i VV V у
km
-sj
4
К--4;
I
I
Изобретение относится к системам автоматического уиравления процессами резания твердых и хрупких неметаллических материалов и может быть исиользовано для сверления отверстий в деталях из этих материалов.
По осиовному авт. св. № 931322, известно устройство контроля режущей способности сверл, содержащее каналы измерения осевого усилия и линейной скорости подачи, выходы которых подключены к входам множительно-делительного устройства, к выходу которого подключены последовательно задатчик коэффициента режущей способности, выходное управляющее устройство, привод иодач, причем канал измерения осевого усилия включает последовательно соединенные датчик осевого усилия с закрепленным на нем инструментом, усилитель-ограничитель iCeBorn усилия, задатчик осевого усилия, -;:1си1табнрук)п.1.ее устройство с детектором осево1Ч) усилия, выход которого гю,.1ключен к Ирвому входу множительно-делительног(; устройства, а канал измерения линейнсл: скорости подачи инструмента включает последовательно соединенные датчик линейной скорости йодами инструмента, уси.чител1 О1ранич1| гель линейной скорости подачи ипструмеша, масштабирующее устрой( тни с .стекпикш линейной скорости подачи ;п. :-.;онт;|, выход кото|)ого иодключен 1ч Lrioixn v иход м нож ител ь но-jie.Ui тельного 1Ч;тр(Я1Г| н;;.
Д;п11 01 устройство в проносе еис-рлспия ..беиечивает 11ре()бразов;пп1е сигнало , с латчпк(Я oceBoiii усилия и .чинейпо ско ОССТИ подачи в сигпа/, iip().ii,Hbiii К(-л)1рип 1ентч режу::1ей способи.кти cBcp.ia.
лправлеиие нропессс)м св1.;п:;оиия прои:;;-5:чи;тся ПО :.с1данной ве.личине коэ|)(}.н ппен1 а режущей С11.1собносгп, т.е. ::ри его умепьшсмии по установлопюй в т ипчике вели: :ц- дается команда iipniu; is па н:.1н;;ч И 1ч-тр мента из ЗО1П,1 |лчп;и1,: i; ег(; : vO:iv 11 j,
О. U:;iK эксп.1уата11.ия таких .,тро11гтн
., ;;;, они пе обеспеч 1вают Шлсокдк;
;..- MTi обрабг)тки, так как не
.:;.;;, :,c,l, ВОЗМОЖНОСТИ ИНСТруMii - . i- . j)i)if ,;ак.почаются в том, чт(,1 нри ci о : i ;:; ч,: :ч;ч111.и1ии постоянные состав.1чн)п;,:н ч и. резания могут неоднократно ;;; ():(1рый )И()д времени (5-Юс) уве;Ч1;ваться к 2 3 раза /ю сравнению с но.: .(;й ;е.1пчппой, что обьяспяется уху, И-Нием pivKvinnx способпостс ss этот . период.
И iTiix случаях изиестное ччтро тво ; )жот .1:-ггь .южную команду на ni::трум.::га и г -крашение процесса обработки. thn;K:.v .производительность труда ; i:i);;;.:i ;i:4 ;;.ч)Д дорогостояигего инструЦелью изобретения яв.ляе1ся повышение производительности иропесса свер.чения и эконо.мия дорогост(;яи1его алмазного инструмента.
Постав;1енная цель .тосгигается те.м, что устройство контроля режуи1ей 1-п(1собности сверл дополнительно содерж1гг носледовательно соединенные второй задатч1 К коэффициента режущей способности ипструмента, вход, которого иодключен к выходх миожительно-делительного ycipoiicTBa, .и о.юк стабилизации, выход которого 1:-).асоеди1 е;| к входу привода подачи, а также последовател1)ПО соединенн1 1е б,1ок фиксирования минимально допустимой скорости подачи инстр .мента и pc:ie времени, причем вход блока фиксирования минимально доп.чти .мой скорости подачи инстр мента подк.почс ; к выходу усилителя-огранпчите:1Я i -i ij--.;( для из.мерения .чииейнся скорост;-. ii(i.ij4:i инструмента, а ре.ле iqioMeiiii iiu,ii.iчей к второму вх(хчу . И10:Ц1.-: i с :p iCTiia.
