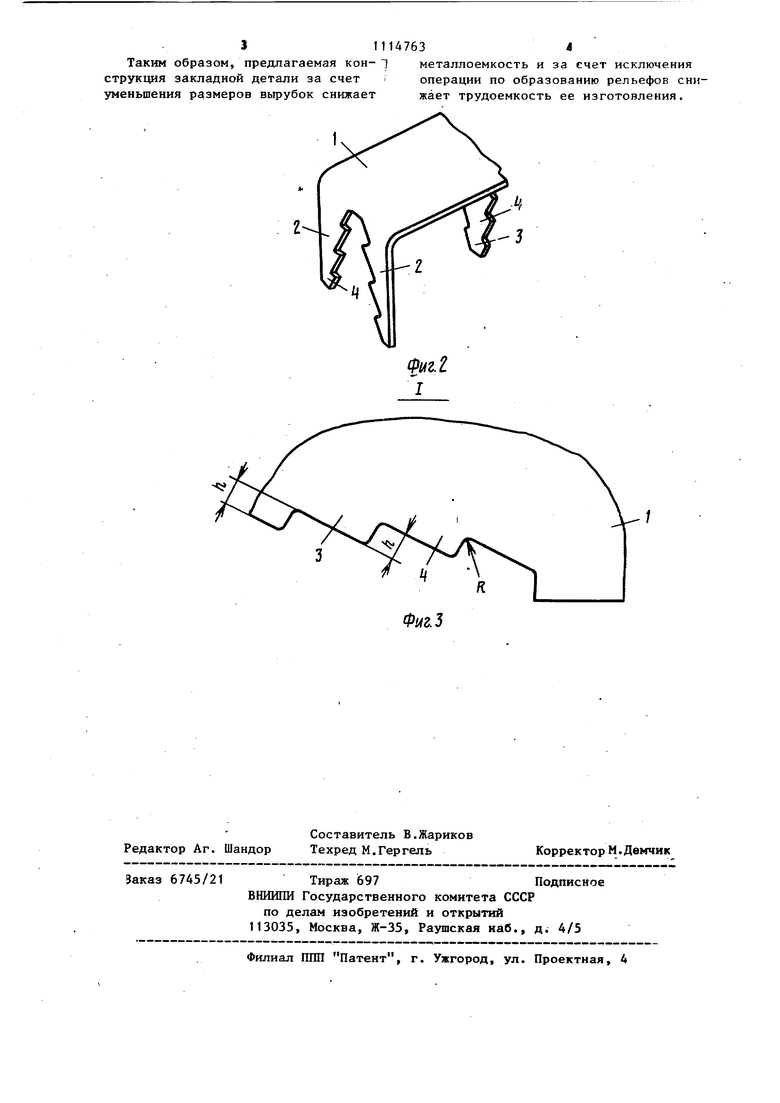
Изобретение относится к строитель ным конструкциям и материалам, в частности к металлическим приспособлениям для скрепления между собой железобетонных изделий. Известна закладная деталь для железобетонного изделия, содержащая пластину и приваренные к ней анкерные элементы l . Заготовку пластин и анкерных элементов, а также приварку анкерных элементов к пластине производят последовательно на различных станках что увеличивает трудоемкость процесса изготовления закладных деталей Известна закладная деталь для железобетонных изделий, содержащая плоскую пластину и анкерные элементы образованные путем вьфубки и их отгиба 2 . Углы вырубок этой детали выполнены прямоугольными, в результате чего на изгибах могут возникать концентра торы напряжений, которые будут сни,жать несущую способность анкерных элементов. Наиболее близкой к изобретению .по технической сущности и достигаемому результату является закладная деталь для железобетонных изделий, содержащая плоскую пластину и анкерные элементы, образованные путем вырубки и их отгиба из плоскости пластины з. Однако ширина пластины определяется суммой размеров концов анкерных элементов и вырубок, щирина кото рых также равна ширине анкерных элементов, что увеличивает металлоемкость закладной детали, а на плоскос ти анкерных элементов выполняют рельефы для. анкеровки, что увеличива ет трудоемкость изготовления за счет дополнительных операций, Цель изобретения - снижение металлоемкости закладных деталей и трудоемкости ее изготовления. Поставленная цель достигается тем что в закладной детали для железобетонных изделий, содержащей плас- тину и анкерные элементы, образованные путем вырубки и их отгиба из плоскости пластины, анкерные элементы выполнены переменного сечения с зубьями на продольных кромках, высотой 0,05-0,25 величины средней ширины анкерного элемента, при этом сопряжение между зубьями выполнено по радиусу, равному 0,02-0,5 высоты; зубьев. На фиг. 1 показана заготовка закладной детали, на фиг. 2 - заклад-ная деталь с аксонометрии; на фиг. 3 - узел Т на фиг. 1. Закладная деталь состоит из плоской пластины 1, под углом к которой отогнуты анкерные элементы 2 и 3, выполненные по длине переменного сечения и имеющие зубья 4 на их продольных кромках. Высота зубьев (h) составляет 0,05-0,25 средней ширины анкерного элемента, при этом сопряжение между зубьями выполнено по радиусу (R ), равному 0,2-0,5 высоты зубьев. Изготовление закладной детали и ее работа в железобетонном изделии. Из исходной полосы 5 путем штамповки вырубают заготовку 6 (фиг. 1), с одного торца которой образованы два анкерных элемента 2, ас другогоодин анкерный элемент 3, при этом анкерный элемент 3 получен путем образования пространства между анкерными элементами 2. Концевые части рсех анкерных элементов имеют минимальную ширину, в результате чего вырубки по сторонам анкерного элемента 3 и между анкерными элементами 2 минимальны, следовательно, ширина закладной детали также минимальна. После этого анкерные злементы 2 и 3 отгибают, в результате чего образуется закладная деталь (фиг. 2). В железобетонном изделии плоская пластина 1 расположена на поверхности изделия, а анкерные элементы 2 и 3 вмонтированы в тело Изделия и замоноличены. При приложении нагрузки к закладной детали в анкерных элементах возникают усилия, при этом макси-. мальные.усилия возникают на участках анкерных элементов, расположенных у пластины 1, а по мере удаления за счет анкеровки нагрузки (усилия) в анкерных элементах снижаются, что позволяет выполнять анкерные элементы переменного сечения, т.е. к их концам сечение уменьшать, при этом анкеровка в изделии анкерных элементов клиновидной формы обеспечивается наличием зубьев, высота которых обеспечивает надежную анкеровку деталей, а выбранный радиус сопряжения между зубьями исключает большие концентрации напряжений в теле анкерных элементов.
