СП
со
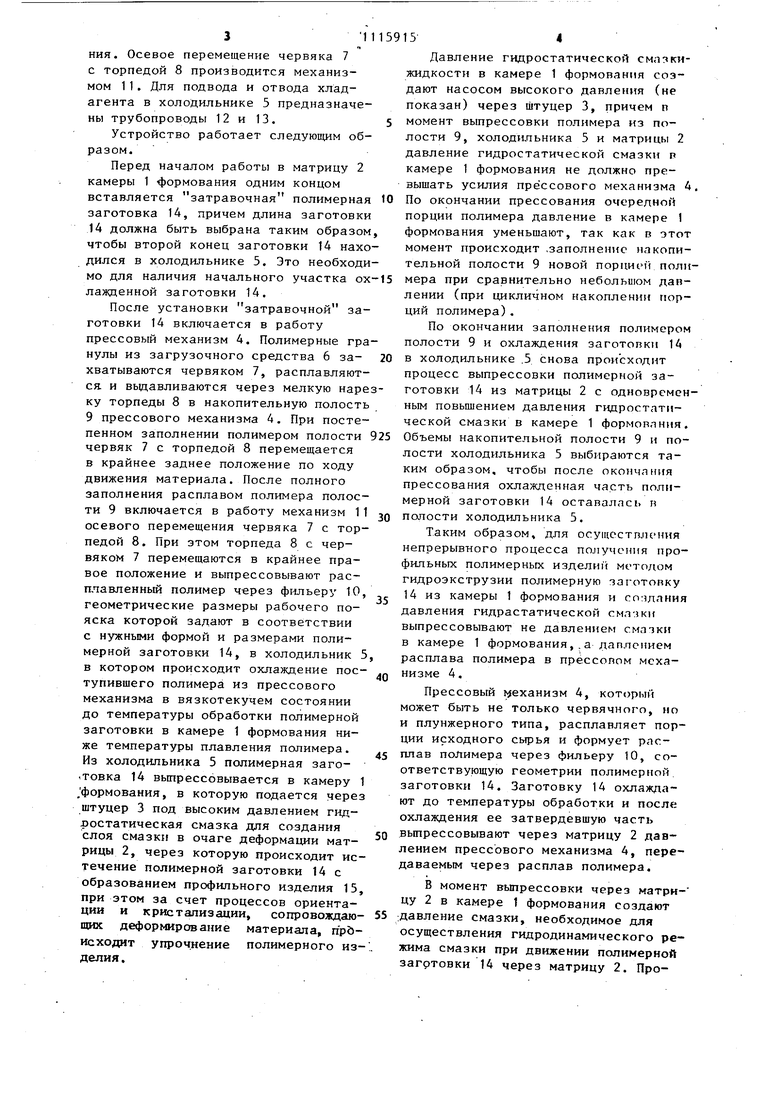
О1 Изобретение относится к переработ ке полимерных материалов в химической промышленности путем получения методом гидроэкструзии высокопрочных профильных полимерных материалов. Известно устройство для переработ ки термопластичных полимеров экструзией, содержащее экструдер с фильерой, соответствующей форме изделия. В устройстве осуществляют формование материала, нагретого выше температуры плавления, через филь еру соответствующей формы. Давление процесса экструзии колеблется в зависимости от перерабатываемого полимерного материала 5-50 МПа 1. Недостаток известного устройства заключается в том, что оно не позволяет получить экструдант с высокими механическими свойствами из-за отсутствия ориентации полимера. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для переработки термопластичных поли меров гидроэкструзией, содержащее ка меру формования, снабженную штуцером .подачи под давлением гидростатической смазки и матрицей, размещенной на выходном участке камеры формования. В устройстве полимерную заготов ку, предварительно полученную, например, экструзией и механической об работкой, вставляют обработанным кон цом в матрицу и замыкают камеру формования. При подаче жидкости в камеру формования на полимерную заготовку, нагретую до температуры обработки ниже температуры плавления, с боковой поверхности действует гидроста тическое давление жидкости, образующ смазочную пленку на поверхности матрицы, а с торцовой поверхности - осе вое усилие выпрессовки заготовки жидкостью высокого давления, что поз воляет получать высокопрочные полимерные изделия zj. Недостатком этого устройства является цикличность работы, связанная с необходимостью разборки камеры фор мования, сбросом давления жидкости, удаления из матрицы остатка непроэкструдированной полимерной заготовки установкой заготовки в камере фор мования для обеспечения следующего цикла гидроэкст рузии. Кроме того, подготовка заготовки является трудо52емким процессом, включающим в себя такие операции, как прессование заготовки из расплава, охлаждение, механическая обработка, последующая термообработка в камере формования. Указанные недостатки снижают производительность устройства и повышает трудоемкость процесса, имеющего перерывы в работе перед осуществлением нового цикла гидроэкструзии и требующего значительного времени на перезарядку устройства. Цель изобретения - повышение производительности устройства и снижение трудоемкости процесса за счет сокращения времени на получение заготовки и подачи ее в камеру формования. Указанная цель достигается тем, что устройство для переработки термопластичных полимеров гидроэкструзией, содержащее камеру формования, снабженную штуцером подачи под давлением гидростатической смазки и матрицей, размещенной на выходном участке камеры формования, снабжено соединенным с входом камеры формования холодильником с фильерой подачи заготовки из расплава, которая размещена соосно