(П
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки чугуна | 1983 |
|
SU1122705A1 |
| Смесь для обработки чугуна | 1990 |
|
SU1735422A1 |
| МОДИФИЦИРУЮЩАЯ СМЕСЬ | 2002 |
|
RU2226554C1 |
| Способ обработки чугуна | 1981 |
|
SU988875A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2015 |
|
RU2588965C1 |
| Модификатор для чугуна | 1988 |
|
SU1585370A1 |
| ГРАФИТИЗИРУЮЩИЙ МОДИФИКАТОР | 1992 |
|
RU2049114C1 |
| МОДИФИКАТОР ЛИТЕЙНОГО ЧУГУНА И СПОСОБ ПРОИЗВОДСТВА МОДИФИКАТОРА ЛИТЕЙНОГО ЧУГУНА | 2017 |
|
RU2701587C1 |
| Состав для модифицирования поверхности отливок в литейных формах | 1985 |
|
SU1297982A1 |
| ПСЕВДОЛИГАТУРА | 2016 |
|
RU2639186C2 |
СМЕСЬ ДЛЯ ОБРАБОТКИ ЧУГУНА, включающая сурьму и алюминий, о тличающаяся тем, что, с целью уменьшения зоны междендритного графита в роверхностных слоях по периметру заготовок и продления времени действия эффекта модифицирования, она дополнительно содержит порошок графита при следующем соотношении компонентов, мае. %: Сурьма10-40 Порошок графита 10-40, АлюьмнийОстальное
9
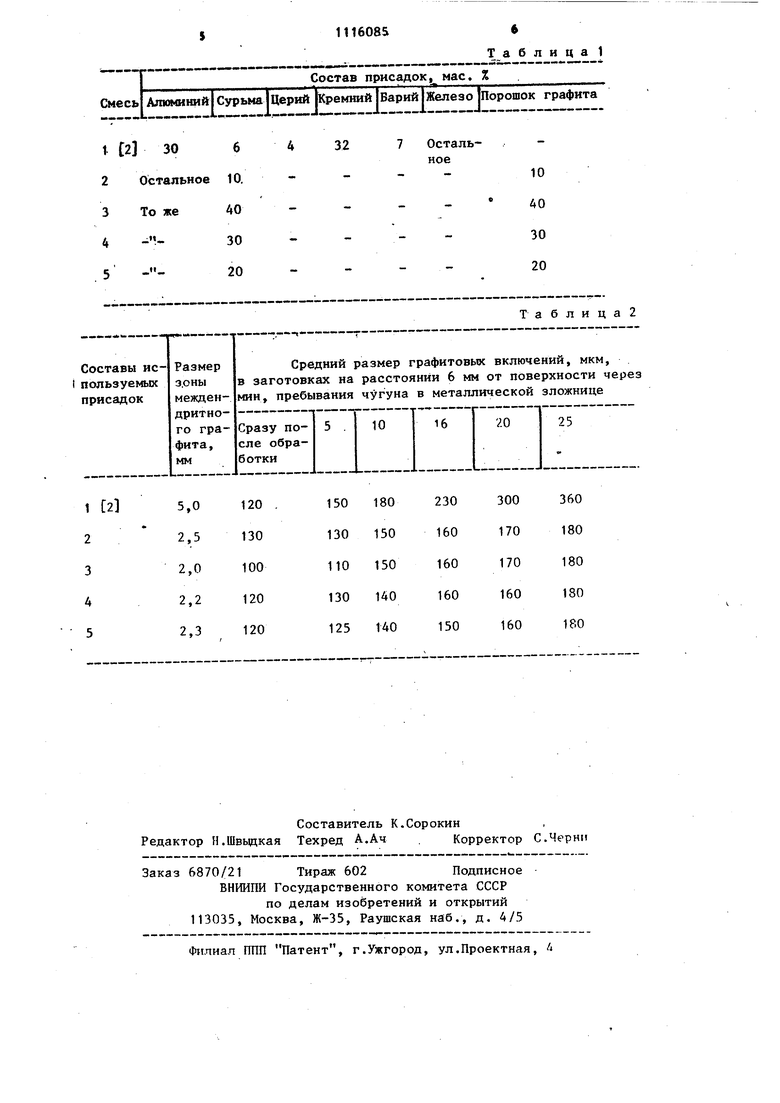
о эо :п 1 1 Изобретение относится к литейному производству, преимущественно к составам для обработки чугуна, и может быть использовано для улучшения качества литого материала при производ стве изделий методом непрерывного литья. Известно использование для обработки чугуна комплексной добавки, содержащей модифицирукшще и легирующие элементы, такие как алкминий, кальций t РЗМ, сурьма l. Однако известная добавка не обес печивает получения в поверхностньк зонах непрерьгонолитых заготовок требуемой формы и размеров графитовых включений, что вызывает повышенный припуск на механическую обработку. Наиболее близким к изобретению по составу, технической сущности и достигаемому эффекту является модификатор 2 следующего состава, мае. %: церий 2-5; алюминий 20-30; кремний 30-35; сурьма 6-10; барий и железо остальное. Известный модификатор обладает достаточным эффектом для стабилизации перлитной составляющей металлической матрицы и увеличения в ней количества перлита при его расходе 0,8-1,0% от веса жидкого чугуна. Пр этом при значительном влиянии йзвес ного модификатора на структуру мета лической матрицы не наблюдается заметного влияния его на форму и размер графитовых включений. Это связа но с теплофизическими особенностями процесса непрерывного литья. В поверхностных слоях непрерывнолитой з готовки на глубине 4-6 мм п0 всему периметру от поверхности, контактирующей с охлаждаемой графитовой вставкой кристаллизатора, превалиру ет зона междендритного и междендрит но-точечного графи.та с размерами 15-30 мкм. Для изделий (например, накладных направляющих металлорежущих станков, изготавливаемых методо непрерывного литья, и других деталей ответственного назначения), работающих в условиях трения скольже ния, такая форма графита поверхност ной зоны является дефектной, так ка снижает их износостойкость. Эту зону назначают как припуск на механическую обработку. Кроме того, обработка чугуна известным модификаторо не обеспечивает сохранения эффекта 51 модифицирования более 15 мин, в то время как при установившемся производственном цикле на линиях непрерывной разливки чугуна интервал между последующими заливами расплава в металлоприемник производится через 2025 мин. Целью изобретения является уменьшение зоны междендритного графита в поверхностных слоях по периметру заготовок и продление времени действия эффекта модифицирования. Поставленная цель достигается тем, что в смесь для обработки чугуна, включающую сурьму и алюминий, дополнительно введен порошок графита при следующем соотношении компонентов , мае. %: Сурьма10-40 Порошок графита 10-40 Алюминий Остальное Положительное действие предлагаемой механической смеси на уменьшение зоны междендритного графита в поверхностных слоях непрерывнолитных чугунных заготовок проявляется при. расходе смеси в количестве 0,2-0,4% от массы обрабатываемого чугуна. Порошок графита является модифицирующей добавкой, эффект модифицирования которой сохраняется на протяжении 20-25 мин при 1300-1400 с, в то время как эффективность действия кремния и бария сохраняется в течение 10-15 мин после ввода модификатора. Порошок