t

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вулканизации резиновых технических изделий | 1986 |
|
SU1362637A1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Установка для резки листового проката | 1987 |
|
SU1470468A1 |
| Линия для изготовления клееных деревянных балок | 1984 |
|
SU1172712A1 |
| Автоматизированная линия резки фасонного проката | 1985 |
|
SU1301584A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Автоматизированная поточная линия для правки крупногабаритных листовых заготовок | 1990 |
|
SU1808447A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
Использование: в машиностроении, в частности для изготовления водопропускных труб. Сущность изобретения: линия содержит установленное в технологической последовательности обрабатываю щее оборудование, включающее пресс для выполнения разделительных операций и листогибочную машину, устройство для приёма и подачи в пресс листовых заготовок, межоперационное транспортное средство, размещенное между прессом и листогибочной машиной, выполненное в виде приводного рольганга, промежуточный питатель приемного стола манипулятора с захватными органами, устройство для удаления готового изделия из зоны листогибочной машины в тару, кантователь с зажимным узлом, размещенным за устройством для удаления готового изделия. 2 з.п. ф-лы, 15 ил. .
Изобретение относится к обработке ли-., стоврго металла давлением и может быть использовано в машиностроении, в частности при изготовлении элементов водопропускных труб. . . . ...
Известна линия для обработки листовых заготовок, содержащая установленное в технологической последовательности обрабатывающее оборудование, включающее пресс для выполнения разделительных операций и листогибочную машину, устройство для приема и подачи в пресс листовых заготовок, межоперационное транспортное средство, размещенное между прессом и . листогибочной машиной, выполненное в виде приводного рольганга, промежуточный питатель виде приемного стола, манипулятора с захватными органами, установленного с возможюстью возврат- но-поступатё/.ыного перемещения в перпендикулярном направлении относительно продольной оси линии, устройство для удаления готового изделия из зоны листогибочной машины в тару и систему управления.
Известная линия не обеспечивает возможности съема готових изделий при верти- кёльно сориентированном их положении, что делает сьем изделий неудобным и ограничивает эксплуатационные , возможности, линии,.
Целью изобретения является расширение-эксплуатационных возможностей линии для обработки листовых заготовок за счет повышения удобства съема готовых изделий при вертикально сориентированном их положении. .
Указанная цель достигается тем, что линия для обработки листовых заготовок, содержащая установленное в технологической последовательности обрабатывающее
ч|
00
Јь
со
С
ю
оборудование, включающее пресс для выполнения разделительных операций и листогибочную машину, устройство для приема и подачи в пресс листовых заготовок, межоперационное транспортное средство, размещенное между прессом и листогибочной машиной, выполненное в виде приводного рольганга, промежуточный питатель в виде приемного стола, манипулятора с захватными органами, установленного с воз- можность ю вЬТв ратно-поступательного перемещениям перпендикулярном направлении относительно продольной оси линии, устройство для удаления готового изделия из зоны листогибочной машины в, тару и систему управления, снабжена кантователем с зажимным узлом, размещенным за устройством для удаления готового изделия из зоны листогибочной машины и перед тарой, и устройством Для перемещения вертикально расположенных изделий, установленным за кантователем и перпендикулярно относительно продольной оси линии с возможностью сопряжения с кантователем и выполненным в виде до- полнительного приводного рольганга с ве- д ущими, ведомыми и приё йны мТ/ГролиКами, пбс ле дние из которых расположены в два ряда с образованием захоДйбго проема д ля зажимного узла кантователя, двух пар вертикальных стоек, между которыми расположен дополнительный рольганг, вертикальных валов, размещенных в стойках, .двух одноконтурных цепных передач, звездочки которых смонтированы на верхних концах вертикальных валов, опорных столов с направляющими элементами, жестко закрепленных на стойках, кареток, установленных на вышеуказанных направляющих и шарнирно связанных с соответствующей цепью, кронштейнов, установленных на каретках с возможностью поворота в горизонтальной плоскости, втулок, р.ЯсТ1ШЭженных на кронштейнах с возможностью регулировочного горизонтального перемещения от- носительно каретки, опорных осей, свободно установленных tfo втулках, предохранительных упоров, кинематически связанных с опорными осями.
Каждый предохранительный упор вы- полней в виде гильзы, на цилиндрической поверхности которой выше ее центра тяжести выполнено окно, бобышек, смонтированных во внутренней полости гильзы, штифта, концы которого размещены в бо- бышках, опоры, свободно установленной на штифте и жестко связанной с опорной осью. Привод каждой цэпной тге ре дачи выполнен в виде центрального вала расположенного соосно с ведущими роликами
дополнительного рольганга храпового механизма с толкающим рычагом, храповое колесо которого закреплено на центральном валу, силового цилиндра, шток которого связан с толкающим рычагом храпового механизма, дифференциальный конической зубчатой передачи, одно из центральных колес которой закреплено на центральном валу, другое - на ведущем ролике дополнительного рольганга, а сателлит - на вертикальном валу, на котором смонтирована приводная звездочка цепной передачи.
