1
Изобретение касается абразивной обработки деталей в металлообрабатывающей промышленности.
Известен способ абразивной обработки, при котором детали сообщают пос- 5 тупательное перемещение относительно шлифовального круга, а вращающе-. муся шлифовальному кругу - радиальную подачу. Способ характеризуется многократным (в 100 и более раз) превышением скорости вращения шлифовального круга, определяющей скорость резания, над скоростью постулательного перемещения Г11 .
Такое соотношение скоростей, в особенности при плоском шлифовании ухудшает отвод стружки от режущих зерен шлифовального круга, ускоряет его засаливаемость. Особенно опасно 20 это явление при обработке вязких и цветных материалов. В итоге резко возрастает число правок и уменьшается съем металла в единицу времени.
Цель изобретения - повышение эффектгивности съема материала при увеличении стойкости шлифовального круга. . Это постигается тем, что скорость поступательного перемещения детали выбирают соизмеримой или равной ско- 30
рости вращения шлифовального круга при встречном их направлении.
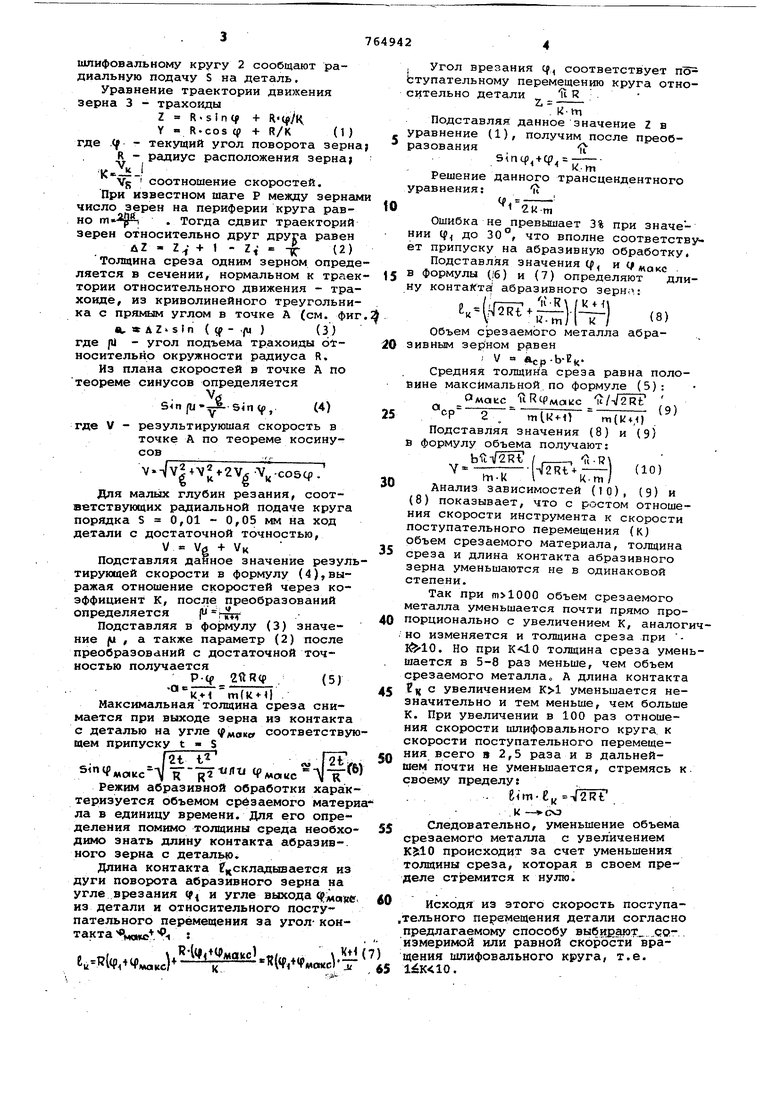
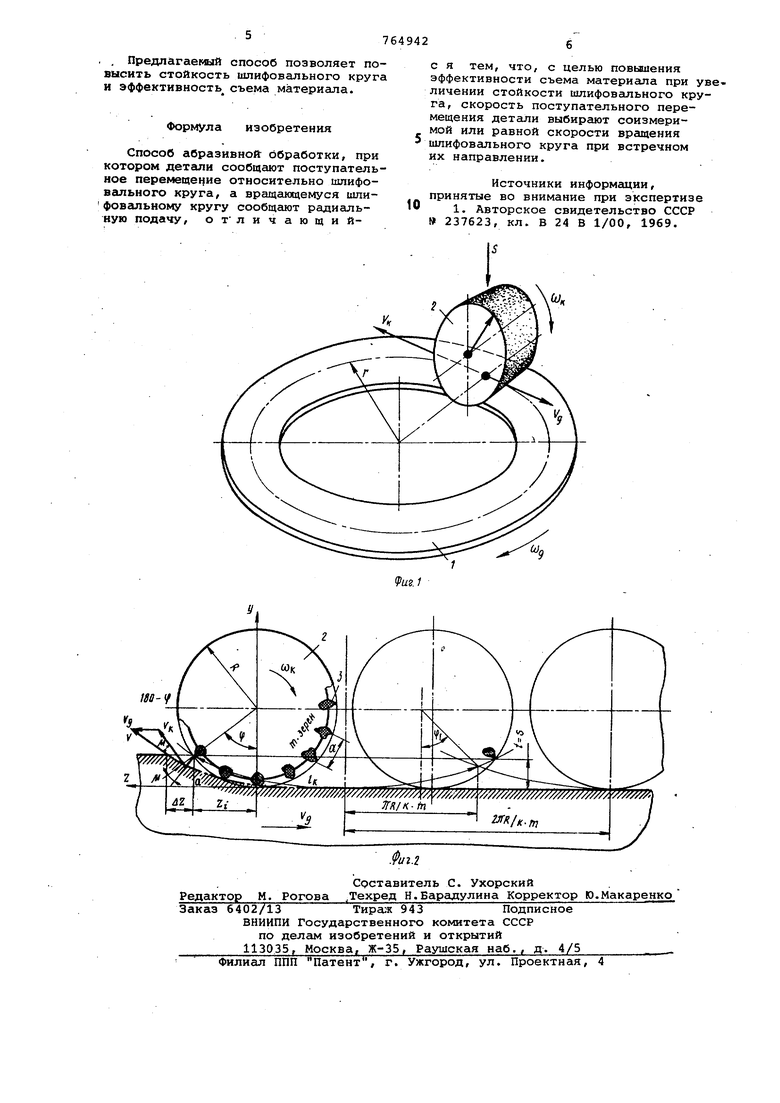
На фиг. 1 дана схема осуществления способа при поступательном перемещении плоской, детали по круговой траектории; на фиг. 2 - траектория движения абразивных зерен при плоском шлифовании.
