Известны электрокопировальные станки для автоматического изготовления прецизионных потенциометров, в кинематическую схему которых введена атедящая система, состоящая из эталонного, изготовляемого и компенсирующих потенциометровВ описываемом станке, в отличие от изве|Стных, следящая система выполнена таким образом, что с ее помощью учитываются индивидуальные ошибки сопротивлений изготовляемого потенциометра, чем достигается повышение точности и снижение трудоемкости обработки.
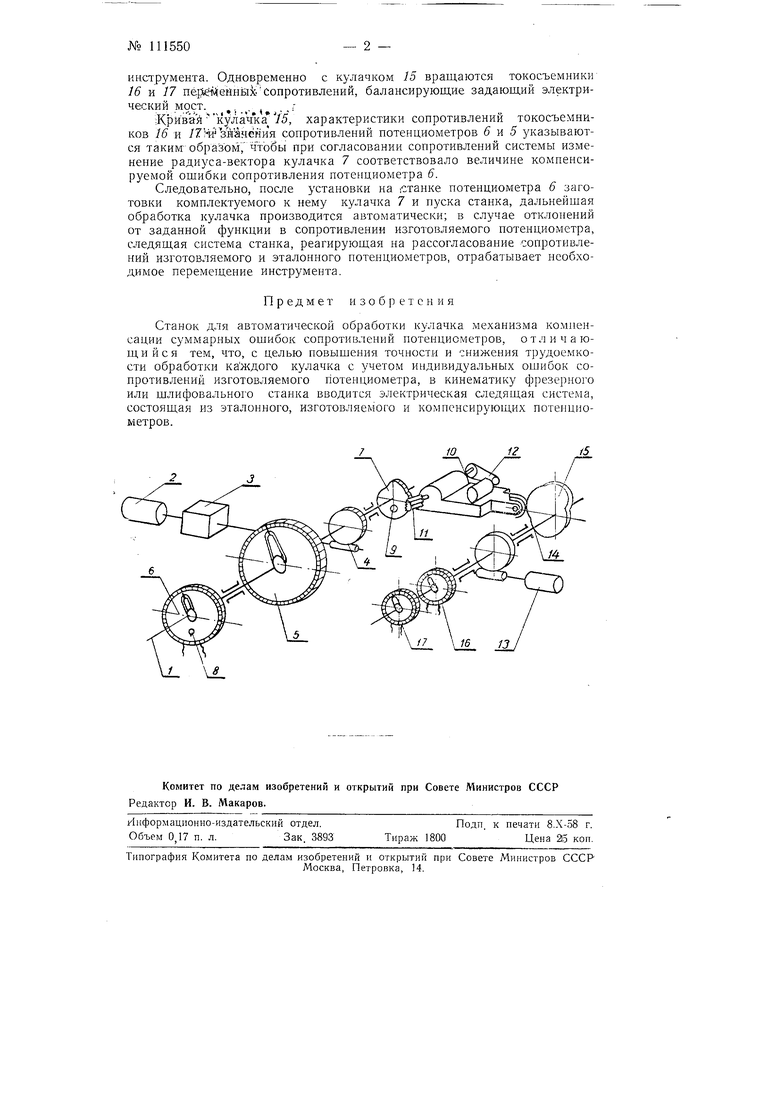
На чертеже показана кинематическая схема станка.
Шпиндель 1 станка приводится в медленное вращение электродвигателем 2 через редуктор 3 и червячную пару 4. BMeiCTe со шпинделем вращается токосъемник эталонного потенциометра 5. На шпинделе устанавливаются вмонтированное в свой корпус сопротивление изготовляемого потенциометра 6 и кулачок 7, предназначенный для установки в данном потенциометре. Необходимое взаимное расположение потенциометра 6 и кулачка 7 обеспечивается фиксирующими штифтами, пропускаемыми через отверстия 8 в корпусе и отверстия 9 в кулачке.
Шпиндель / несет на себе кулачки управления электроавтоматикой станка (на схеме не показаны): отключения исполнительного механизма следящей системы в момент прохождения «мертвой зоны потенциометров, выключения станка в конце цикла и т. п.
Шпиндель 10, несущий на себе обрабатываемый инструмент 11 (пальцевую фрезу или щлифовальный круг), приводится во вращение электродвигателем 12В случае рассогласования относительного изменения сопротивлений изготовляемого потенциометра 6 и эталонного 5, вызываемого ошибкой первого, электродвигатель 13 исполнительного механизма приводит во вращение вал 14, несущий на себе кулачок 15 перемещения каретки
инструмента. Одновременно с кулачком 15 вращаются токосъемники 16 и 17 перееденныхсопротивлений, балансирующие задающий электрический мост.
КривайкулачкаУ/5, характеристики сопротивлений токосъемников 16 и /7ЩШаяения сопротивлений потенциометров б и 5 указываются таким образом, чтобы при согласовании сопротивлений системы изменение радиуса-вектора кулачка 7 соответствовало величине компенсируемой ошибки сопротивления потеьщиометра 6.
Следовательно, после установки на 1станке потенциометра 6 заготовки комплектуемого к нему кулачка 7 и пуска станка, дальнейшая обработка кулачка производится автоматически; в случае отклонений от заданной функции в сопротивлении изготовляемого потенциометра, следящая система станка, реагирующая на рассогласование сопротивлений изготовляемого и эталонного потенциометров, отрабатывает необходимое перемещепие инструмента.
Предмет изобретения
Станок для автоматической обработки кулачка механизма компенсации суммарных ошибок сопротивлений потенциометров, отличающийся тем, что, с целью повышения точности и снижения трудое.мкости обработки каждого кулачка с учетом индивидуальных ошибок сопротивлений изготовляемого г1отенциометра, в кинематику фрезерного или шлифовального станка вводится электрическая следящая система, состоящая из эталонного, изготовляемого и компенсирующих потенциометров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления кулачков | 1956 |
|
SU109782A1 |
| Устройство для обработки корректирующих линеек ходовых винтов | 1957 |
|
SU121641A1 |
| Устройство для обработки рабочих поверхностей корректирующих кулачков прецизионных потенциометров | 1960 |
|
SU139355A1 |
| Ножевая головка окорочного станка | 1959 |
|
SU131493A1 |
| Прядильный вискозный насос с кулачковым приводом поршней | 1959 |
|
SU128099A1 |
| ЗУБОРЕЗНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ КОЛЕС | 1966 |
|
SU222853A1 |
| СИСТЕМА УПРАВЛЕНИЯ АНТЕННОЙ РАДИОЛОКАЦИОННОЙ СТАНЦИИ | 1991 |
|
RU2024907C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ТРАФАРЕТО ФОТОПОТЕНЦИОМЕТРОВвсEHBJiHO- | 1972 |
|
SU328520A1 |
| Масштабно-дистанционная фотокопировальная система | 1955 |
|
SU121164A1 |
| Устройство поворота многошпиндельного барабана токарного автомата | 1979 |
|
SU856661A1 |
