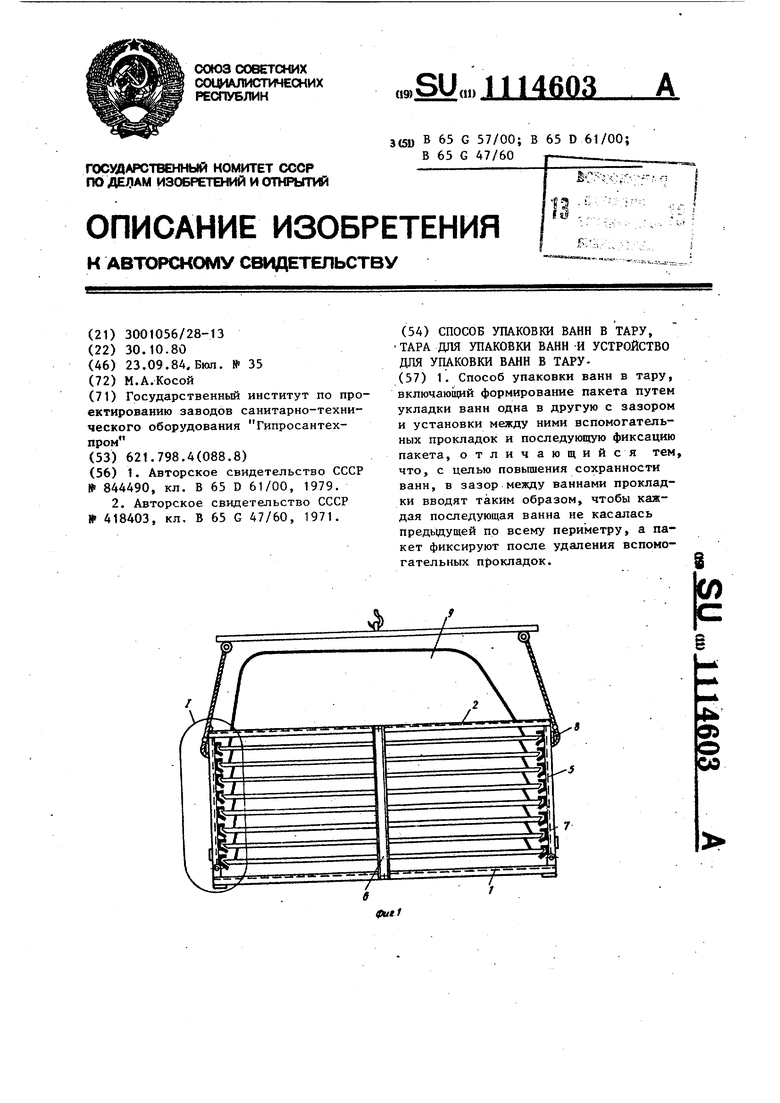
Изобретение относится к упаковке изделий, а именно ванн в тару для их транспортирования и хранения.
Известен способ упаковки ванн в тару включающий формирование пакета путем укладки ванн одна в другую с зазором и установки мещ1У ними вспомогательных прокладок и последующую фиксацию пакета СП.
Этот способ обладает тем недостатком, что на уложенные нижние ванны через вспомогательные прокладки передается вес вышележащих ванн, что значительно снижает сохранность ванн.
Дпя осуществления данного способа требуется тара для упаковки ванн, содержащая нижнюю и верхнюю рамы, стойки с установленными на них прокладками и фиксирующее приспособление СП и устройство для упаковки ванн в тару, содержащее стол для установки тары и механизм для формирования пакета ванн, снабженный кареткой с грузозахватными органами С 21.
Известная тара для упаков-ки ванн сложна по конструкции, а устройство ненадежно в работе из-за возможного перекоса при формировании пакета ванн .при их упаковке.
Цель изобретения - повьш1ение сохранности ванн, а также упрощение конструкции и првьш1ение надежности устройства в работе.
Указанная цепь достигается тем, что согласно способу упаковки ванн в тару, включающему формирование пакета путем укладки ванн одна в другую с зазором и установки между ними вспомогательных прокладок и последующую фиксацию пакета, в зазор между ваннами прокладки вводят таким образом, чтобы каждая последующая ванна не касалась предьщущей по всему периметру, а пакет фиксируют после удаления вспомогательных прокладок.
В таре для упаковки ванн, содержащей нижнюю и верхнюю рамы, стойки с установленными на них прокладками и фиксирующее приспособление, стойки установлены с возможностью перемещения, а прокладки закреплены на стойках жестко.;
Стойки установлены на нижней раме на равном расстоянии от ее угло1в с возможностью поворота вокруг горизонтальной оси, а прокладки выполнены в виде скоб.
Стойки установлены по углам нижней рамы с возможностью возвратнопоступательного перемещения в вертикальной плоскости, а прокладки выполнены корытообразной формы.