матрице камеры формования. Благодаря наличию холодильника с фильерой подачи заготовки из расплава, соединенного с камерой формования, обеспечивается непрерывная подачи термообработанной заготовки в камеру формования при исключении операций нагрева и механической обработки, а также исключения необходимости размыкания и смыкания камеры формования. На чертеже показано устройство,, общий вид. Устройство содержит камеру 1 формования, матрицу 2, размещенную на выходном участке камеры 1, штуцер 3 подачи под давлением гидростатической смазки. К камере 1 формования присоединены прессовый механизм 4, выполненный, например, в виде червячной машины, и холодильник 5, соединенный с входом камеры формования. Прессовый механизм 4 имеет загрузочное средство 6, червяк 7 с торпедой 8, имеющей мелкую нарезку, накопительную полость 9. Холодильник 5 сообщен посредством фильеры 10 для подачи заготовки из расплава с прессовым механизмом 4. Фильера 10 размещена соосно матрице 2 камеры 1 формования. Осевое перемещение червяка 7 с торпедой 8 производится механизмом 11. Для подвода и отвода хладагента в холодильнике 5 предназначены трубопроводы 12 и 13.
Устройство работает следующим образом.
Перед началом работы в матрицу 2 камеры 1 формования одним концом вставляется затравочная полимерная заготовка 14, причем длина заготовки 14 должна быть выбрана таким образом, чтобы второй конец заготовки 14 находился в холодильнике 5. Это необходиМО для наличия начального участка ох лажденнои заготовки затравочной После установки готовки 14 включается в работу прессовый механизм 4. Полимерные гра нулы из загрузочного средства 6 захватываются червяком 7, расплавляются и вьщавливаются через мелкую наре ку торпеды 8 в накопительную полость 9 прессового механизма 4. При постепенном заполнении полимером полости червяк 7 с торпедой 8 перемещается в крайнее заднее положение по ходу движения материала. После полного заполнения расплавом полимера полости 9 включается в работу механизм 1 осевого перемещения червяка 7 с торпедой В. При этом торпеда 8 с червяком 7 перемещаются в крайнее правое положение и выпрессовывают расплавленный полимер через фильеру 10 геометрические размеры рабочего пояска которой задают в соответствии с нужными формой и размерами полимерной заготовки 14, в холодильник в котором происходит охлаждение поступившего полимера из прессового механизма в вязкотекучем состоянии до температуры обработки полимерной заготовки в камере 1 формования ниже температуры плавления полимера. Из холодильника 5 полимерная заго.товка 14 выпрессовывается в камеру /формования, в которую подается через штуцер 3 под высоким давлением гидростатическая смазка для создания слоя смазки в очаге деформации матрицы 2, через которую происходит ис течение полимерной заготовки 14 с образованием профильного изделия 15 при этом за счет процессов ориентации и кристапизации, сопровождающих деформирование материала, прйисходит упрочнение полимерного из делия.
