Изобретение относится к машиностроению, в частности к способам упр няющей обработки поверхности деталей машин, работающих при повьшенных нагрузках.. Известен способ дробеструйного упрочнения путем поверхностного пластического деформирования детали при столкновении шариков (дроби) с обрабатываемой поверхностью Д1. Недостатками данного способа явля ются сравнительно низкие уровень и глубина залегания остаточных напряжений, резкое их возрастание в небольшом поверхностном слое, а снижение чистоты обрабатьгеаемой поверхности rta 2-3 класса. Наиболее близким к изобретению по технической сущности и достигаемо му результату является способ поверх ностного упрочнения деталей из электропроводного материала (стали) импульсным магнитным полем, заключающийся в том, что деталь помещают внутрь цилиндрического индуктора и обрабатывают импульсным магнитным полем, обеспечивающим нагрев детали и прохождение фазовых превращений 2 Недостатком известного способа является то, что при обработке немагнитных материалов импульсы магнитного поля вызьшают в материале напряжения, превьш1а;ощие предел прочности на сдвиг и приводящие к разруш нию детали. Целью изобретения является повышение несущей способности детали за . счет повьщ1ения поверхностной прочности. Поставленная цель достигается тем что согласно способу обработки деталей из электропроводного материала, преимущественно немагнитного, включающему воздействие импульсным магнитным полем с заданной напряженностью и частотой колебаний, на де742таль воздействуют магнитным полем с напряженностью и частотой, обеспечивающими возникновение в детали пондеромоторных сил, выбывающих пластическую деформацию материала, При упрочнении деталей трубчатой формы напряженность Н и частоту { поля определяют из магнитного поля определяют из выра2 г г жения 0 4j4-H-T/t Л(чk/ч/чо f/ предел текучести на сдвиг, Т,,и Т - внутренний и наружный радиусы детали; / и j4o - магнитная проницаемость материала и изолирующего зазора между деталью и индуктором; . j - удельное электросопротивление материала. Обработка детали магнитным полем с напряженностью и частотой, вызываюшими пластическую деформацию материала, обеспечивает увеличение уровня и глубины залегания остаточных напряжений, а также повьш1ает степень наклепа деформированного материала без механического поврезкдения поверхности детали. Пример. В таблице приведены примеры обработки образцов трубчатой формы (диаметр внутренний 48 мм, диаметр наружный 84 мм), изготовленных из алюминиевого сплава АМЦ, меди М2 и магниевого сплава МА-1 по предложенному и известному способам. Как следует из приведенных в таблице данных, предложенный способ обработки деталей из электропроводного материала, преимущественно немагнитного, позволяет повысить прирост напряжения начала течения деформированных поверхностных слоев до 70-156% для различных материалов.
