. 2; Устройство по п. 1, отличающееся тем, что гидроцилиндры окончательного прессования установлены по периметру станины пресса,а на их штоках закреплены спорые плиты.
3. Устройство по пп. 1 и 2, отличающееся тем, что каждая пресс-форма снабжена тремя упорами, два из которых расположены по краям нижнего ложемента, а третийна боковом ложементе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ | 1973 |
|
SU387828A1 |
| Станок для обработки деталей по контуру | 1980 |
|
SU935268A1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| Устройство для формовки полых изделий | 1987 |
|
SU1426738A1 |
| Устройство для изготовления гнутоклееных заготовок | 1983 |
|
SU1123851A1 |
| СПОСОБ ПОЛУСУХОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2378110C2 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ "ГЕЯ" | 1992 |
|
RU2063333C1 |
| Модульная установка прессования | 2023 |
|
RU2817195C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1995 |
|
RU2054354C1 |
| Пресс для высокочастотной сварки крупногабаритных изделий из термопластичных материалов | 1985 |
|
SU1366417A1 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТОКЛЕЕНЫХ БЛОКОВ, включающее основание, пресс со станиной, гидроцилиндры окончательного прессования. пресс-формы в виде нижнего и боковых ложементов, узел ТВЧ и привод, отличающееся тем, что, с целью повышения производительности и качества получаемых блоков, основание устройства снабжено направляюшими, на которых установлена кинематически связанная с приводом каретка с гидроцилиндрами предварительного прессования, на штоках которых закреплены рычаги, причем на каретке установлены две пресс-формы, нижние ложементы которых свободно лежат на каретке, а боковые ложементы закреплены на рычагах штоков гидроцилиндров предварительного прессования посредством штырей и эластичных втулок. (Л с: СП ;о о 4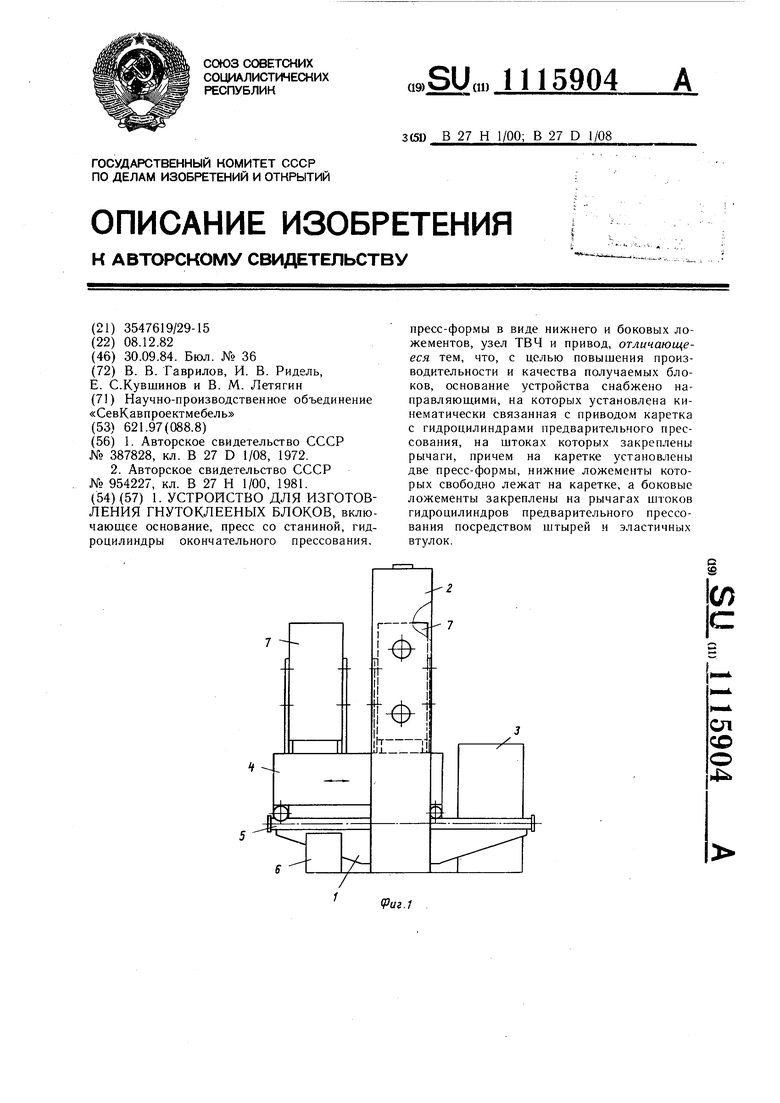
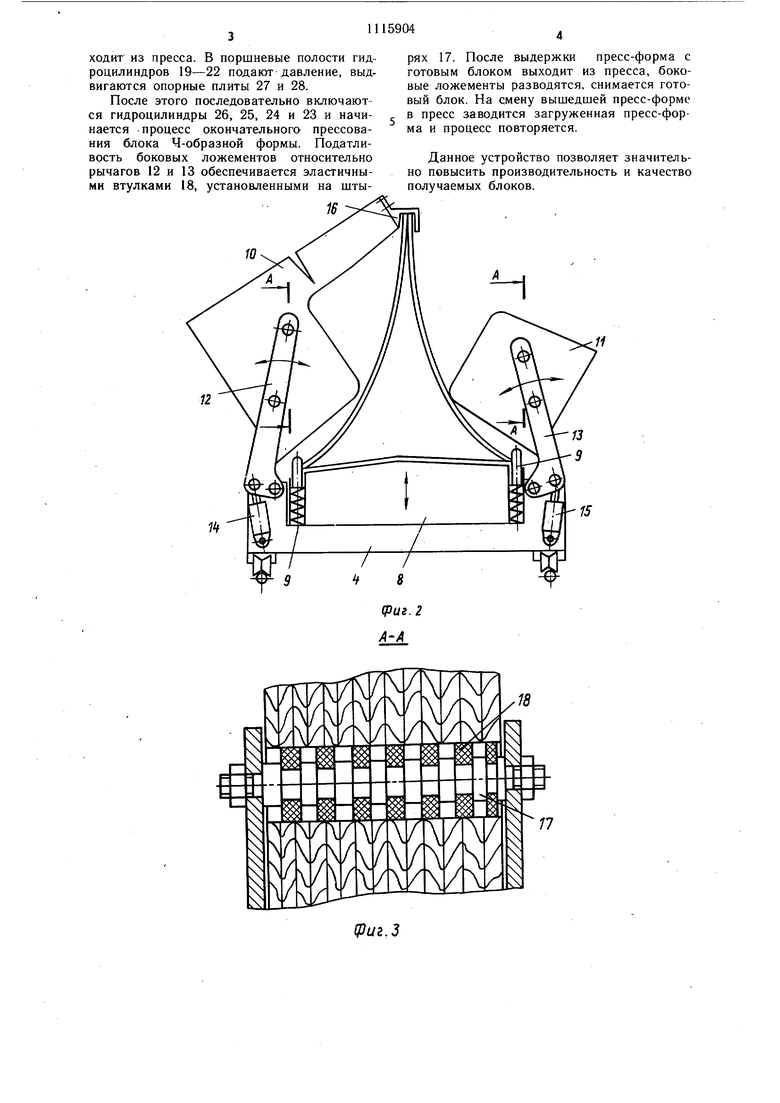
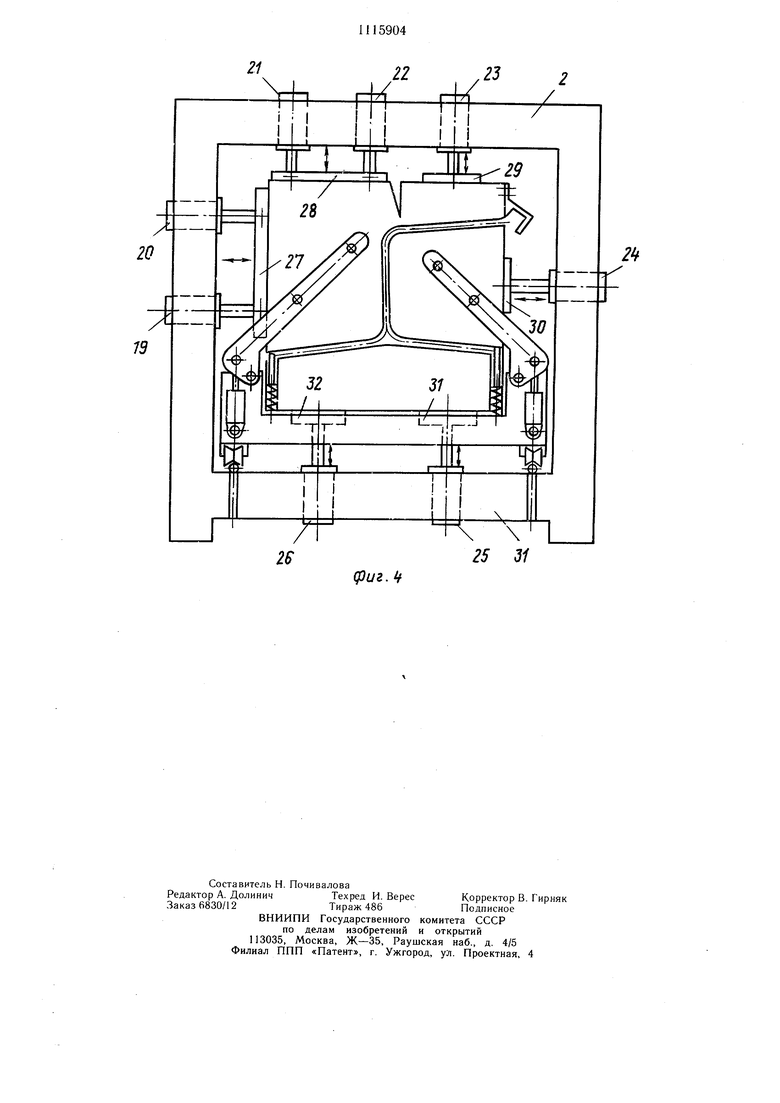