311147634
Таким образом, предлагаемая кон- 1 металлоемкость и за счет исключения струкция закладной детали за счет операции по образованию рельефов сниуменьшения размеров вырубок снижает жает трудоемкость ее изготовления.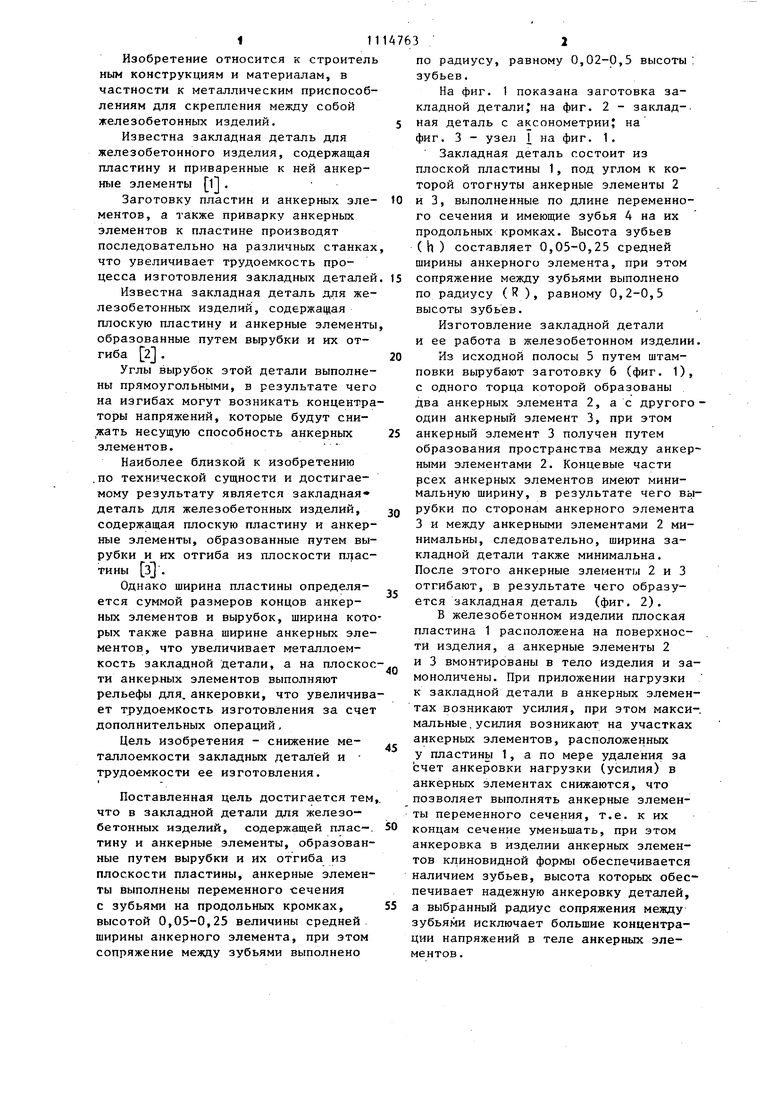
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСПОЛОЖЕНИЯ ЗАКЛАДНЫХ ДЕТАЛЕЙ В ЖЕЛЕЗОБЕТОННОЙ КОНСТРУКЦИИ | 2024 |
|
RU2833655C1 |
| Железобетонный ригель | 1991 |
|
SU1779726A1 |
| Арматурный каркас железобетонной балки | 1991 |
|
SU1783091A1 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1993 |
|
RU2040648C1 |
| Закладная деталь | 1981 |
|
SU966180A2 |
| Закладная деталь | 1980 |
|
SU937643A1 |
| Монтажная петля | 1989 |
|
SU1663138A1 |
| Закладная деталь | 1982 |
|
SU1057643A1 |
| Стыковое соединение железобетонных элементов (его варианты) | 1985 |
|
SU1585475A1 |
| Закладная деталь | 1990 |
|
SU1805179A1 |
ЗАКЛАДНАЯ ДЕТАЛЬ дня ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛ1Й, содержащая плоскую пластину и анкерные элементы, образованные путем вьфубки и их отгиба из плоскости пластины, отличающаяся тем, что, с целью снижения металлоемкости закладной детали и трудоемкости ее изготовления, анкерные элементы выполнены переменного сечения с зубьями на продольных кромках, высотой 0,05-0,25 величины средней ширины анкерного элемента, при этом сопряжение между зубьями выполнено по радиусу, равному 0,2-0,5 высоты зубьев.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Торопов А.С | |||
| Арматурные работы | |||
| М., Стройиздат, 1972 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Под ред | |||
| А.П | |||
| Васильева | |||
| М., НИИЖБ, 1979, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
