2. Способ по п. 1, отличаю-, щ и и с я тем, что, с целью уменьшения доли материала, сндашемого абразивным шлифованием, обработку ведут при соблюдении соотношения 1115876 диаметр круга; длина обрабатываемой поверхности.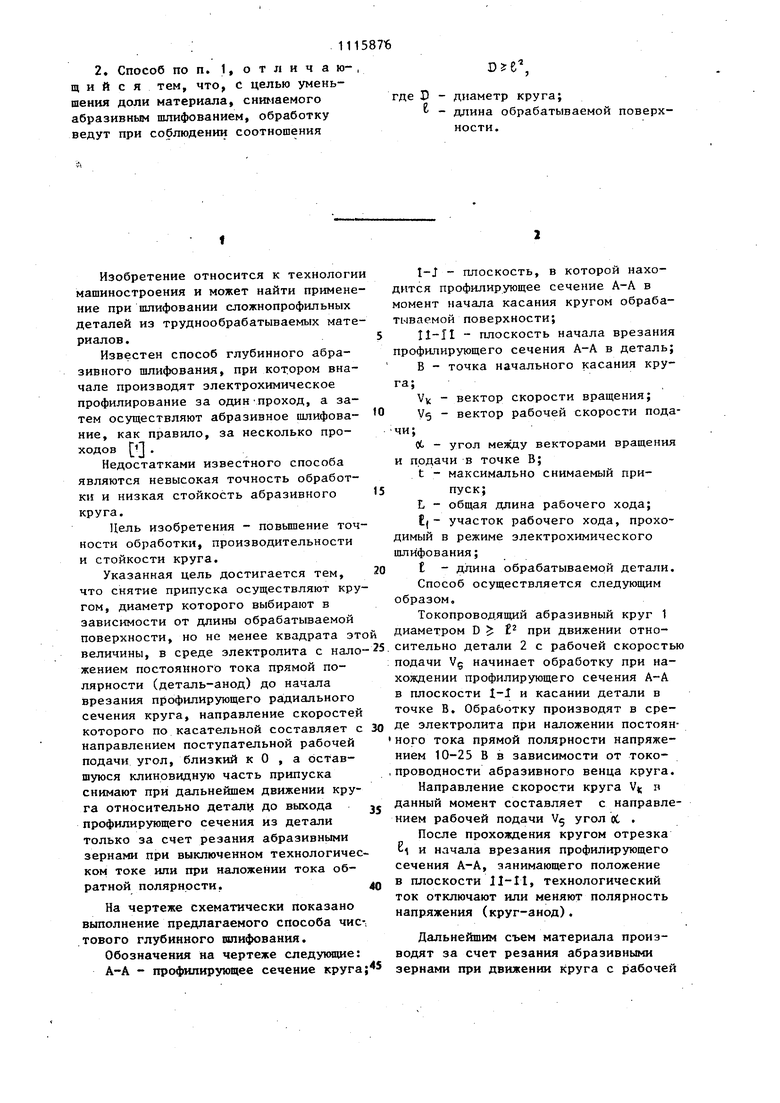
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Способ электроабразивной обработки и металлоабразивный инструмент для осуществления способа | 2020 |
|
RU2740682C1 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| Способ управления врезанием шлифовального круга | 1980 |
|
SU946894A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
| Способ круглого шлифования | 1983 |
|
SU1117193A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1996 |
|
RU2103153C1 |
| Способ абразивной обработки | 1978 |
|
SU764942A1 |
1. СПОСОБ ЧИСТОВОГО ГЛУБИННОГО ШЛИФОВАНИЯ, включающий электрохимическое глубинное профилирование в режиме электрохимического шлифования и абразивное чистовое шлифование, отличающийся тем, что, с целью повышения производительности и точности обработки, оба вида шлифования совмещают в одном непрерывном проходе без дополнительного радиального врезания абразивного круга, при этом электрохимическое шлифование производят только до начала врезания профилирующего сечения круга, а оставшуюся часть припуска снимают абразивным чистовым шлифованием. СП ЕХ) 9д
Изобретение относится к технологии машиностроения и может найти применение при шлифовании сложнопрофильных деталей из труднообрабатываемых материалов.
Известен способ глубинного абразивного шлифования, при котором вначале производят электрохимическое профилирование за одинПроход, а затем осуществляют абразивное шлифование, как правило, за несколько проходов .
Недостатками известного способа являются невысокая точность обработки и низкая стойкость абразивного круга.
Цель изобретения - повышение точности обработки, производительности и стойкости круга.
Указанная цель достигается тем, что снятие припуска осуществляют кругом, диаметр которого выбирают в зависимости от длины обрабатываемой поверхности, но не менее квадрата это величины, в среде электролита с наложением постоянного тока прямой полярности (деталь-анод) до начала Врезания профилирующего радиального сечения круга, направление скоростей которого по касательной составляет с направлением поступательной рабочей подачи угол, близкий к О , а оставшуюся клиновидную часть припуска снимают при дальнейшем движении круга относительно детали до выхода профилирующего сечения из детали только за счет резания абразивными зернами при выключенном технологичес ком токе или при наложении тока обратной полярности.
На чертеже схематически показано выполнение предлагаемого способа чис-; тового глубинного шлифования.
Обозначения на чертеже следукицие: А-А - профилирующее сечение круга;
1-J - плоскость, в которой находится профилирующее сечение А-А в момент начала касания кругом обрабатываемой поверхности;
I1-II - плоскость начала врезания профилирующего сечения А-А в деталь;
В - точка начального касания круга;
Vv: - вектор скорости вращения;
Уд - вектор рабочей скорости подачи;
OL - угол мелсду векторами вращения и подачи в точке В;
t - максимально снимаемый припуск;
L - общая длина рабочего хода;
(- участок рабочего хода, проходимый в режиме электрохимического шлифования;
- длина обрабатываемой детали.
Способ осуществляется следующим образом.
Токопроводящий абразивный круг 1 диаметром D Е при движении относительно детали 2 с рабочей скорость подачи Vg начинает обработку при нахождении профилирующего сечения А-А в плоскости 1-1 и касании детали в точке В. Обработку производят в среде электролита при наложении постоянного тока прямой полярности напряжением 10-25 В в зависимости от токопроводности абразивного венца круга.
Направление скорости круга п данный момент составляет с направлением рабочей подачи V угол оС .
После прохождения кругом отрезка и начала врезания профил1ирующего сечения А-А, занимающего положение в плоскости 11-11, технологический ток отключают или меняют полярность напряжения (круг-анод).
Дальнейшим съем материала производят за счет резания абразивными зернами при движении круга с рабочей Э11 подачей Vg на протяжении длины обрабатываемой поверхности детали I . Направление скоростей V сечения А-А составляет с направлением подачи Vg , угол, равный О, и профилирование обрабатываемой поверхности производят полностью сечением А-А с точностью, зависящей от точности изготовления правящего инструмента. , Припуск i снимают за один проход на протяжении длины рабочего хода fit 6Л из которой отрезок 6 - проходят в режиме электрохимического растворения с удалением части материала 3, а часть материала 4 снимают абразивным шлифованием. Использование изобретения позволяет повысить производительность и точность обработки. Стойкость инструмента также повьшается за счет съема большей части материала в р.ежиме электрохимического растворения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пронин Е.К | |||
| и Жадин Г.П | |||
| Процесс электрохимического шлифования при обратной полярности тока | |||
| М., 1969, с | |||
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