311
в устройстве для упаковки ванн в тару, содержащем стол для установки тары и механизм для формирования пакета ванн, снабженный кареткой с грузозахватными органами, о двух противоположных сторон размещены с возможностью горизонтального перемещения вертикальные стойки, снабженные вспомогательными прокладками, выполненными в виде поворотньсх вокруг горизонтальной оси трехлучевых звездочек, при этом звездочки установлены с двух сторон каждой из стоек в шахматном порядке.
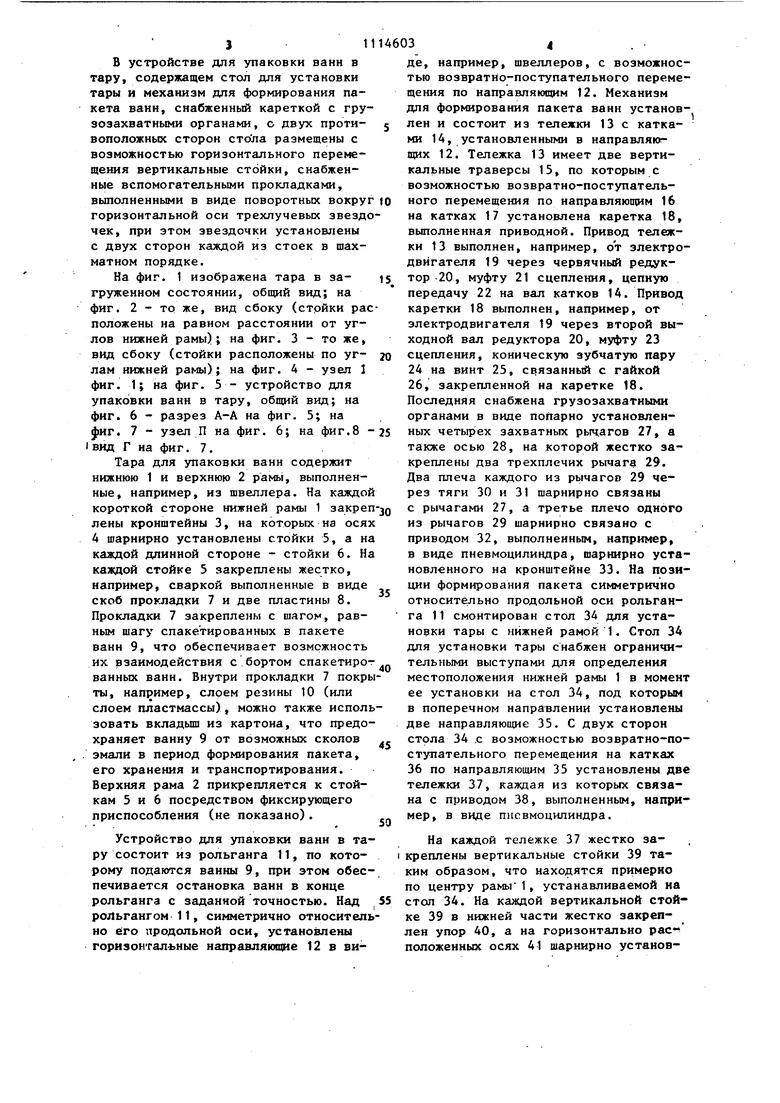
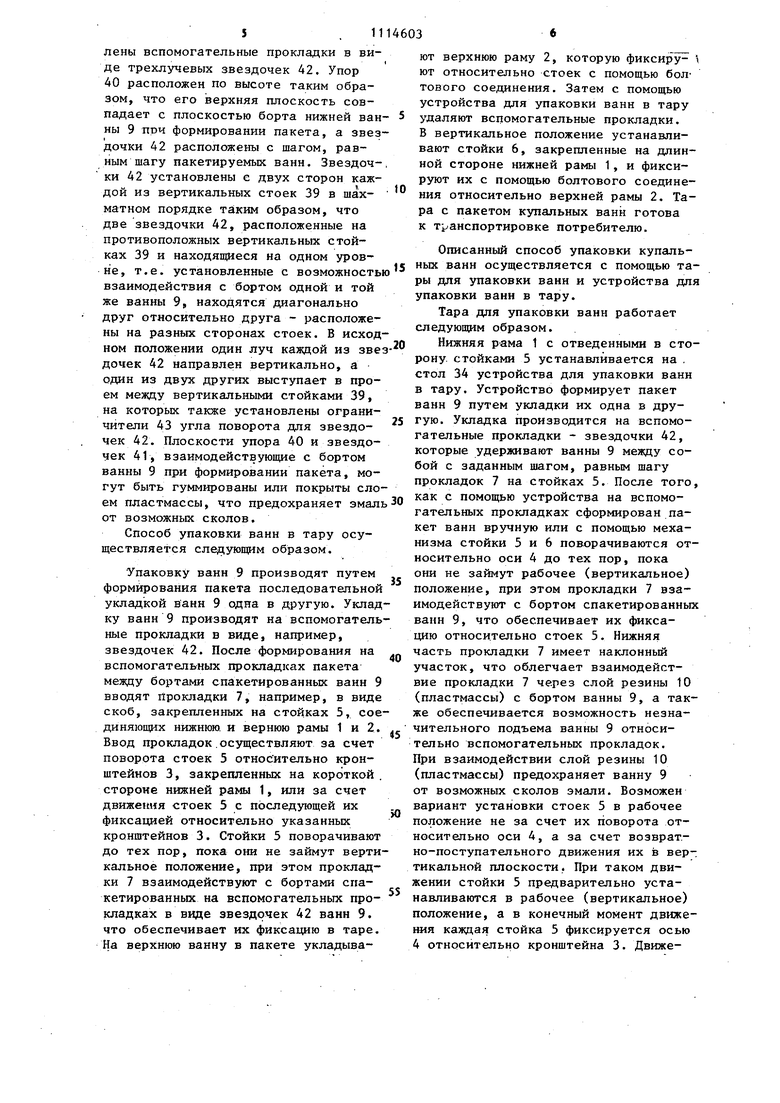
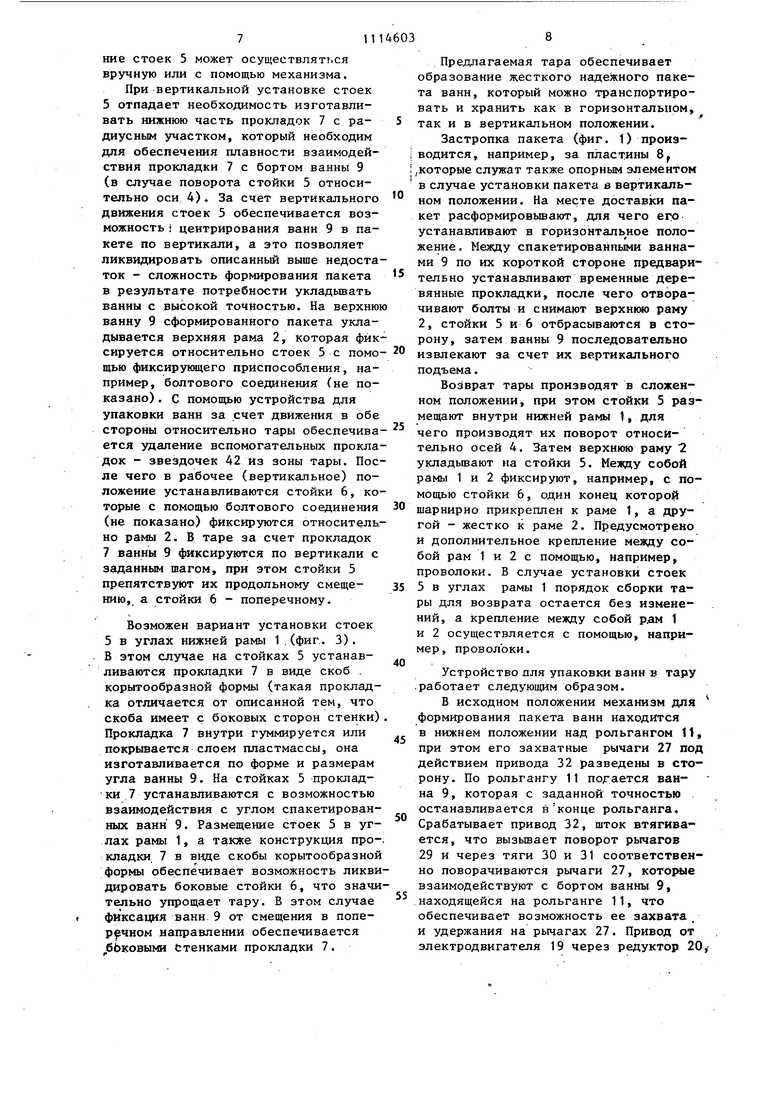
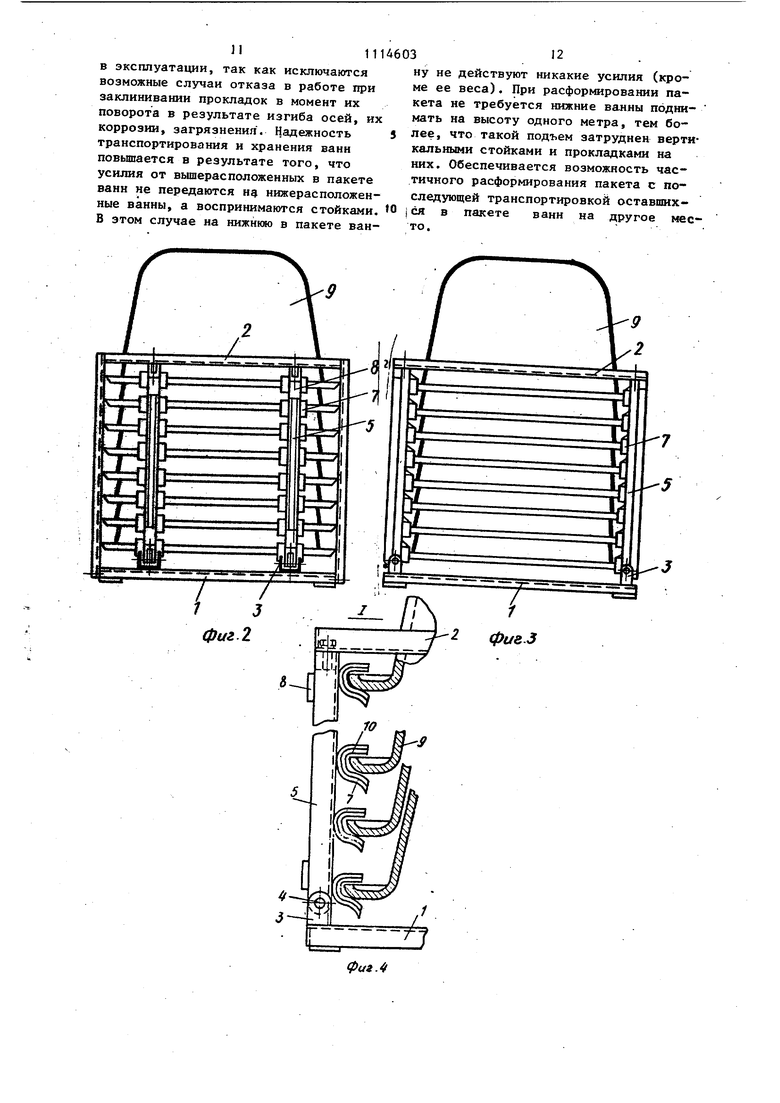
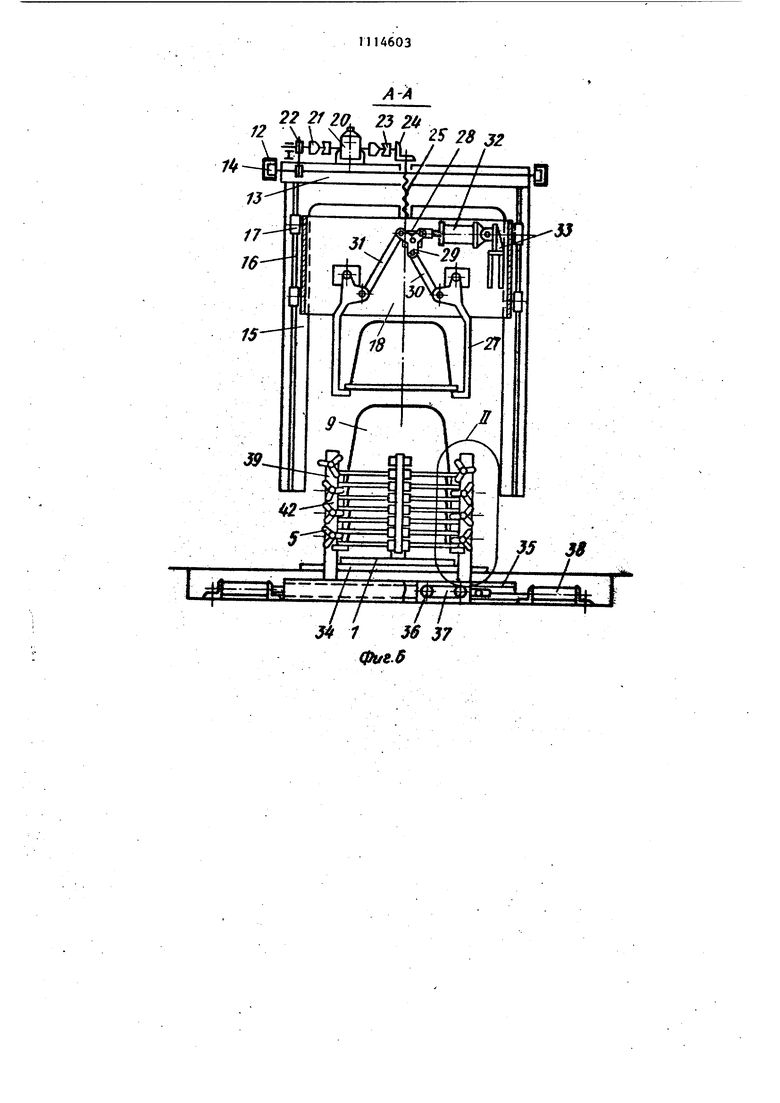
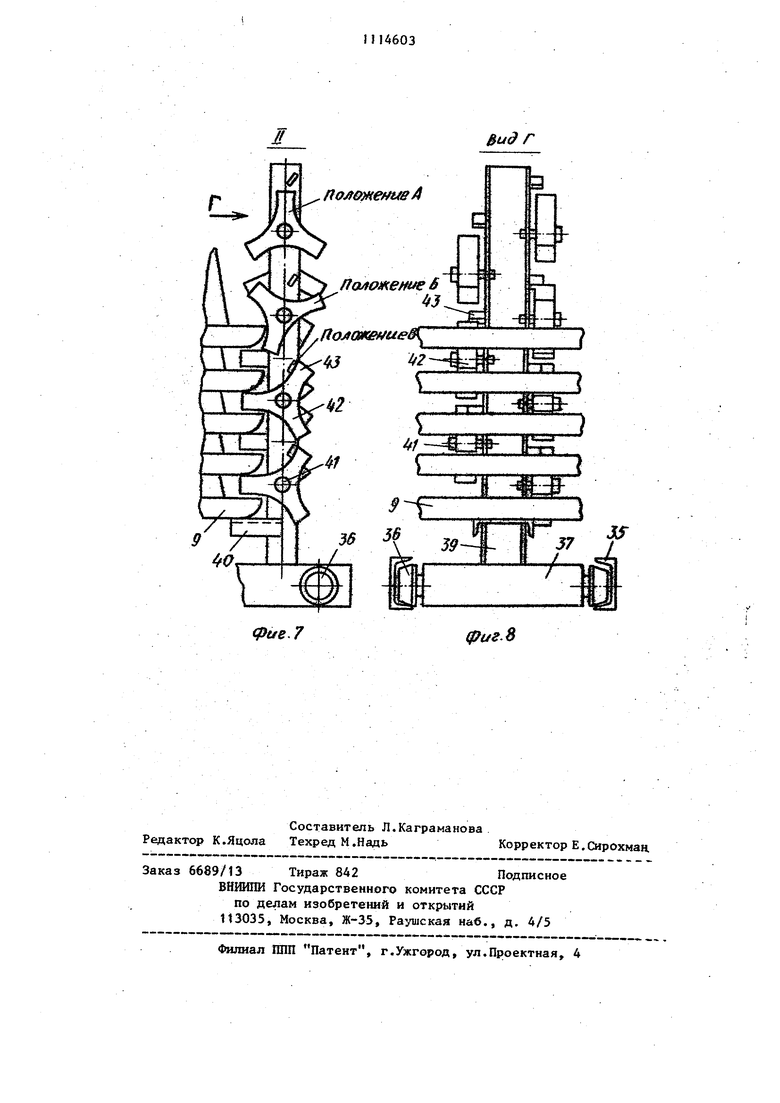
На фиг. 1 изображена тара в загруженном состоянии, общий вид; на фиг. 2 - то же, вид сбоку (стойки раС положены на равном расстоянии от углов нижней рамы); на фиг. 3 - то же, вид сбоку (стойки расположены по углам нижней рамы); на фиг. 4 - узел 1 фиг. 1; на фиг. 5 - устройство для упаковки ванн в тару, общий вид; на фиг. 6 - разрез А-А на фиг. 5; на иг. 7 - узел П на фиг. 6; на фиг.8 вид Г на фиг. 7.