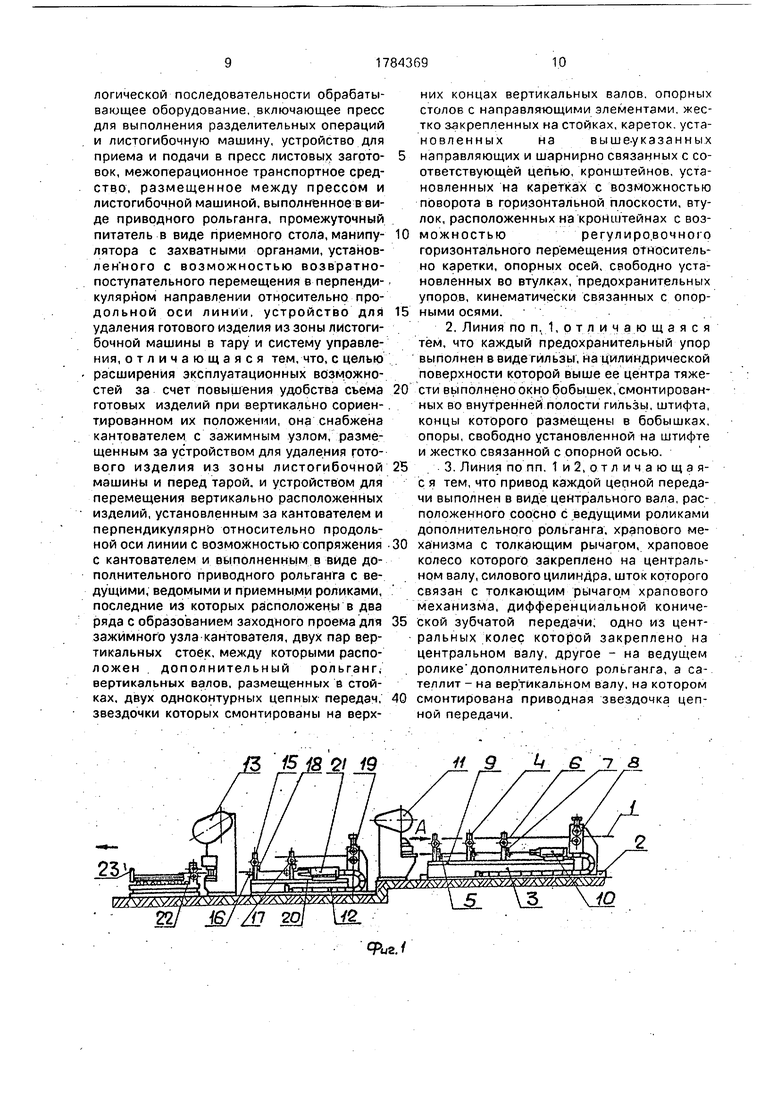
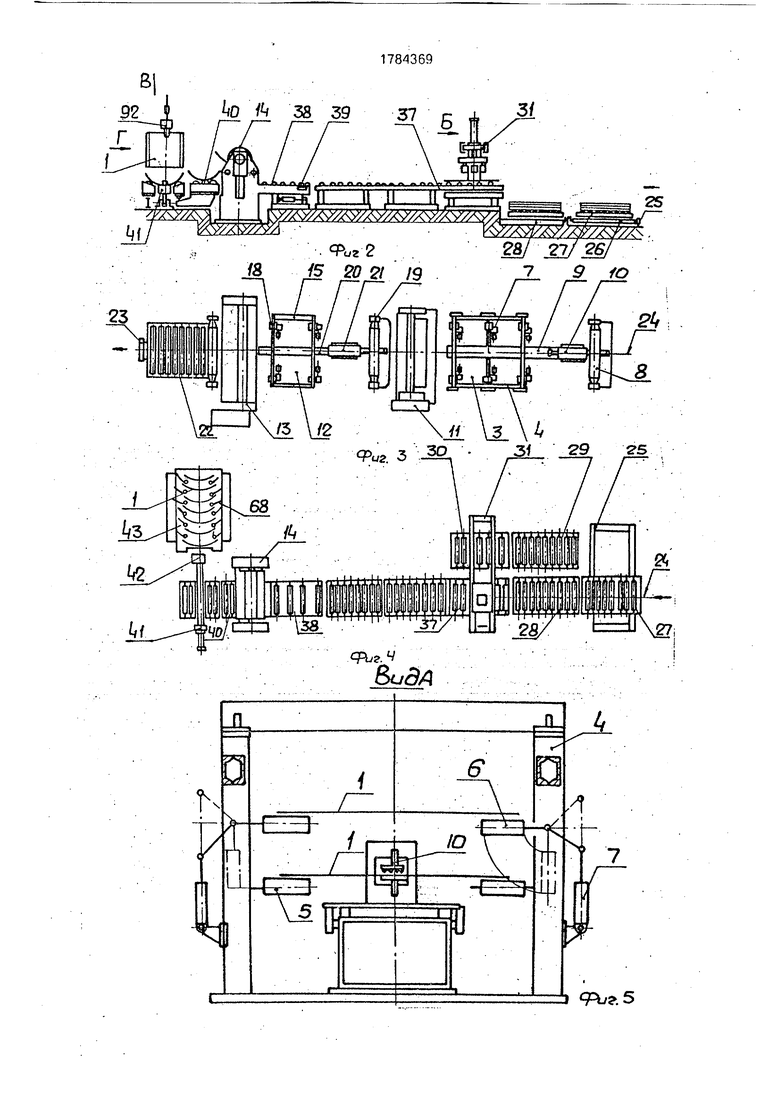
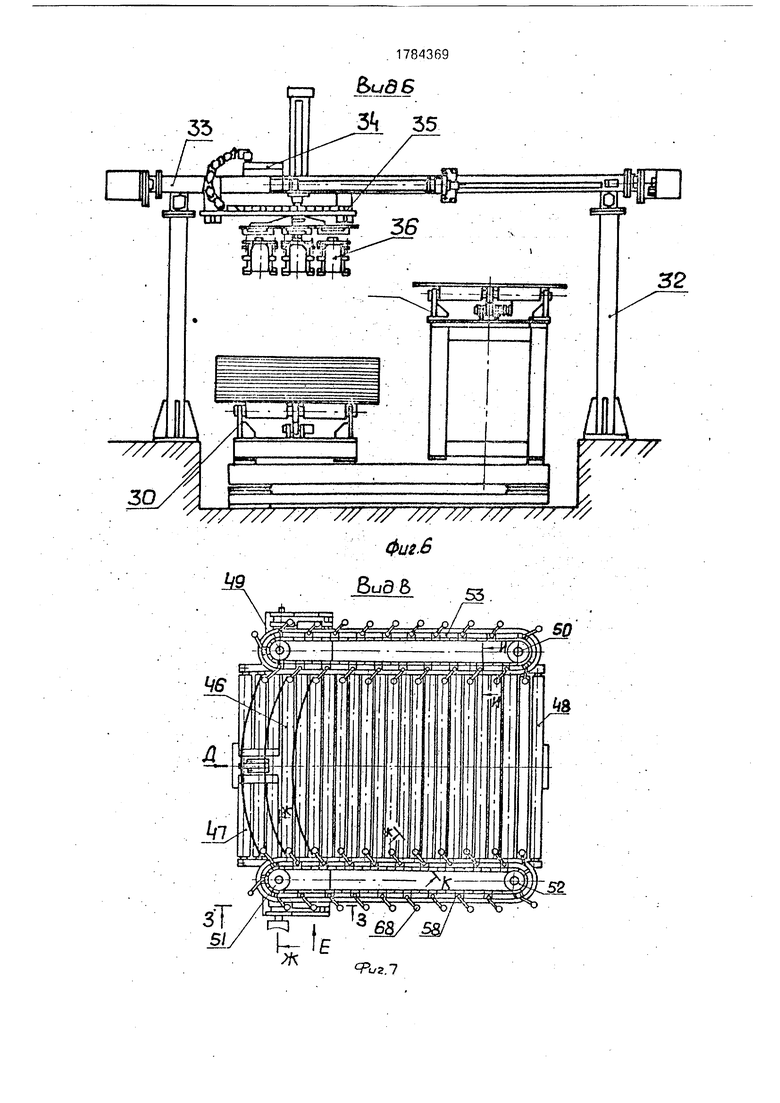
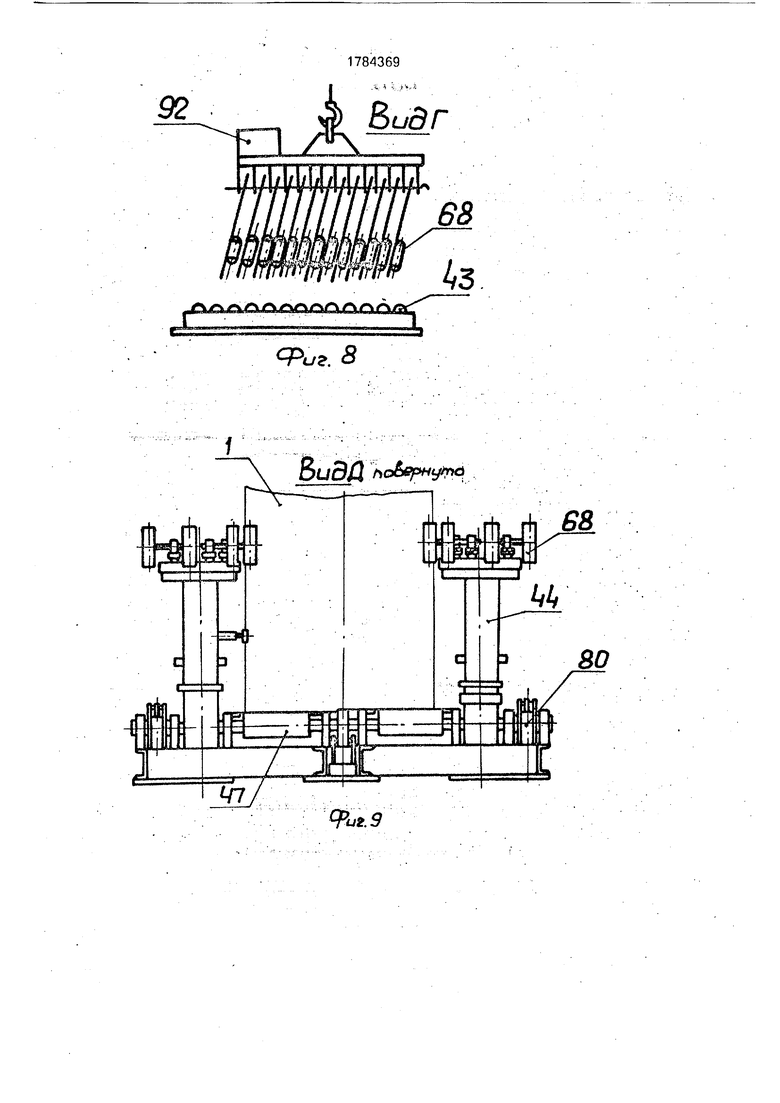
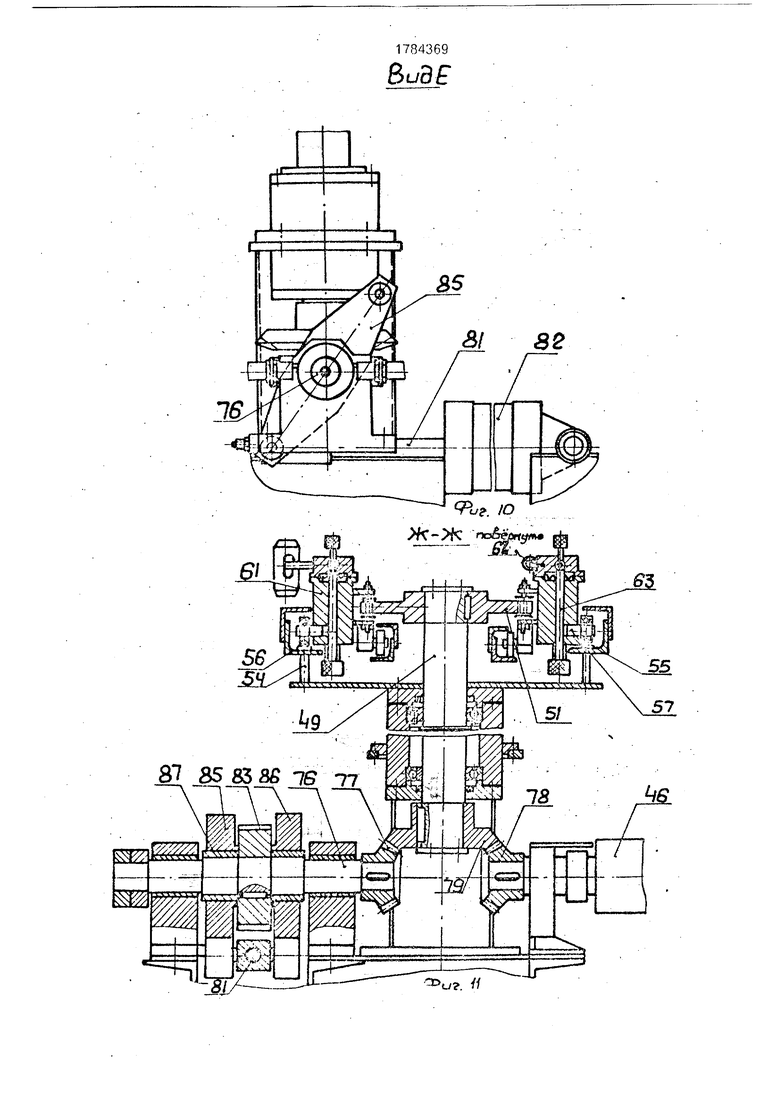
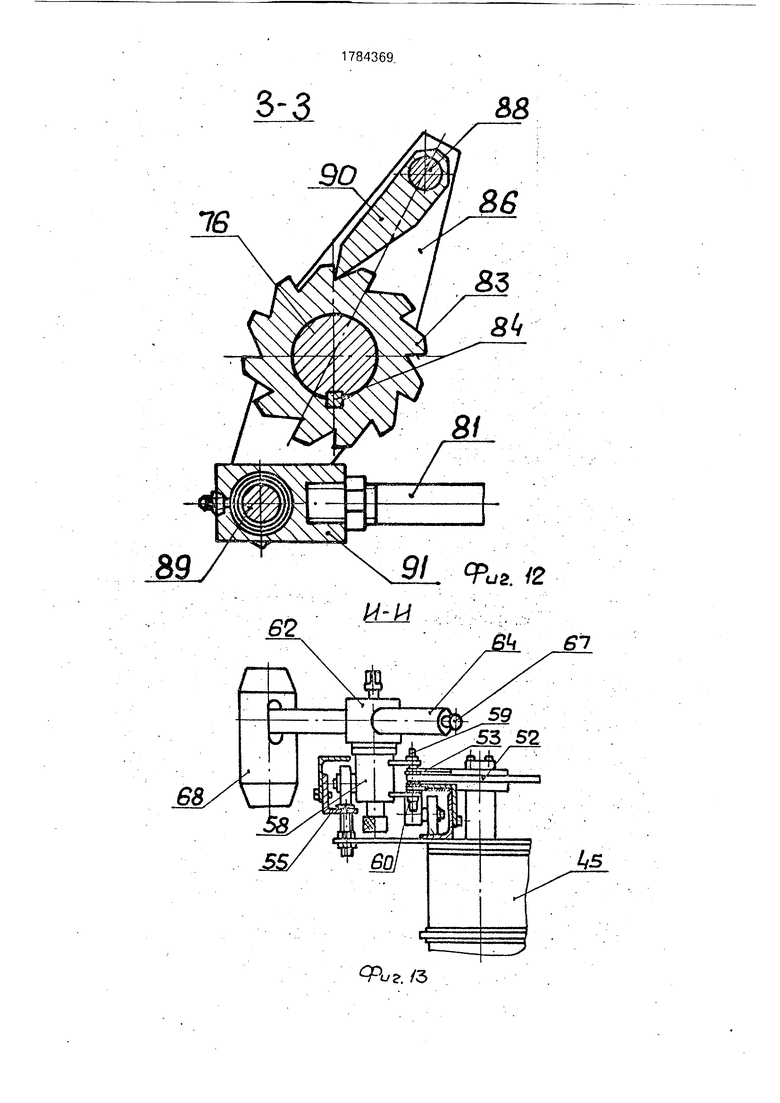
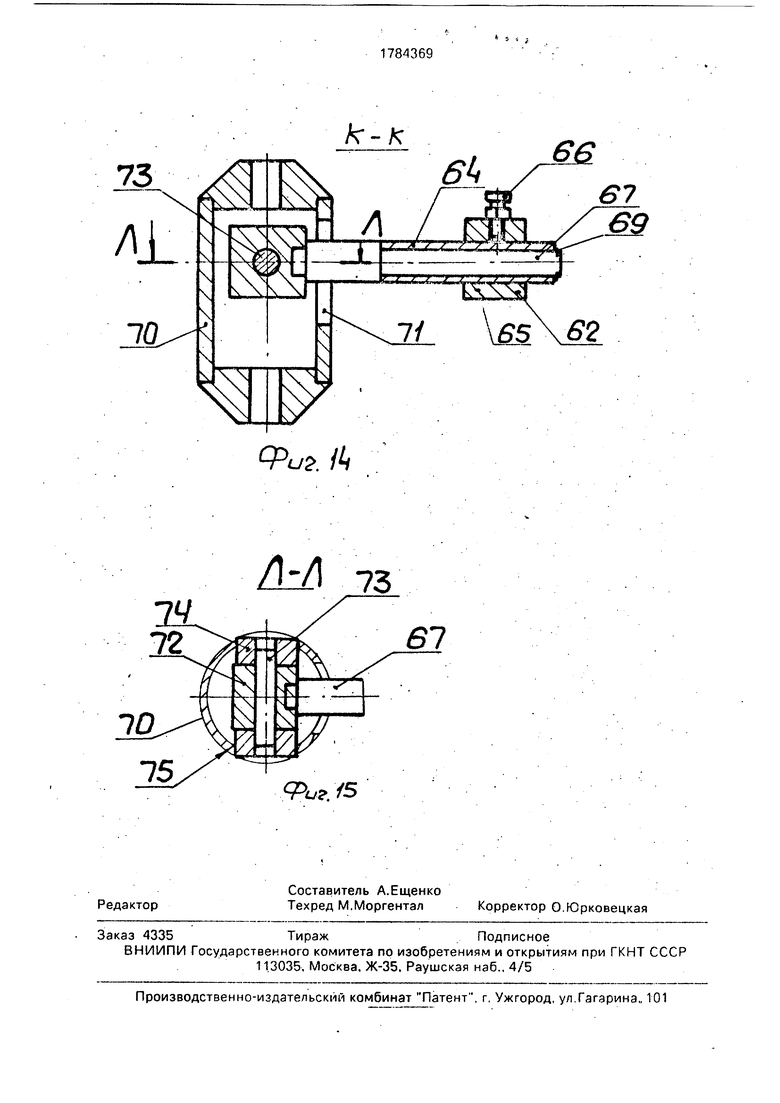
На фиг. 1 и 2 изображен общий вид линии для обработки листовых заготовок; на фиг, 3 и 4 - вид линии в плане; на фиг. 5 - вид по стрелке А на фиг. 1; на фиг. 6 - вид по стрелке Б на фиг.2; на фиг. 7- вид по стрелке В