Предло-,
женный АМц5-10
М25-1П
МА-15-1052,1 1,56 78,1 0,7 127,0 0,9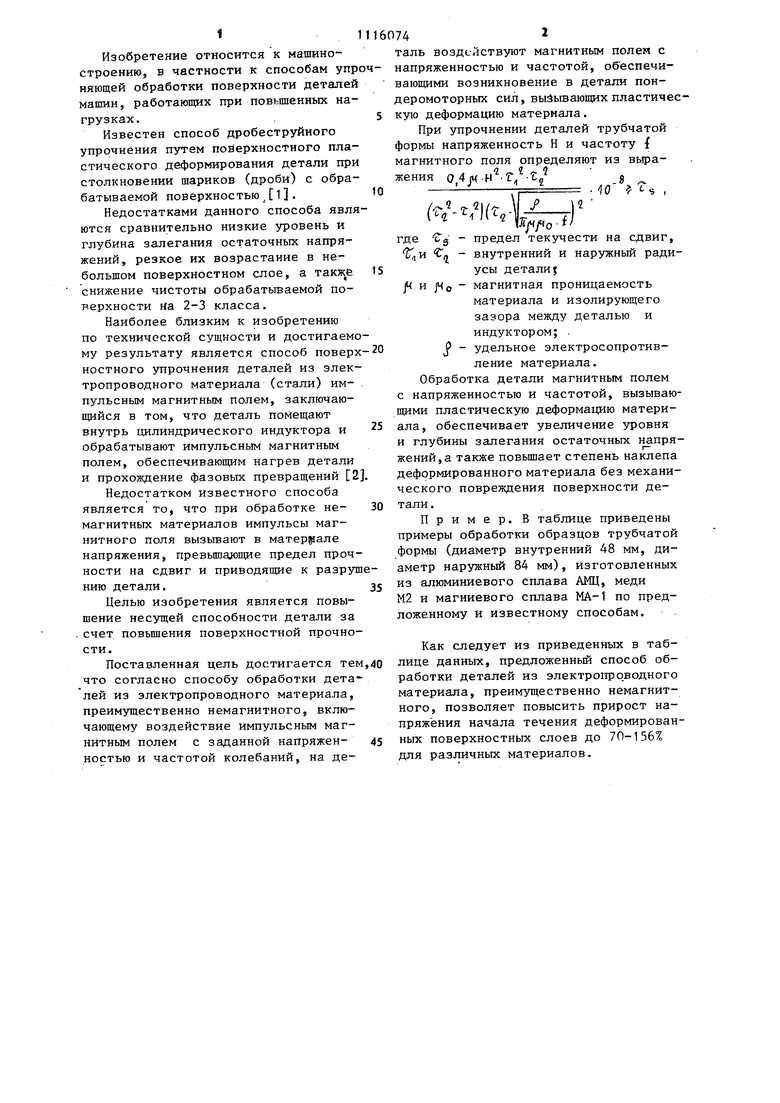
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки изделий | 1990 |
|
SU1759947A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ ИЗ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2320984C1 |
| Способ поверхностного упрочнения деталей | 1978 |
|
SU749915A1 |
| Способ получения пористых покрытий из металлического порошка | 1981 |
|
SU959925A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ЭЛЕКТРОМАГНИТНОЙ ВЫТЯЖКИ И УСТРАНЕНИЯ ВМЯТИН | 2013 |
|
RU2558700C2 |
| Способ повышения прочности детали с покрытием | 2016 |
|
RU2625508C1 |
| Способ упрочнения металлических изделий поверхностным пластическим деформированием | 2024 |
|
RU2832500C1 |
| Способ вибродеформационной обработки | 1990 |
|
SU1754330A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНЫХ СЕКЦИЙ | 2003 |
|
RU2232450C1 |
| СПОСОБ И УСТРОЙСТВО ВИБРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2374061C2 |
1. СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ЭЛЕКТРОПРОВОДНОГО МАТЕРИАЛА, преимущественно немагнитного, включающий воздействие импульсным магнитным полем с заданной напряженностью и частотой колебаний, отличающийся тем, что, с целью повышения несущей способности детали з счет повышения поверхностной прочности, воздействуют магнитным полем с напряженностью и частотой, обеспечивающими возникновение в детали пондеромоторных сил, вызывающих пластическую деформацию материала, 2, Способ по п. 1, отличающийся тем, что при упрочнении деталей трубчатой формы напряженность Н и частоту f магнитного поля определяют из выражения - о..н.гЛг/ 10 Г С-с С-1 -11(I z г М II 14 N „ f / где Lg- предел текучести на сдвиг, (Л внутренний и наружный радиусы детали , магнитная проницаемость материала и изолирующего зазора между деталью и индуктором; f - удельное электросопротивление материала, СГ5 о 4;;
2-10
185ПООАМц250000
Разрушение детали
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Упрочнение деталей из жаропрочных и титановых сплавов | |||
| М., Машиностроение, 1971, с, 63-91, 2, Авторское свидетельство СССР № 439529, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