Па чертеже представ.к, ) :;:U4.,iarai : Ji; yci ройство.
Устройство со11,ержит .;:ia ,ia, (J.UIH из которых вьпю.шеп в ;:::; ic ;Ч/:Ь:(; соединенных да1чика 1 сн-.ч-.;: .i уси/шя. усилпте.гя-ограничителя 2 ;)1лтр,,--|) си.и;я, : ача -чика 3 осевого усилии, . ччабир :ощего устройства } с дегекг;;; м /чово1Ч)
., В:ч.)ро; пЫЧО,ЧИеН в 1ЯчЧ- :Ч: . :|..::,п() с(нмиисии 1х датчика i .uiii HiUii члор.чгчи подачи и:1струме1гг;;. ;. ои.1ители в .iPiKiiiKni скорости подачи инстр ч 11чпа, MIда1чик-; 7 ,-1И1;ейп(}й скорости иодачи 1 ;Кч) мспта. .:,1сп1табируюп его устройств;; - чстектором . ипейной скорости подачи ii -;-ip мента. Выходы каналов иодк.иочены л i i4жптель.чо-де,1ите, ч;тр(Л1ству J, i-, ;i :ходу которого подсоединены первый и -.чч; рой надатчики 10 и 11 коэ(Г1ф|1и11е гга способности сверл, иричс ; И)1Х;Д первого задатчика 10 коэффиии1Ч ч; режчщей способиости еверл соединен с п1)авляю 1и м устройством 12, подключенным к привс.:;:, 13 иодачи, а нылод второго задагчгк;: i; ,.(| Ициента режущей способности .чм-fi подспедине к б, 14 стабилизации.
Выхо.а приио;1а 13 пс.ччачи co(4uiiici Р)ходом снстемы (Л1И;, 15. К выходу хсилителя-ограничичсля 6 подключены последовательно соединенные б.юк 16 фикспро1 а11ия минимальной скорости подачи П:струмепта и реле 17 времени, выход котогю ..: подсоединен к управляющему устрсяктву 12.
Устройство работает следующим образом.
В процессе сверления сигналы с дат-П;:()в 1 п 5 осевого усилия и линейной гк1;:ччсти подачи инструмент;; через усиллте.1.41)1 1аи:1Ч;1тс;1и 2 и 6 поступают на задатикч .3 1 7 на вьгхода.х которых )(.:ч .ч: налы прищицений веллчим осевог)
и .чинейной ско)ости подачи. Затем зм1 сигпалы попадают в масштабирующие стронства 4 и 8 с детекторами, в которых проиеходи гребуемое усиление сигиа юа и учитывается знак сигнала, после чего сигнал поступает и множителыю-делитель ое устройство 9, где ibopMHpyeTCJi си1на,1. соответствующнй значению коэ(()()1Н1ие11:i режущей с;юс() сверла. С.Ьормирюванный си1-на.| нроход1гг iiT;)i))ii задагчнк II коэффициента ргч-кчтией снособностн спер,та и поиадает в б.1;;к 14 стаби.1Н;ац:п. а оттуда - иа иривод l.i кхтачи, K(rroj) производит стабилизацно коэффиииенга р,сж Н1ей сиособиости CBep.i.i из.менением скорости иодачи. Если режун1ая снособш сть 1 нструмента такова, что ее стабилизаиия не обеспечивается изменением скоростн подачи, то слежение за нронсссо.м сверления идет гю минимуму скорости подачи.