на фиг.2; на фиг.8 - вид по стрелке Г на фиг.2; на фиг. 9 - вид по стрелке Д на фиг. 7; на фиг. 10 - вид по стрелке Е на фиг. 7; на фиг. 11 - сечение Ж-Ж на фиг. 7; на фиг. 12 - сечение 3-3 на фиг.7; на фиг. 13 - сечение И-И на фиг. 7; на фиг. 14 - сечение К-К на фиг. 7; на фиг. 15 - сечение Л-Л на фиг.14.
Линия для обработки листовых заготовок 1 содержит последовательно установленные на основании 2 по ходу технологического процесса устройство для приема и подачи в пресс листовых заготовок, включающее подводящий рольганг 3, выполненный в виде смонтированных на стойках 4 опорных роликов 5, приемных роликов 6, механизма их разворота 7, валковой подачи 8 и направляющих 9 с установленной в них подающей кареткой 10, ножницы 11 и приемный рольганг 12, размещенный за этим устройством пресс для выполнения разделительных операций 13 и листогибочную машину 14.
Приемный рольганг 12 состоит из стоек 15, смонтированных на них опорных роликов 16, приемных роликов 17, соединенных с механизмом разворота 18, валковой подачи 19 и установленной в направляющих 20 подающей каретки 21.
За прессом 13 установлено межоперационное транспортное средство, выполненное в виде рольганга 22, на выходном конце которого смонтирован быстросъемный упор 23, смонтированных перпендикулярно к оси 24 линии направляющих 25 с установленной в них приводной маятниковой тележкой 26. размещенного на ней параллельно оси 24 линии рольганга 27 и параллельно расположенных рольгангов 28 и 29, установленных перпендикулярно к направляющим 25.