Тара для упаковки ванн содержит нижнюю 1 и верхнюю 2 рамь, выполненные, например, из швеллера. На каждой короткой стороне нижней рамы 1 закреп лены кронштейны 3, на которых на осях 4 шарнирно установлены стойки 5, а на каждой длинной стороне - стойки 6. На каждой стойке 5 закреплены жестко, например, сваркой выполненные в виде скоб прокладки 7 и две пластины 8. Прокладки 7 закреплены с шагом, равным шагу спакетированных в пакете ванн 9, что обеспечивает возможность их взаимодействия с бортом спакетирот ванных ванн. Внутри прокладки 7 покры ты, например, слоем резины 10 (или слоем пластмассы), можно также исполь зовать вкладыш из картона, что предохраняет ванну 9 от возможных сколов эмали в период формирования пакета, его хранения и транспортирования. Верхняя рама 2 прикрепляется к стойкам 5 и 6 посредством фиксирующего приспособления (не показано).
Устройство для упаковки ванн в тару состоит из рольганга 11, по которому подаются ванны 9, при этом обеспечивается остановка ваин в конце рольганга с заданной точностью. Над рольгангом 11, симметрично относительно ЕГО продольной оси, установлены горизонтальные направляющие 12 в ви46034
де, например, швеллеров, с возможностью возвратно-поступательного перемещения по направляющим 12. Механизм для формирования пакета ванн установ5 лен и состоит из тележки 13 с катками 14, установленными в направляю щих 12. Тележка 13 имеет две вертикальные траверсы 15, по которым с возможностью возвратно-поступатель0 ного перемещения по направляющим 16 на катках 17 установлена каретка 18, выполненная приводной. Привод тележки 13 выполнен, например, от электродвигателя 19 через червячный редукs тор 20, муфту 21 сцепления, цепную передачу 22 на вал катков 14. Привод каретки 18 выполнен, например, от электродвигателя 19 через второй выходной вал редуктора 20, муфту 23
0 сцепления, коническую зубчатую пару 24 на винт 25, связанный с гайкой 26, закрепленной на каретке 18. Последняя снабжена грузозахватны} ш органами в виде попарно установлен5 ных четьфех захватных рычагов 27, а также осью 28, на которой жестко закреплены два трехплечих рычага 29. Два плеча каждого из рычагов 29 через тяги 30 и 31 шарнирно связаны
0 с рычагами 27, а третье плечо одного из рычагов 29 шарнирно связано с приводом 32, выполненным, например, в виде пневмоцилиндра, шарнирно установленного на кронштейне 33. На позиции формирования пакета симметрично относительно продольной оси рольганга 1 1 смонтирован стол 34 для установки тары с нижней рамой1. Стол 34 для установки тары снабжен ограничи.. тельными выступами для определения местоположения нижней рамы 1 в момент ее установки на стол 34, под которым в поперечном направлении установлены две направляющие 35. С двух сторон стола 34 с возможностью возвратно-поступательного перемещения на катках 36 по направляющим 35 установлены две тележки 37, каждая из которых связана с приводом 38, выполненным, например, в виде писвмоцилиндра.