В этом случае уиравление обработко производится через блок 16 фиксирования мини 1а:1ьно доиусти.мой скорости нодачи и реле 17 времени. При это.м сигнал с блока 16 фиксирования минимально доиустимой скорости нодачи включает реле 17 времени, которое производит задержку обработки на минимальных режимах в течение устаио1ь ленного времени. Ес,ти в течение зто1о врсмени в контактной зоне происходит самозатачивание, т.е. режуп1ие качества иистру.мента восстана1.нваются, ciicioMa а:;томатического yiipaB.ieiHiH переходит иа работу в режиме стабилизации,, что o6eciieчивает лальнеЙ1пее нор.малыюе протекание процесса обработки. Если задержка ие дает желаемых результатов, т.е. имеет место полный износ ииструмен:а, то tio истечении заданного нериода времени выходное унpaii. 1яюи.1ее устройство 12 дает еигнат иа и;)ивод 13 подачи для вывода инструмента рабочей зоны.
lipii но.пюм износе а:1мазно1Ч) слоя иистру.мента усилие резания резко возрастает значение коэффициеита режущей снособносгн (с.чгна, на н1) .миожительно-делигельного устройсгп;; 9) становится больше 31,(МИ1Я коэф(| ициента режун1ей сиособHi vi:;. VсraHiHi/ieiiiioiо на первом задатчике ИК li;,iX();uioe 1:1)авляк)И1ее устройство 12 .Uio сигнал привод 13 иодачи и далее
(ППД In для вывода инстру:: ; : -i рабочей ЗО 11)1.
П|н.1лагаели)е хттройство нозволяет 1К)ч.;сить нр()из15одите.П)НОСТь нроцесса cikp, I: 2 раза за счет более ио.чного ,чс|1(),зова1п;я режхчцнх своГктв а.чмазного i, н значительно снижает расход ;(::);м()СТ()ЯН1ег() а.1мазного инст)мента.
.Ис1:()Л1 зование вторсио задатчика коэ(рфчц.кчпа реж Н1ей способности и блока стаГ:|.1 иаини И)з;5о,1яет осун1ест15.1ять н|1анлс: Ч 1; режимами {сзання, стабилпзи 1уя 3a.4J: iH;ie значение ки-л|н))пциепта 1ежу;нс:1 си(чч)б 1ости, измсне.-:ием скорости нодачи, т.е. наиболее исио.11, реж nuie евойства алмазного инст) ента.
11сно.1ьз()вание б. кжа ({юрмнрова ння MiiMHMa.UjHO донус liMoii екорости иодачп инcт ly ieнтa и pe.ic ремени иозво.1яет учнть ;::ть oco6viJHOc i;- р::бо1ы а.(Ио нист,)мента. т.о. нсзмо-юность t-i о самоз;);:;чньаяия в и) р::пот;,;. что иозв(-,тяст полностью иси(.и,,1i;;: ь а.|л;;:.)1Й с.юи иисгр мента, сннз;гп, iUicpi; 15ремени н; :1ере ;а.:адк и умен:,inn :i расчоч а/шаз/имч) ::;)стр л;ента.