За рольгангами 28 и 29 установлен промежуточный питатель, выполненный в виде приемного стола 30 и манипулятора 31. Последний содержит стойки 32, смонтированные на них направляющие 33 с кареткой 34, имеющей возможность возвратно-поступательного перемещения в перпендикулярном направлении относительно оси 24 линии, и размещенное на каретке 34 подъемное устройство 35 с вакуумными захватными органами 36.
Параллельно приемному столу 30 размещен рольганг 37, установленный по оси 24 линии перед приемным столом 38 листогибочной машины 14. Приемный стол 38 снабжен подающим устройством 39.
За листогибочной машиной 14 установлено устройство 40 для удаления готового изделия из зоны листогибочной машины в тару. За ним размещен кантователь 41 с зажимным узлом 42. Перпендикулярно к продольной оси 24 линии с возможностью сопряжения с кантователем 41 установлено устройство для перемещения вертикально расположенных изделий, выполненное в виде рольганга 43, размещенного между двумя парами вертикальных стоек 44 и 45.
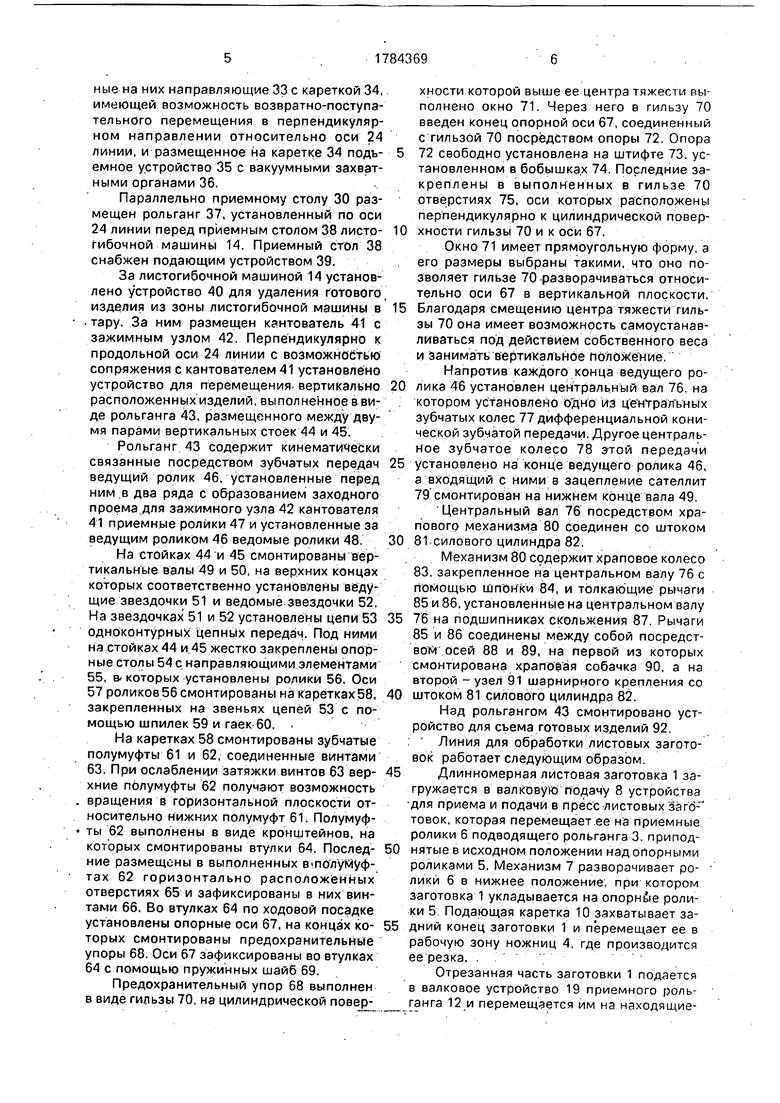
Рольганг 43 содержит кинематически связанные посредством зубчатых передач ведущий ролик 46, установленные перед ним в два ряда с образованием заходного проема для зажимного узла 42 кантователя 41 приемные ролики 47 и установленные за ведущим роликом 46 ведомые ролики 48.
На стойках 44 и 45 смонтированы вертикальные валы 49 и 50, на верхних концах которых соответственно установлены ведущие звездочки 51 и ведомые звездочки 52. На звездочках 51 и 52 установлены цепи 53 одноконтурных цепных передач. Под ними на стойках 44 и 45 жестко закреплены опорные столы 54 с направляющими элементами 55, в-которых установлены ролики 56. Оси 57 роликов 56 смонтированы на каретках 58, закрепленных на звеньях цепей 53 с помощью шпилек 59 и гаек 60. .
На каретках 58 смонтированы зубчатые полумуфты 61 и 62, соединенные винтами 63. При ослаблении затяжки винтов 63 верхние полумуфты 62 получают возможность вращения в горизонтальной плоскости относительно нижних полумуфт 61. Полумуфты 62 выполнены в виде кронштейнов, на которых смонтированы втулки 64. Последние размещены в выполненных в полуМуф- тзх 62 горизонтально расположенных отверстиях 65 и зафиксированы в них винтами 66. Во втулках 64 по ходовой посадке установлены опорные оси 67, на концах которых смонтированы предохранительные упоры 68. Оси 67 зафиксированы во втулках 64 с помощью пружинных шайб 69.