Изобретение относится к деревообраба тывающей промышленности и может быть использовано для изготовления гнутоклееных блоков Ч-образного профиля, применяемых в мебельной промышленности при производстве стульев. Известно устройство для изготовления гнутоклееных блоков, включаюш,ее гидропровод, гидроцилиндры, механизмы загрузки и выгрузки, узел ТВЧ 1. Недостатком этого устройства является то, что оно не может быть использовано для изготовления гнутоклееных блоков Ч-образного профиля. Известно также устройство для изготовления гнутоклееных блоков, включаюшее основание, пресс со станиной, гидроцилиндры окончательного прессования, пресс-формы в виде нижнего и боковых ложементов, узел ТВЧ и привод 2. Недостатками устройства являются невозможность получения на нем блоков Ч-образной формы из трех пакетов шпона, низкие производительность и качество получаемых из двух пакетов блоков, так как процесс укладки пакетов, смазки свободных их участков клеем, выгрузка готового блока (а этому мешают места соединения промежуточной пресс-формы с подвижной) происходит в устройстве в момент, когда оно не работает. Цель изобретения - повышение производительности и качества получаемых блоков. Указанная цель достигается тем, что в устройстве для изготовления гнутоклееных блоков, включающем основание, пресс со станиной, гидроцилиндры окончательного прессования, пресс-формы в виде нижнего и боковых ложементов, узел ТВЧ и привод, основание снабжено направляющими, на которых установлена кинематически связанная с приводом каретка с гидроцилиндрами предварительного прессования, на штоках которых закреплены рычаги, причем на каретке установлены две пресс-формы, нижние ложементы которых свободно лежат на каретке, а боковые ложементы закреплены на рычагах штоков гидроцилиндров предварительного прессования посредством штырей и эластичных втулок, а гидроцилиндры окончательного прессования установлены по периметру станины пресса и на их штоках закреплены опорные плиты, при этом каждая пресс-форма снабжена тремя упорами, два из которых расположены по краям нижнего ложемента, а третийна боковом ложементе. На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - комплект пресс-формы по позиции загрузки и предварительного прессования; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4-- комплект пресс-формы по позиции окончательного прессования. Устройство для изготовления гнутоклееных блоков состоит из основания 1, пресса 2, узла ТВЧ 3, каретки 4, которая установлена на