графита фракции 0,2-1,0 мм, введенный в расплав в количестве 10-40% от веса смеси, растворяясь в чугуне, образует включения графита в поверхностных слоях непрерывнолитых заготовок размерами 100130 мкм. Такие включения графита обеспечивают длительное по действию зародьш1еобразование в процессе кристаллизации чугуна, благодаря чему зона междендритного графита в поверхностных слоях по периметру заготовки уменьшается до 2-2,5 мм, что способствует ограничению припусков на механическую обработку в этих пределах. Ввод более 40% порошка графита в смеси приводит к формированию крупньк включений графита в чугуне, существенно снижающих прочностные характеристики непрерывнолитных заготовок. Ввод менее 10% порошка в смеси не обеспечивает стабильного действия смеси в результате растворения графита, когда зародышеобразующий эффект включений графита исче зает, и эффективность модифицирования определяется лишь действием алюминия. Использование фракции порошка графита менее 0,2 мм затруднено, так как под действием восходящих потоков теплового воздуха такую фракцию выдувает из смеси и ввод ее в металл крайне затруднен, кроме того ухудшаются экологические условия в литей ном цехе. При высокой степени окисленности металла действие порошка графита как модификатора незначительно, так как кислород, адсорбируясь на его поверхности, препятствует растворению, затрудняет зародьшеобразующее действие графита. Для устранения этого в составе смеси присутствует алюминий, раскисляющий металл как при низких, так и при высоких температурах i Использование алюминия (20-80%) как основы смеси для обработки чугуна обеспечивает стабильное действие порошка графита как модификатора. Менее 20% алюминия в составе смеси использовать нецелесообразно, так как при высокой степени окисленности металла действие порошка графи та как модификатора нестабильно. ролее 80% алюминия использовать не следует,поскольку 80% М обеспечи вает стабильность действия порошка графита при любой степени окисленнос ти чугуна. Присутствие сурьмы в смеси в указанных пределах обеспечивает получение перлитной структуры в заготовках (перлита на менее 95% на удалении 22,5 мм от поверхности заготовки). При содержании сурьмы менее 10% коли чество перлита уменьшается, а превышение ее количества более 40% приводит к повышению твердости чугуна выше 240НВ, что затрудняет механическу обработку заготовок. Проверку эффективности модифицирующего действия смеси для обработки чугуна проводили в условиях опытного производства на базовом чугуне с,п дующего состава, мас.%: углерод 3,5; кремний 2,2; 1дарганец 0,6; фосфор 0,04 и сера 0,03. Составы используемых присадок приведены в табл. 1. Исходный чугун плавили в индукционной печи МТП-102. Температура чугуна при обработке находилась в пределах 1380-1420 С. Обработку чугуна проводили путем погружения смеси на дно ковша перед выпуском металла из печи. Количество вводимой смеси составляло 0,3% от веса жидкого чугуна. После заполнения ковша металлом очищали шлак и переливали расплав в металлическую изложницу для отливки заготовок. Для исследования структур модифицированных чугунов известным и предлагаемым составами модификаторов вырезали темплеты из литых заготовок через каждые 5 мин после заполнения изложницы расплавом. Результаты проведенных экспериментов представлены в табл . 2. Из данных табл. 2 видно, что у чугунов, обработанных механической смесью, содержащей 10-40% сурьмы, 10-40% порошка графита и алюминий .остальное, наблюдается уменьшение зоны междендритного графита с 5 до 22,5 мм, а эффект модифицирования сохраняется до 25 мин, в то время как у чугунов, обработанных известным модификатором, эффект модифицирования сохраняется 15 мин. Ожадаемый экономический эффект от использования изобретения составляет 9-10 руб. при производстве 1 т чугунных заготовок за счет уменьшения зоны междендритного графита в 2-, 2,5 раза и увеличения времени действия эффекта модифицирования в 1,4 раза.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Комплексный модификатор | 1978 |
|
SU765386A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Модификатор для чугуна | 1978 |
|
SU739125A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