Предохранительный упор 68 выполнен в виде гильзы 70, на цилиндрической поверхности которой выше ее центра ТЯЖРСТИ вы полнено окно 71. Через него в гильзу 70 введен конец опорной оси 67, соединенный с гильзой 70 посредством опоры 72. Опора 5 72 свободно установлена на штифте 73, установленном в бобышках 74. Последние закреплены в выполненных в гильзе 70 отверстиях 75, оси которых расположены перпендикулярно к цилиндрической повер0 хности гильзы 70 и к оси 67,
Окно 71 имеет прямоугольную форму, а его размеры выбраны такими, что оно позволяет гильзе 70 разворачиваться относительно оси 67 в вертикальной плоскости.
5 Благодаря смещению центра тяжести гильзы 70 она имеет возможность самоустанавливаться под действием собственного веса и занимать вертикальное положение
Напротив каждого конца ведущего ро0 лика 46 установлен центральный вал 76 на котором установлено о дно из центральных зубчатых колес 77 дифференциальной конической зубчатой передачи. Другое центральное зубчатое колесо 78 этой передачи
5 установлено на конце ведущего ролика 46, а входящий с ними в зацепление сателлит 79 смонтирован на нижнем конце вала 49.
Центральный вал 76 посредством храпового механизма 80 соединен со штоком
0 81 силового цилиндра 82.
Механизм 80 содержит храповое колесо 83, закрепленное на центральном валу 76 с помощью шпонки 84, и толкающие рычаги 85 и 86, установленные на центральном валу
5 76 на подшипниках скольжения 87 Рычаги 85 и 86 соединены между собой посредством осей 88 и 89, на первой из которых смонтирована храповая собачка 90, а на второй - узел 91 шарнирного крепления со
0 штоком 81 силового цилиндра 82.
Над рольгангом 43 смонтировано устройство для съема готовых изделий 92
Линия для обработки листовых заготовок работает следующим образом
5 Длинномерная листовая заготовка 1 загружается в валковую подачу 8 устройства для приема и подачи в пресс листовых загог товок, которая перемещает ее на приемные ролики 6 подводящего рольганга 3 припод0 нятые в исходном положении над опорными роликами 5, Механизм 7 разворачивает ролики 6 в нижнее положение, при котором заготовка 1 укладывается на опорные ролики 5 Подающая каретка 10 захватывает за5 дний конец заготовки 1 и перемещает ее в рабочую зону ножниц 4, где производится ее резка.
Отрезанная часть заготовки 1 подается в валковое устройство 19 приемного рольганга 12 и перемещается им на находящиеся в верхнем положении приемные ролики 17.
Механизм 18 разворачивает ролики 17 в нижнее положение, в котором заготовка укладывается на опорные ролики 16. После захвата ее заднего конца подающей кареткой 21 последняя перемещает заготовку 1 в рабочую зону пресса 13 для выполнения разделительных операций.
Со стола пресса 13 заготовки 1 подаются на рольганг 22 межоперационного транспортного средства до упора 23 и укладываются в стопу. Затем упор 23 демонтируется и рольганг 22 перемещает стопу заготовок 1 на рольганг 27. Одну из стоп рольганг 27 подает на рольганг 28, а другую стопу заготовок 1 - на рольганг 29, для чего маятниковая тележка 26 перемещается к нему по направляющим 25. С рольганга 29 стопа подается на приемный стол 30 промежуточного питателя. Затем маятниковая тележка 26 возвращается в исходное положение и останавливается перед рольгангом 22. Для формирования очередной стопы на рольганг 22 снова устанавливается упор 23. При накоплении достаточного количества заготовок 1 ножницы 11 и пресс 13 отключаются и начинает работать листогибочная машина 14, благодаря чему повышается экономичность линии, особенно при ее эксплуатации по двухсменному режиму работы.
Стопы заготовок 1 поочередно подаются на приемный стол 30 питателя в зону действия манипулятора 31, При этом с рольганга 28 стопа перемещается на рольганг 27 и с помощью маятниковой тележки 26 перемещается на рольганг 29 и далее на приемный стол 30 питателя. Каретка 34 по направляющим 33 перемещается к приемному столу 30 и устройство 35 опускает вакуумные захваты 36 вниз. После фиксации ё них верхнего листа стопы устройство 35 перемещает заготовку 1 вверх и каретка 34 подает ее к рольгангу 37. Рольганг 37 перемещает уложенную на него заготовку 1 на приемный стол 38 листогибочной машины 14.
Устройство 39 подает заготовку 1 в рабочую зону листогибочной машины 14, где из нее формируется обечайка. В момент окончания гибки заготовка 1 располагается выпуклостью вниз и в таком положении поступает в устройство 40 для удаления готового изделия из зоны листогибочной машины в тару Кантователь 41 фиксирует заготовку 1 в зажимном узле 42, разворачивает ее на 90° и устанавливает торцом на приемные ролики 47 рольганга 43
Полумуфты 62 развернуты относительно гюлумуфт 61 таким образом что смонти
рованные на них опорные оси 67 расположены под углом к цепям 53 и направлены навстречу вогнутой поверхности заготовок 1. При этом они выдвинуты из втулок 64
настолько, что упоры 68 оказываются расположенными перед краями заготовки 1 в момент ее установки на рольганг 43 кантователя 41.
