(54) СТАНОК ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ПО КОНТУРУ
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| МНОГОПИЛЬНЫЙ СТАНОК)ЗНАЯ•^'^-' -,.._,-,ti^i, >&'ffisv>&jo/ '^;Д. л HAh! IhttlUiiV ••^^•••'- j.*..•- —-Ч Г ЛI | 1972 |
|
SU331887A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2200087C1 |
| МНОГОПИЛЬНЫЙ СТАНОК | 1972 |
|
SU425780A1 |
| Станок для изготовления изделий из древесины | 1980 |
|
SU882742A1 |
| Многопильный станок для распиловки гнутоклееных блоков | 1980 |
|
SU1007976A1 |
| ДВУХПИЛЬНЫЙ РАСКРОЕЧНЫЙ СТАНОК | 2017 |
|
RU2664321C1 |
| Устройство для изготовления трапецеидальных дистанционных реек индукционных аппаратов | 1988 |
|
SU1576912A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ ПОПЕРЕК ВОЛОКОН В ДВУХ И БОЛЕЕ ПЛОСКОСТЯХ РАЗЛИЧНЫХ ФОРМ ПОПЕРЕЧНЫХ СЕЧЕНИЙ | 2012 |
|
RU2516781C1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
1
Йзобретецие относится к деревообрабатьшающей промышленности и может быть использованоВ станках для обработки гнутоклееных деталей по контуру.
Изв естен станок для обработки деталей по контуру содержащий станину, на которой установлен имеющий механизм разворота, поворотный стол со съемным ложементом, рабочая поверхность которого идентична поверхности заготовок, установленные с возможностью перемещения относительно заготовок режущие инструменты и механизм прижима заготовок, установленный между режущими инструментами над ложементом, причем рабочая поверхность прижима выполнена идентично поверхности заготовок 1.
Известный станок имеет низкую производительность из-за медленного разворота стола червячной передачей и необходимости производить смену копира при изменении обрабатываемого контура. Цель изобретения - повыщение произво-, дительности станка.
Цель достигается тем, что станок снабжен механизмом подачи, выполненным в
виде подвижной каретки, на которой установлен стол, причем механизм разворота стола выполнен в виде пневмоцилиндра, закрепленного на каретке и шарнирно связанного со столом, при этом механизм прижима заготовок также закреплен на каретке.
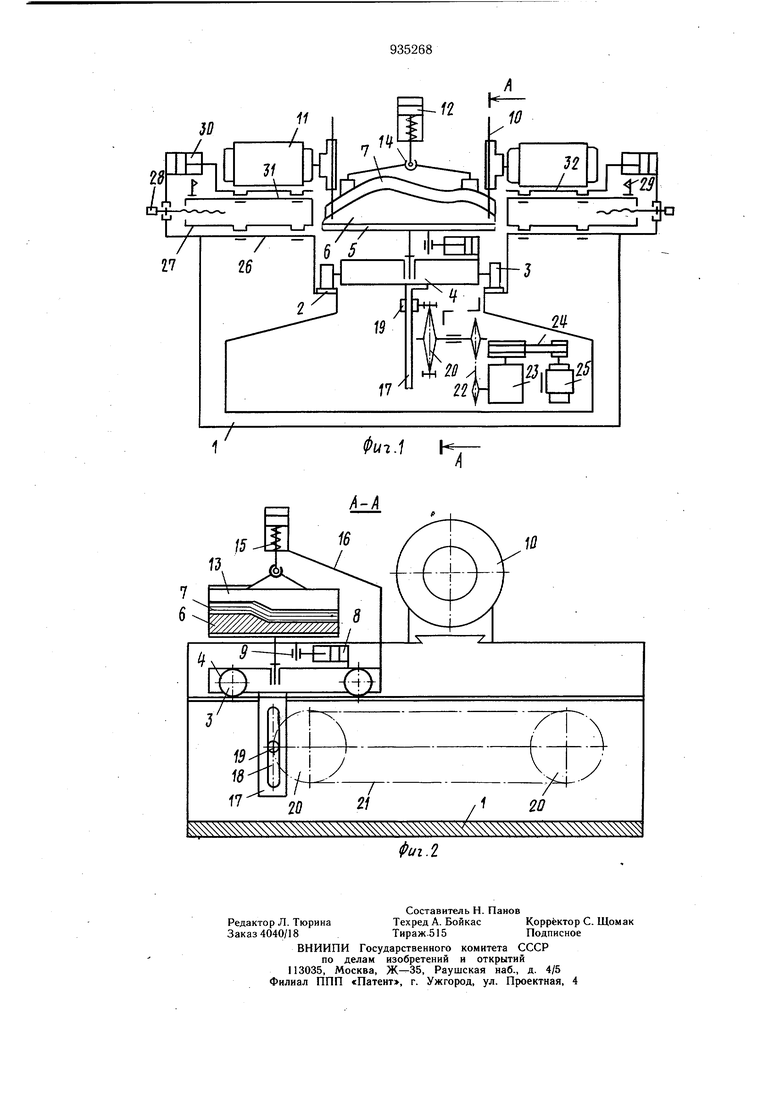
На фиг. 1 изображен станок, общий вид; нафиг. 2 - разрез А-А на фиг. 1.