1( сравнению с ра1 лс;:ия 04 .МФCTaiiK: с 4111 моде, ,Ф ел()е устройство обеспечивает 1п,;ное ис по, 1ьзо1 ание ренчущих возможносгсГ а.тмазiiorii ннстру.мента и иовьинает прОизво..ib-:: c:i обработки (5 2--3 раза, снижае; расх(,: .:: .ч.( инструмента на 20, .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля режущей способности сверл | 1986 |
|
SU1449245A1 |
| УСТРОЙСТВО для РЕЗКИ ТРУБ | 1971 |
|
SU315520A1 |
| Устройство для контроля режущей способности сверл | 1980 |
|
SU931322A1 |
| Способ ультразвуковой размерной обработки | 1982 |
|
SU1093489A1 |
| Устройство для снятия сварочного грата с наружной поверхности труб | 1983 |
|
SU1109215A1 |
| Способ автоматического контроля состояния и условий протекания процесса резания и устройство для его осуществления | 1986 |
|
SU1380910A1 |
| МАШИНА ДЛЯ СВЕРЛЕНИЯ РАЗЛИЧНЫХ МАТЕРИАЛОВ | 1964 |
|
SU164574A1 |
| Система автоматического управленияпроцессом резания | 1974 |
|
SU508385A1 |
| Способ двухплоскостной заточки задней поверхности режущего инструмента | 1986 |
|
SU1423353A1 |
| Колонковое сверло | 1946 |
|
SU96658A1 |
УСТРОЙСТВО ДЛЯ КОРГП-ОЛЯ РЕЖУЩЕЙ СПОСОБНОСТИ .Л К) и ВТ. vii. j 931322, отличаю ureiH , по, с ue. повышения произиолмтольпог-ч: jOpaooTKH и 3K)HON:Hii 1 нструмеп|у, oia допо; 1- ителы1о содержит иоследовп :е.;ьно С(;с;1 ые вт(;р,,и . |,. ciU)i4)i::v c:M iiiic ip мента, вход Н( ПО.ЧК.:, к ,; М iH П t i i. ЧО e.ibHoro ; noiiCTBn. и о/юк стаби.. пых(л1 кггторого ;1()дсоеди11е11 к ь.чоду ,/да ; од:1ч:. а также пос.юля. i c.ii.iio i e:b:b:e п,1ок (|1ИкснроБа 1я мшимплыю ii Uiii СК(;р(Х-ТИ ПОДаЧ ; ;3ре ;е :;|. iipHMcNi вход б.кжа |)1;кси чнчимзльно .loriVCTHMOii cKopocTii .стр мент;) подключен к Biiixo.u я-о1)ан :ите, неночки д.чя н: ;;; /шнейнон скорости нодачн инстру. . влход |)сле времени нодк.-иоче: i-, . у;|р;1Н, яюн|е1о 4-TpiHicr;- ;;.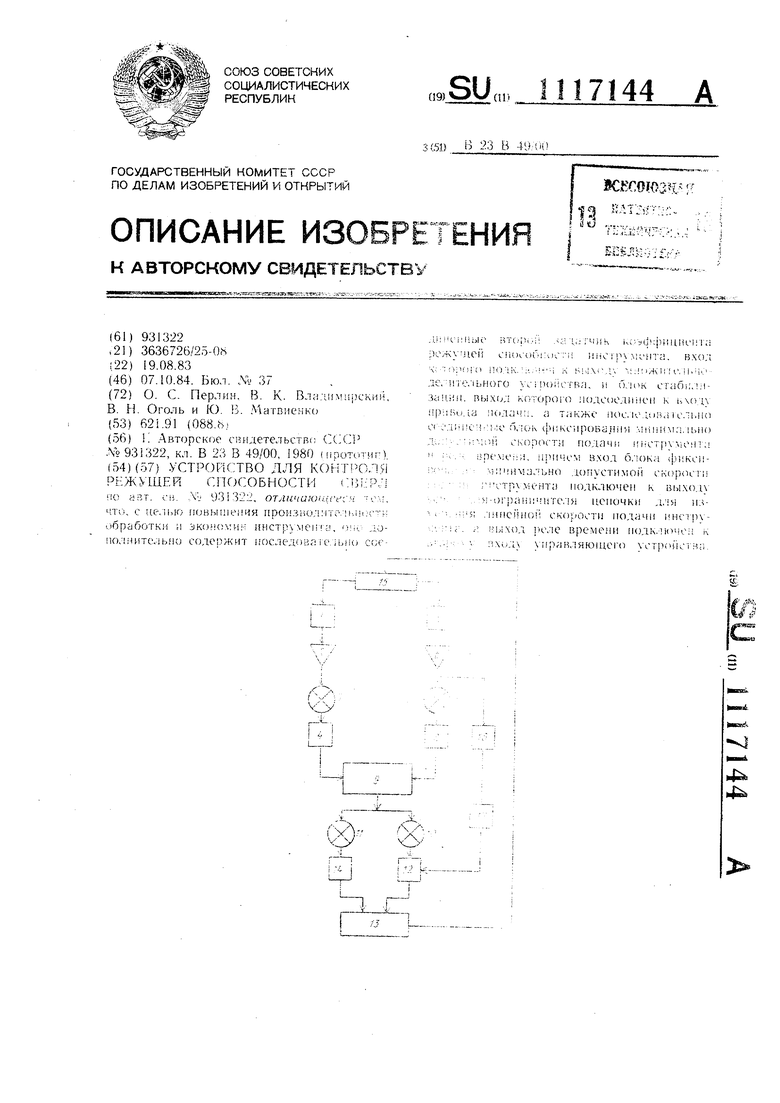
| I | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