После освобождения заготовки 1 из за0 жимного узла 42 кантователя 41 силовые цилиндры 82 выдвигают свои штоки 81, которые поворачивают толкающие рычаги 85, 86 на подшипниках 87. При.этом храповые собачки 90 свободно скользят по тыльной
5 стороне зубьев храповых колес 83, которые остаются неподвижными. При втягивании штоков 81 собачки 90 входят в зацепление с храповыми колесами 83 и поворачивают центральные валы 76. От них через зубчатые
0 пары 77, 79 и 79, 78 одновременно приводятся во вращение ведущий ролик 46 рольганга 43 и валы 49 ведущих звездочек 51 цепных передач, в результате чего рольганг 43 начинает перемещать заготовку 1, а цепи
5 53 перемещают по направляющим элементам 55 каретки 58 с размещенными на них опорными осями 67. При полном выдвижении штоков 81 цилиндров 82 заготовка 1 и упоры 68 перемещаются на шаг, равный
0 расстоянию между опорными осями 67. При этом края заготовки 1 располагаются между упорами 68 двух соседних осей 67, которые предотвращают возможность ее падения вперед или назад в процессе дальнейшей
5 транспортировки.
После установки на отводящий рольганг 43 комплекта заготовок 1 они захватываются устройством 92, которое снимает их с линии и перемещает на. склад или подает на
0 другой участок для дальнейшей обработки. В процессе подъема подвешенных на устройстве 92 заготовок 1 они могут отклониться от вертикального положения и соприкоснуться с упорами 68, как показано на
5 фиг. 8. При этом поломка предохранительных упоров 68 предотвращается благодаря возможности поворота во взаимно перпендикулярных вертикальных плоскостях гильз 70 на штифтах 73 и опорных осей 67 во
0 втулках 64.
Использование изобретения обеспечивает удобство сьема готовых изделий после обработки, При этом благодаря их выдаче в вертикально сориентированном положении
5 расширяются эксплуатационные возможности линии, для обработки листовых заготовок
Формула изобретения 1. Линия для обработки листовых заготовок, содержащая установленное в технологической последовательности обрабатывающее оборудование, включающее пресс для выполнения разделительных операций и листогибочную машину, устройство для приема и подачи в пресс листовых загото- вок, межоперационное транспортное средство, размещенное между прессом и листогибочной машиной, выполненное в виде приводного рольганга, промежуточный питатель в виде приемного стола, манипу- лятора с захватными органами, установ- лен ного с возможностью возвратно- поступательного перемещения в перпендикулярном направлении относительно продольной оси линии, устройство для удаления готового изделия из зоны листогибочной машины в тару и систему управления, отличающаяся тем, что, с целью расширения эксплуатационных возможностей за счет повышения удобства съема готовых изделий при вертикально сориентированном их положении, она снабжена кантователем с зажимным узлом, размещенным за устройством для удаления готового изделия из зоны листогибочной машины и перед тарой, и устройством для перемещения вертикально расположенных изделий, установленным за кантователем и перпендикулярно относительно продольной оси линии с возможностью сопряжения с кантователем и выполненным в виде дополнительного приводного рольганга с ведущими, ведомыми и приемными роликами, последние из которых расположены в два ряда с образованием заходного проема для зажимного узла кантователя, двух пар вертикальных стоек, между которыми расположен дополнительный рольганг, вертикальных валов, размещенных в стойках, двух одноконтурных цепных передач, звездочки которых смонтированы на верхних концах вертикальных валов опорных столов с направляющими элементами жестко закрепленных на стойках, кареток установленных на выше-указанных направляющих и шарнирно связанных с соответствующей цепью, кронштейнов, установленных на каретках с возможностью поворота в горизонтальной плоскости, втулок, расположенных на кронштейнах с возможностьюрегулировочноюгоризонтального перемещения относительно каретки, опорных осей, свободно установленных во втулках, предохранительных упоров, кинематически связанных с опорными осями.
2, Линия по п. 1, отличающаяся тем, что каждый предохранительный упор выполнен в виде гильзы, на цилиндрической поверхности которой выше ее центра тяжести выполнено окно бобышек, смонтированных во внутренней полости гильзы, штифта, концы которого размещены в бобышках, опоры, свободно установленной на штифте и жестко связанной с опорной осью.
3 Линия по пп, 1и2,отличающая- с я тем, что привод каждой цепной передачи выполнен в виде центрального вала, расположенного соосно с ведущими роликами дополнительного рольганга, храпового механизма с толкающим рычагом, храповое колесо которого закреплено на центральном валу, силового цилиндра, шток которого связан с толкающим рычагом храпового механизма, дифференциальной конической зубчатой передачи, одно из центральных колес которой закреплено на центральном валу, другое - на ведущем ролике дополнительного рольганга, а сателлит - на вертикальном валу, на котором смонтирована приводная звездочка цепной передачи.
7 a
J . 5
Вид&
ФигЛ
fxtfwcfe ov JQna
JЈng
8 глсЬ
26
.i
СР
с
Ш ГГ)
69Cl78a
/с-к
73
AL
Фо. /;
Ъг. /5
| Линия штамповки изделий из листовых заготовок | 1984 |
|
SU1234005A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