На каждой тележке 37 жестко заI креплены вертикальные стойки 39 таким образом, что находятся примерно по центру рамьг 1, устанавливаемой на 55 стол 34. На каждой вертикальной стойке 39 в нижней части жестко закреплен упор 40, а на горизонтально расположенных осях 41 шарнирно установлеиы вспомогательные прокладки в виде трехлучевых звездочек 42. Упор 40 расположен по высоте таким образом, что его верхняя плоскость совпадает с плоскостью борта нижней ван ны 9 при формировании пакета, а звез дочки 42 расположены с шагом, равным шагу пакетируемых ванн. Звездочки 42 установлены с двух сторон каждой из вертикальных стоек 39 в шахматном порядке таким образом, что две звездочки 42, расположенные на противоположных вертикальных стойках 39 и находящиеся на одном уровне, т.е. установленные с возможность взаимодействия с бортом одной и той же ванны 9, находятся диагонально друг относительно друга - расположены на разных сторонах стоек. В исход ном положении один луч каяадой из зве дочек 42 направлен вертикально, а один из двух других выступает в проем мезвду вертикальными стойками 39, на которых также установлены ограничители 43 угла поворота для звездочек 42. Плоскости упора 40 и звездочек 41, взаимодействующие с бортом ванны 9 при формировании пакета, могут быть гуммированы или покрыты сло ем пластмассы, что предохраняет эмал от возможных сколов. Способ упаковки ванн в тару осуществляется следующим образом. Упаковку ванн 9 производят путем формирования пакета последовательной укладкой ванн 9 одна в другую. Уклад ку ванн 9 производят на вспомогатель ные прокладки в виде, например, звездочек 42. После формирования на вспомогательных прокладках пакета меязду бортами смакетированных ванн 9 вводят Прокладки 7, например, в виде скоб, закрепленных на стойках 5, сое диняющих нижнюю, и вернюю рамы 1 и 2 Ввод прокладок.осуществляют за счет поворота стоек 5 относительно кронштейнов 3, закрепленных на короткой стороне нижней рамы 1, или за счет движения стоек 5 с последующей их фиксацией относительно указанных кронштейнов 3. Стойки 5 поворачивают до тех пор. Пока они не займут верти кальное положение, при этом прокладки 7 взаимодействуют с бортами спакетированных на вспомогательных прокладках в виде звездочек 42 ванн 9. что обеспечивает их фиксацию в таре. На верхнюю ванну в пакете укладывают верхнюю раму 2, которую фиксиру- ют относительно стоек с помощью болтового соединения. Затем с помощью устройства для упаковки ванн в тару удаляют вспомогательные прокладки. В вертикальное положение устанавливают стойки 6, закрепленные на длинной стороне нижней рамы 1, и фиксируют их с помощью болтового соединения относительно верхней рамы 2. Тара с пакетом купальных ванн готова к т; анспортировке потребителю. Описанный способ упаковки купальных ванн осуществляется с помощью тары для упаковки ванн и устройства для упаковки ванн в тару. Тара для упаковки ванн работает следующим образом. Нижняя рама 1 с отведенными в сторону стойками 5 устанавливается на . стол 34 устройства для упаковки ванн в тару. Устройство формирует пакет ванн 9 путем укладки их одна в другую. Укладка производится на вспомогательные прокладки - звездочки 42, которые удерживают ванны 9 между собой с заданным шагом, равным шагу прокладок 7 на стойках 5. После того, как с помощью устройства на вспомогательных прокладках сформирован пакет ванн вручную или с помощью механизма стойки 5 и 6 поворачиваются относительно оси 4 до тех пор, пока они не займут рабочее (вертикальное) положение, при этом прокладки 7 взаимодействуют с бортом спакетированных ванн 9, что обеспечивает их фиксацию относительно стоек 5. Нижняя часть прокладки 7 имеет наклонный участок, что облегчает взаимодействие прокладки 7 через слой резины 10 (пластмассы) с бортом ванны 9, а также обеспечивается возможность незначительного подъема ванны 9 относительно вспомогательных прокладок. При взаимодействии слой резины 10 (пластмассы) предохраняет ванну 9 от возможных сколов эмали. Возможен вариант установки стоек 5 в рабочее положение не за счет их поворота относительно оси 4, а за счет возвратно-поступательного движения их в вертикальной плоскости. При таком движении стойки 5 предварительно устанавливаются в рабочее (вертикальное) положение, а в конечный момент движения каждая стойка 5 фиксируется осью 4 относительно кронштейна 3. Движе711ние стоек 5 может осуществляться вручную или с помощью механизма. При -вертикальной установке стоек 5 отпадает необходимость