На станине 1 на направляющих 2 с помощью роликов 3 установлен механизм подачи, выполненный в виде подвижной каретки 4, на которой расположен с возможностью разворота относительно вертикальной оси стол 5 со съемным ложементом 6, рабочая (верхняя) поверхность которого
j выполнена идентично профилю пакета заготовок 7. На каретке 4 закреплено устройство для разворота стола 5, выполненное в виде пневмоцилиндра 8 и связанного с помощью щарнира 9 со столом 5. С противоположных сторон ложемента 6 расположены дисковые
20 пилы 10, приводимые во вращательное движение автономными электродвигателями 11. Над ложементом 6 Между пилами 10 установлен механизм прижима, выполненный в виде пневмоцилиндра 12 с прижимами 13, которые с помощью шарнира 14 связаны со штоком пневмоцилиндра 12. На его штоке установлена-пружина 15. Механизм прижима с помощью кронштейна 16 закреплен на каретке 4. К нижней части каретки 4 закреплен кронштейн 17, имеющий прорезь 18, 6 которой подвижно помеш,ен палец 19, закрепленный на звездочке 20, которая связана с помощью цепи 21 и цепной-передачи 22 с редуктором 23, последний связан клиноременной передачей 24 с электродвигателем 25. На направляющих 26, закрелленных на боковых сторонах станины 1, установлены рамы 27 с винтами 28, упорами 29, пневмоцилиндрами 30 и направляющими 31, на которых установлены плиты 32 с закрепленными на них электродвигателями II. Станок работает следующим образом. На ложемент 6 стола 5 укладывают пакет заготовок 7. Пневмоцилиндром 12 через шарнир 14 и прижимы 13 фиксируют на ложементе 6 пакет заготовок. Базой при фиксации пакета заготовок 7 служит соответствующая конфигурация ложемента -6 и заготовок 7. При включении электродвигателя 25 крутящий момент передается к пальцу 19 посредством клиноременной Передачи 24, редктора 23, цепной передачи 22 и звездочки 20. При этом палец 19, расположенный в прорези 18 кронштейна 17, передвигает каретку 4 в зону пил 10. Одновременно с включением электродвигателя 25 включают и электродвигатели И, на валах которых установлены пилы 10. Заготовки 7, зафиксированные на ложементе 6, стол 5 и каретка 4 перемещаются в крайнее заднее положение. При этом заготовки 7 опилива-. ются с двух сторон. После выхода каретки 4 из зоны работы пил 10 включают пневмоцилиндр 8, который своим штоком посредством шарнира 9 разворачивает стол 5 с ложементом 6 и пакетом заготовок 7 на 90° Причем одновременно с включением пневмоцилиндра 8 йключают в работу пневмоцилиндры 30, которые по направляющем 31 отводят электродвигатели Не пилами 10 до перенастраиваемых упоров 29. При движении каретки 4 в исходное положение происходит опиливание заготовок 7 с двух оставшихся других сторон. После возврата каретки 4 в исходное положение пневмоцилиндрами 30 плиты 32 с закрепленными на них электродвигателями 11 Пилами 10 возвращаются в исходное положение, пневмоцилиндр 8 Поворачивает стол 5 с ложементом 6 и зафиксированными на-нем заготовками 7 в первоначальное положение, ,сбрасывается давление из пневмоЦилиндра 12 и пружиной 15 прижим 13 поднимается, освобождая опиление заготовки 7, после чего они снимаются с ложемента. С помощью винтов 28 устанавлива-. ют и фиксируют положения пил на заданный размер опиливания заготовок 7. Управление станком осуществляется средствами автоматики (не показаны). Кроме того, станок может работать в полуавтоматическом и ручном режимах. Формула изобретения Станок для обработки деталей по контуру, содержащий станину, на которой установлен имеющий механизм разворота, поворотный стол со съемным ложементом, рабочая поверхность которого идентичнаповерхности заготовок, установленные с возможностью перемещения относительно заготовок режущие инструменты и механизм прижима заготовок, установленный между режущими инструментами над ложементом, причем рабочая поверхность прижима выполнена идентичной поверхности заготовок, отличающийся -тем, что, с целью повыщения производительности станок снабжен механизмом подачи, выполненным, в виде пневмоцилиндра, закрепленного на каретке и шарнирно связанного оо столом, при этом механизм прижима заготовок также закреплен на каретке. Источники информации, принятые во .внимание при экспертизе 1. Станок для фрезерования и шлифова-. ния кромок сидений и спинок стульев мод. СТ414. Руководство . по эксплуатации. М., ВНИИДМАШ, 1976.