Детали 1 в виде плоского кольца сообщают угловую скорость и g по круговой траектории, что соответствует средней скорости на среднем радиусе г кольца шириной В. Шлифовальный круг 2 установлен периферией параллельно торцовой поверхности детали 1 и вращается с частотойоЭц, обеспечивающей в зоне контакта с деталью скорость Vj, противоположно направленную к скорости детали Vg. Скорость вращения круга V,соизмерима или равна скорости поступательного перемещения детали Мл. Абсолютного равенства не может быть из-за практических условий шлифования: переменная скорость по ширине детали из-за переменного радиуса, колебание,частот вращения детали л7в и KpyraiO, вызываемое кинематическими погрешностями и силовым нагружением приводов. Для съема припуска по глубине детали шлифовальному кругу 2 сообщают радиальную подачу S на деталь, Уравнение траектории движения зерна 3 - трахоиды Z R.sincf + R(f:/K Y R.cos cp + R/K (1 ) где .(f - текущий угол поворота зерна R - радиус расположения зерна Vg соотношение скоростей. При известном шаге Р между зернам число зерен на периферии круга равно гя- . Тогда сдвиг траекторий зерен относительно друг друга равен uZ г + - Z,- - (2) Толщина среза одним зерном опреде ляется в сечении, нормальном к траек тории относительного движения - трахоиде, из криволинейного треугольника с прямым углом в точке А (см. фиг в, ж AZ S In ( (р - ./к ) (3) где /U - угол подъема трахоиды относительно окружности радиуса R. Из плана скоростей в точке А по теореме синусов определяется .-sjn {f . где V - результируюшая скорость в точке А по теореме косинусовv4v|+ t2V -V.co5(f. Для малых глубин резания, соответствующих радиальной подаче круга порядка S 0,01 - 0,05 мм на ход детали с достаточной точностью, V Vg + VK Подставляя данное значение резуль тирующей скорости в формулу (4), выражая отношение скоростей через коэффициент К, после преобразований определяется ju hrp}Подставляя в формулу (3) значение ju , а также параметр (2) после преобразований с достаточной точностью получается P-(f 2ftR(p (5) m{K + r Максимальная толщина среза снимается при выходе зерна из контакта с деталью на угле фд,в1с соответству щем припуску t - S fat t л I 2 ь и э пЧмо.)/ (f.с Режим абразивной обработки харак теризуется объемом србзаемого матер ла в единицу времени. Для его определения помимо толщины среда необхо димо знать длину контакта абразив-, ного зерна с деталью. Длина контакта ((Складывается из дуги поворота абразивного зерна на угле врезания tjf и угле выхода маке из детали и относительного поступательного перемещения за угол- контакта «VwHtc -I : e.-«W,«..f..VT , Угол врезания соответствует п тупательному перемещению круга относительно детали „ ft R Подставляя данное значение Z в уравнение (1), получим после преобразования-{5,,. Решение данного трансцендентного уравнения: н Ошибка не превышает 3% при значении (f до 30°, что вполне соответствую ет припуску на абразивную обработку. Подставляя значения q), и ам в формулы (6) и (7) определяют длину контакта абразивного зернп.Объем срезаемого металла абразивным зер(ном рр1вен V о аср-Ь-Е. Средняя толщина среза равна половине максимальной.по формуле (5): OMaiiC itR4Mat:c ii/T/2Rt 2 m(.k4-0 m{k4,) Подставляя значения (8) и (9) в формулу объема получают: r bfiJgRt: I , ..R у -. +,: m-k k. Анализ зависимостей (10), (9) и (8) показывает, что с ростом отношения скорости инструмента к скорости поступательного перемещения (к) объем срезаемого материала, толщина среза и длина контакта абразивного зерна уменьшаются не в одинаковой степени. Так при объем срезаемого металла уменьшается почти прямо пропорционально с увеличением К, аналогично изменяется и толщина среза при . Но при толщина среза уменьшается в 5-8 раз меньше, чем объем срезаемого металла А длина контакта ц с увеличением уменьшается незначительно и тем меньше, чем больше К. При увеличении в 100 раз отношения скорости шлифовального круга, к скорости поступательного перемещения всего S 2,5 раза и в дальнейшем почти не уменьшается, стремясь к своему пределу . ., -ШТ Следовательно, уменьшение объема срезаемого металла с увеличением КЯО происходит за счет уменьшения толщины среза, которая в своем пределе стремится к нулю. Исходя из этого скорость поступательного перемещения детали согласно предлагаемому способу выбикают, ..со- . измеримой или равной скорости вращения шлифовального круга, т.е. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ круглого шлифования | 1983 |
|
SU1117193A1 |
| Способ шлифования | 1989 |
|
SU1764953A1 |
| Способ шлифования кругом из синтетических сверхтвердых материалов | 1988 |
|
SU1645104A1 |
| Способ шлифования | 1985 |
|
SU1355457A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Способ шлифования магнитной головки | 1987 |
|
SU1458175A1 |
| СПОСОБ ШЛИФОВАНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2355551C1 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| Способ шлифования цилиндрической детали | 1987 |
|
SU1542782A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