Давление гидростатической смат кижидкости в камере 1 формования создают насосом высокого давления (не показан) через штуцер 3, причем п момент выпрессовки полимера из полости 9, холодильника 5 и матрицы 2 давление гидростатической смазки п камере 1 формования не должно превышать усилия прессового механизма 4, По окончании прессования очерелной порции полимера давление в камере 1 формования уменьшают, так как в этот момент происходит .заполнение накопительной полости 9 новой ПОРЦИ(.М( ПОЛИмера при сравнительно небольшом давлении (при цикличном накоплении порций полимера). По окончании заполнения полимером полости 9 и охлаждения заготовки 14 в холодильнике .5 снова происходит процесс выпрессовки полимерной заготовки 14 из матрицы 2 с одновременным повьш1ением давления гидростатической смазки в камере 1 формоплния. Объемы накопительной полости 9 и полости холодильника 5 выбираются таким образом, чтобы после окончания прессования охлажденная часть полимерной заготовки 14 оставалась п полости холодильника 5. Таким образом, для осуществления непрерывного процесса получсчшя профильных полимерных изделий методом гидроэкструзии полимерную заготовку 14 из камеры 1 формования и соидлния давления гидрастатической см.тлки выпрессовывают не давлением смазки в камере 1 формования,.а даплсмием расплава полимера в прессопом механизме 4. Прессовый г еханизм 4, который может быть не только червячного, но и плунжерного типа, расплавляет порции исходного сырья и формует расплав полимера через фильеру 10, соответствующую геометрии полимерной заготовки 14. Заготовку 14 охлаждают до температуры обработки и после охлаждения ее затвердевшую часть вьшрессовывают через матрицу 2 давлением прессового механизма 4, передаваемым через расплав полимера. В момент выпрессовки через матрнцу 2 в камере 1 формования создают ;давление смазки, необходимое для осуществления гидродинамического режима смазки при движении полимерной заготовки 14 через матрицу 2. Процесс вьщавливания полимера через матрицу 2 происходит с температурою ниже температуры плавления и при это за счет процессов ориентации и кристаллизации, сопровождакицих процесс деформирования, происходит упрочнение изделия. Таким образом, данное устройство обеспочивает получение заготовки из расплава и непрерывную подачу ее в камеру формования при ис ключении промежуточных операций нагрева и механической обработки. Пример 1. При непрерывной гидроэкструзии стержня полиэтилена диаметром 7 мм, скоростью см/ми при температуре заготовки С давление подводимой жидкости в каме высокого давления достигает величин Р 80 МПа, а усилие прессования прессового механизма Р 1000 кг. Пример 2. То же, что пример 1, но Т 100 С. При этом 60 МПа, РПР 800 кг. Данное устройство обеспечивает раздельное задание давлений выпрессовки и смазки в процессе гидроэкструзии, поскольку усилие прессовани создается расплавом, а гидростатиче кая смазка создает смазочньм слой и всестороннее гидростатическое сжати заготовки. .Давление гидростатическо ,смазки должно быть соизмеримо с давлением прессования так, чтобы заготовка не потеряла устойчивости, материал был под всесторонним гидростатическим давлением, в ином случае он разрушится в матрице из-за сдвига, а также должна быть образована разделительная смазочная пленка. Температура при гидроэкструзии определяет усилие прессования и механические свойства экструдата. Для различных материалов они могут отличаться, но всегда должны быть ниже температуры плавления. Таким образом, предложенное устройство обеспечивает повышение производительности устройства гидроэкструзии полимеров, устраняющего перезарядку камеры формования, создание устройства с раздельным заданием усилия прессования через матрицу и давления формования в камере для обеспечения гидродинамической смазки, получение высокопрочных профильных полимерных изделий из гранул, минуя промежуточные технологические операции, уменьшение трудоемкости процесса изготовления полимерных заготовок, так как требуется всегда одна затравочная заготовка на начальной стадии процесса и работы устройства.

УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ ГИДРОЭКС ТРУЗИЕЙ, содержащее камеру формования , снабженную штуцером подачи под давлением гидростатической смазки и матрицей, размещенной на выходном участке камеры формования, отличающееся тем, что, с целью повышения производительности устройства и снижения трудоемкости процесса за счет сокращения времени на получение заготовки и подачи ее в камеру формования, устройство снабжено соединенным с входом камеры формования холодильником с фильерой подачи с ts заготовки из расплава, которая размещена соосно матрице камеры формования. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Торнер Р.В | |||
| Теоретические основы переработки полимеров | |||
| М., Химия, 1977, с | |||
| Стеклографический печатный станок с ножной педалью | 1922 |
|
SU236A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Уорд И.М | |||
| Структура и свойства сверхвысокомодульных полимеров | |||
| -, Высокомолекулярные соединения | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| А, т | |||
| XXI, № 11, с | |||
| Сигнальное приспособление, указывающее предельный уровень жидкости в баке | 1925 |
|
SU2557A1 |