изготавливать нижнюю часть прокладок 7 с радиусным участком, который необходим для обеспечения плавности взаимодействия прокладки 7 с бортом ванны 9 (в случае поворота стойки 5 относительно оси 4). За счет вертикального движения стоек 5 обеспечивается возможность центрирования ванн 9 в пакете по вертикали, а это позволяет ликвидировать описанный выше недоста ток - сложность формирования пакета в результате потребности укладьюать ванны с высокой точностью. На верхню ванну 9 сформированного пакета укладывается верхняя рама 2, которая фик сируется относительно стоек 5с помо щью фиксирунщего приспособления, например, болтового соединения (не показано) . С помощью устройства для упаковки ванн за счет движения в обе стороны относительно тары обеспечива ется удаление вспомогательных прокла док - звездочек 42 из зоны тары. Пос ле чего в рабочее (вертикальное) положение устанавливаются стойки 6, ко торые с помощью болтового соединения (не показано) фиксируются относитель но рамы 2. В таре за счет прокладок 7 ванны 9 фиксируются по вертикали с заданным шагом, при этом стойки 5 препятствуют их продольному смещению, а стойки 6 - поперечному. Возможен вариант установки стоек 5 в углах нижней рамы 1.(фиг. 3). В этом случае на стойках 5 устанавливаются прокладки 7 в виде скоб , корытообразной формы (такая прокладка отличается от описанной тем, что скоба имеет с боковых сторон стенки) Прокладка 7 внутри гуммируется или покрывается слоем пластмассы, она изготавливается по форме и размерам угла ванны 9. На стойках 5 прокладки 7 устанавливаются с возможностью взаимодействия с углом спакетированных ванн 9. Размещение стоек 5 в углах рамы 1, а также конструкция прокладки 7 в виде скобы корытообразной формы обеспечивает возможность ликви дировать боковые стойки 6, что значи тельно упрощает тару. В этом случае фиксация ванн 9 от смещения в попер чном направлении обеспечивается бЬковыми Стенками прокладки 7. Предлагаемая тара обеспечивает образование жесткого надежного пакета ванн, который можно транспортировать и хранить как в горизонтальном, так и в вертикальном положении. Застропка пакета (фиг. 1) производится, например, за пластины 8, ,которые служат также опорным элементом в случае установки пакета в вертикальном положении. На месте доставки пакет расформировьшают, для чего его устанавливают в горизонталь ное положение. Между спакетированными ваннами 9 по их короткой стороне предварителБно устанавливают временные деревянные прокладки, после чего отворачивают болты и снимают верхнюю раму 2, стойки 5 и 6 отбрасываются в сторону, затем ванны 9 последовательно извлекают за счет их вертикального подъема. Возврат тары производят в сложенном положении, при этом стойки 5 размещают внутри нижней рамы 1, для чего производят их поворот относительно осей 4. Затем верхнюю раму 2 укладьшают на стойки 5. Между собой рамы 1 и 2 фиксируют, например, с помощью стойки 6, один конец которой шарнирно прикреплен к раме 1, а другой - жестко к раме 2. Предусмотрено и дополнительное крепление между собой рам 1 и 2 с помощью, например, проволоки. В случае установки стоек 5 в углах рамы 1 порядок сборки тары для возврата остается без изменений, а крепление между собой рдм 1 и 2 осуществляется с помощью, например , проволоки. Устройство пля упаковки ванн в тару .работает следующим образом. В исходном положении механизм для формирования пакета ванн находится в нижнем положении над рольгангом 11, при этом его захватные рычаги 27 под действием привода 32 разведены в сторону. По рольгангу 11 подается ванна 9, которая с заданной точностью . останавливается вконце рольганга. Срабатывает привод 32, шток втягивается, что вызьшает поворот рычагов 29 и через тяги 30 и 31 соответственно поворачиваются рычаги 27, которые взаимодействуют с бортом ванны 9, находящейся на рольганге 11, что обеспечивает возможность ее захвата . и удержания на рычагах 27. Привод от электродвигателя 19 через редуктор 20,
91
муфту 23, зубчатую пару 24, винт 25 и гайку 26 обеспечивает подъем по направляющим 16 на катках 17 каретки 18 с удерживаемой на рычагах 27 ванной 9 на заданную высоту. Затем от электродвигателе 19 через редуктор 20, муфту 21, цепную передачу 22 достигается вращение вала катков 14 и соответственное горизонтальное перемещение тележки 13 по направляющим 12, при этом обеспечивается перенос ванны 9 от рольганга 11 на позицию формирования пакета и точную остановку ее относительно тары, предварительно установленной на столе 34.