направляюших 5 основания и получает прерывистое движение, например возвратно-поступательное, от привода 6. На каретке установлено две пресс-формы 7. Каждая из пресс-форм состоит из нижнего ложемента 8 с двумя подпружиненными упорами 9 и двух боковых ложементов 10и 11, которые установлены соответственно на рычагах 12 и 13 и получают движение от гидроцилиндров предварительного прессования 14 и 15. На боковом ложементе 10 установлен жесткий регулируемый упор 16. Рычаги соединены с боковыми ложементами посредством штырей 17 и эластичных втулок 18. По периметру пресса 2 установлены гидроцилиндры окончательного прессования 19-26 с опорными плитами 27-32. Опорные плиты 27 и 28 являются базовыми. Устройство работает следующим образом. На позиции загрузки и предварительного прессования в пресс-форму 7 с разведенными боковыми ложементами 10 и 11устанавливают набранные пакеты шпона. Пакеты фиксируются с помощью двух упоров 9 и жесткого упора 16 в форме треугольника. Затем подают давление в поршневые полости гидроцилиндров предварительного прессования 14 и 15. Рычаги 12 и 13 опускают боковые ложементы и происходит процесс предварительного прессования. Каретка 4, получающая движение от привода 6, заводит загруженную пресс-форму в пресс 2. Пресс-форма с готовым блоком выходит из пресса. В поршневые полости гидроцилиндров 19-22 подают давление, выдвигаются опорные плиты 27 и 28. После этого последовательно включаются гидроцилиндры 26, 25, 24 и 23 и начинается процесс окончательного прессования блока Ч-образной формы. Податливость боковых ложементов относительно рычагов 12 и 13 обеспечивается эластичными втулками 18, установленными на шты18
(риг.З рях 17. После выдержки пресс-форма с готовым блоком выходит из пресса, боковые ложементы разводятся, снимается готовый блок. На смену вышедшей пресс-форме в пресс заводится загруженная пресс-форма и процесс повторяется. Данное устройство позволяет значительно повысить производительность и качество получаемых блоков.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРЕСС ДЛЯ | 0 |
|
SU387828A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс для изготовления гнутоклееных заготовок | 1981 |
|
SU954227A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