При включении электродвигателя 19 в противоположную сторону через редуктор 20, муфту 23, зубчатую пару 24, винт 25 и гайку 26 обеспечивается опускание до заданного уровня по направлякчцим 16 на катках 17 каретки 18, несущей на рычагах 27 ванну 9. Последняя опускается между стойками 39, которые предварительно за счет привода 38 сведены между собой на расстояние, равное ширине ванны (с зазором). Первая ванна 9 укладывается на неподвижные упоры 40. При опускании ее борт взаимодействует со всеми выступающими в Проем между стойками лучами звездочек 42, которые при этом отклоняются, а затем возвращаются в исходное положение фиг, 7, положение А за исключением двух вышестоящих над упорами 40 звездочек, повороту которых в исходное положение препятствует борт ванны 9, лежащей на упорах 40, при этом у этих звёздочек луч, первоначально занимавший вертикальное положение, теперь выступает в проем между стойками (положение 6 показано для пятой ванны).
При опускании очередной ванны 9 она ляжет на звездочки 42, находящиеся в положении Б , которые при этом перейдут в положение U, а очередная пара вьпиерасположенных звездочек 42 перейдет из положения А в положение 6 . При повороте из положения Б в положение Ь один из лучей звездочки 42 упирается в ограничитель 43, что препятствует дальнейшему повороту звездочки. В конечном положеьши ванна 9 устанавливается горизонтально, она опирается на две звездочки 42, закрепленные на противоположных стойках 39. Поскольку звездочки 42
603Ю
на стойках 39 установлены, диагонально друг относительно друга, то центр тяжести ванны находится между ними, что обеспечивает ее устойчивое поло5 жение. После остановки каретки 18 на заданном уровне и-укладки ванны 9 на упоры 40, а в последукяцих циклах на звездочки 42, срабатывает привод 32 (шток вьщвигается), что обеспечиР вает поворот рычагов 29 и через тяги 30 и 31 соответственно поворачиваются рычаги 27, освобождая ванну 9. Привод от электродвигателя 19 обеспечивает описанные операции вертикаль5 ного подъема каретки 18 и ее остановку, горизонтальное перемещение тележки 13 к рольгангу 11 и ее остановку, вертикальное опускание каретки 18 и ее остановку. Затем срабатывает при0 вод 32, обеспечивая захват очередной ванны 9. Цикл повторяется.
Работа механизма для формирования пакета производится в полуавтоматическом режиме, возвратно-поступательное
5 перемещение каретки 18 и тележки 13, их точная остановка обеспечивается работой системы конечных выключателей (не показаны). В такой последовательности на вспомогательных проклад0 ках (упоры 40 и звездочки 42) формируется весь пакет ванн. Затем вручную или с помощью привода, например, пневмоцилиндров (не показаны) стойки 5 тары поворачиваются в рабочее (вертикальное) положение (фИг. 5, положение показано тонкими линиями), при этом проютадки 7 взаимодействунуг с бортом спакетированных ванн 9, что обеспечивает их фиксацию.
Для окончательной фиксации пакета
на верхнюю ванну 9 укладывается рама 2, которая крепится относительно стоек 3 с помощью болтового соединения. За счет срабатывания пневноцилиндров привода 38 обеспечивается
движение тележек 37 на катках 36 по направляющим 35 в противоположные стороны, при этом установленные на стойках 39 упоры 40 и звездочки 42 выводятся из зоны тары. Специальным
0 грузозахватным механизмом (можно для этой цели использовать и механизм для формирования пакета) пакет передается на последующую операцию, а на стол 34 устанавливается очередная 5 рама 1. Цикл формирования пакета повторяется.
Предлагаемая тара имеет более простую конструкцию и более надежна в эксплуатации, так как исключаются возможные случаи отказа в работе при заклинивании прокладок в момент их поворота в результате изгиба осей, их коррозии, загрязнения. Надежность транспортирования и хранения ванн повьшается в результате того, что усилия от вышерасположенных в пакете ванн не передаются н нижерасположенные ванны, а воспринимаются стойками. В этом случае на нижнюю в пакете ван111. 2 ну не действуют никакие усилия (кроме ее веса). При расформировании пакета не требуется нижние ванны поднимать на высоту одного метра, тем более, что такой подъем затруднен вертикальными стойками и прокладками на них. Обеспечивается возможность частичного расформирования пакета с последующей транспортировкой оставшихся в пакете ванн на другое место.
22 2f 20. 23 ZU
12 I 2S 28 32
А-Л
JJ
/
ёид Г
Фие.7
(иг.В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тара для пакета купальных ванн | 1979 |
|
SU844490A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1971 |
|
SU418403A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
