Изобретение относится к области обработки металлов резанием.
Известны устро11ства для резки труб, содержаидие .механиз.м зажима трубы, вводимые внутрь трубы режущий инструмент и калибруюпдую оправку, наружный режуш,ий и)струмент, закрепленный на станине, и привод вращения режущего инструмента, вводимого внутрь трубы. Внутренний режущий инстру.мент и калибруюндая оправка соединены между собо) и взаи.моде1 1ствуют со щтоко.м силового цилиндра, coo6ni:aiOHiero им постуиатель юе перемеи1е;1ие вдоль оси трубы. Недостатком такого устройства является получение трубной детали с искаженной формой поверхности, так как разделение трубы происходнг неодновременно по всему контуру, а калибровка детали носле ее отрезки не ироводится.
Цель изобретения - устранение указаниюго недостатка и обеепечение возможностн получения деталей с фигурным поперечным сечением.
С ЭТО целью режучций инстр мент, вводимый внутрь трубы, установлен неред калибрующей OiHpaBKoii в направлении подачи трубы. Наружный режущий инструмент выполнен в виде po.-niKoii, становленных в шестерпеводиле, которой снабжено устройство. Шестерня-водило смонтирована в CTainnie н связана с нриводом вращения. В станине выполнены канавки, служащие нанравляющими для ролнков при обкатке ими трубы. Калибрующая оправка может иметь форму, соответствующую форме детали, а канавки расположены на эквидистантной крнвой. Калибрующая онравка может быть выполнена с лысками, взаимодействующгьми с роликами, сообн1,ающими оправке вращательное движенне в процессе резанпя.
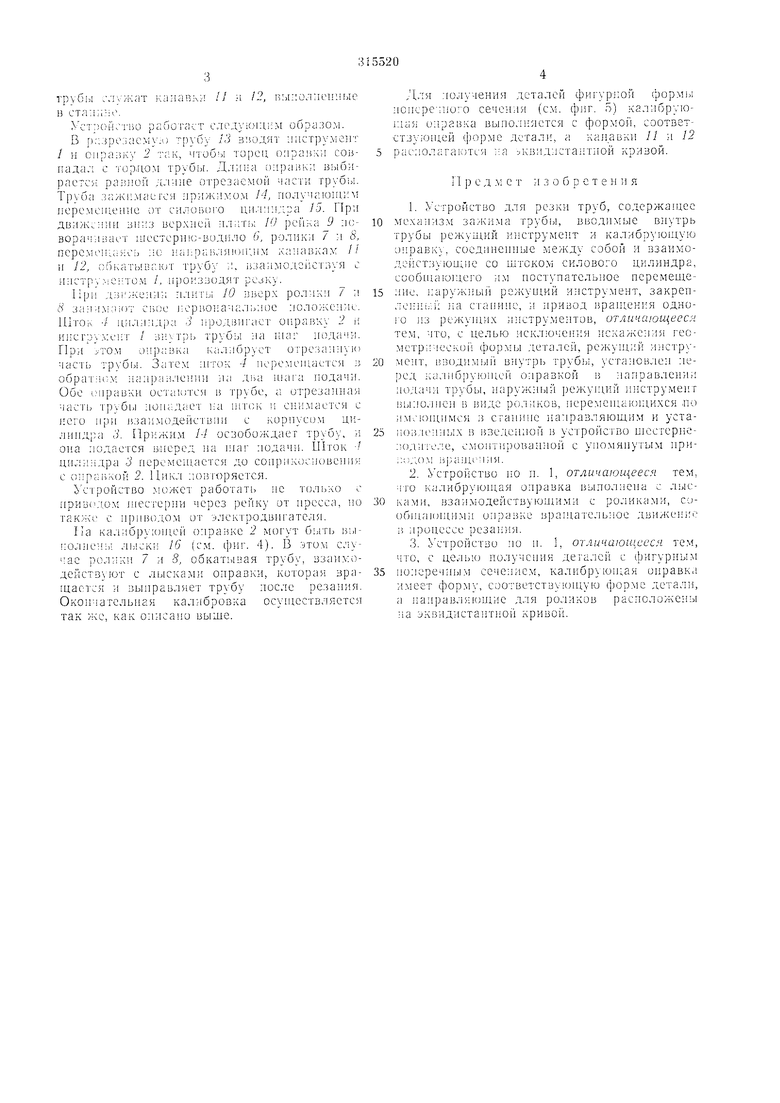
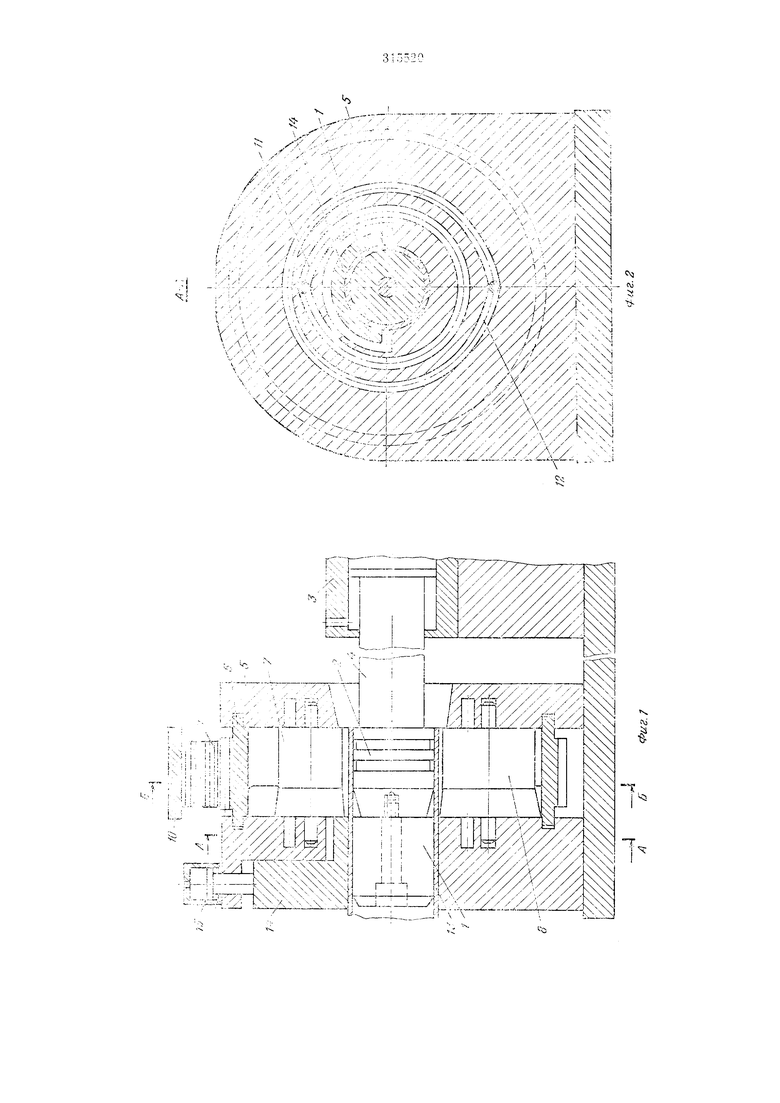
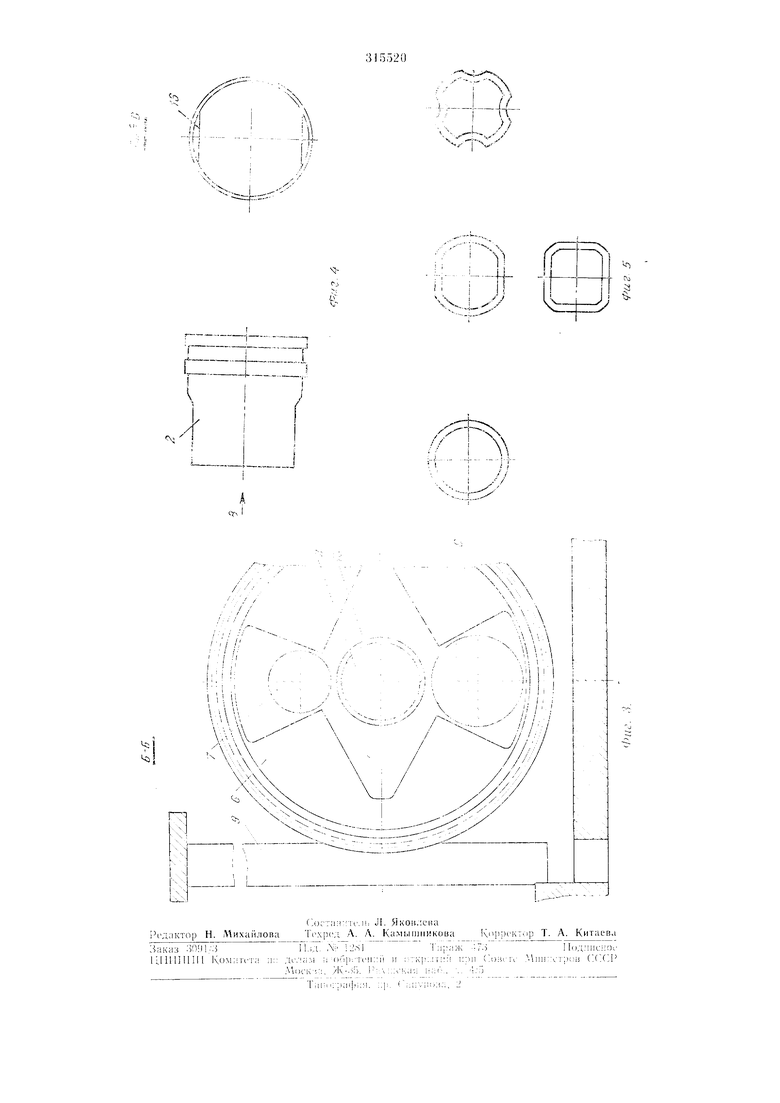
На фиг. 1 изображено предлагаемое устройство в разрезе; на фиг. 2 - разрез по А-А на фиг. I; на фиг. 3 - сечение по Б-Б фиг. 1; на фиг. 4 - калибрующая оправка с лысками; на фиг. 5 - образцы фигурных поперечных сечени : цилиндрических деталей, которые можио пол чить црп помощи описываемого устройства.
YcTpoiiCTBo содержит вводимые внутрь трубы режущий инструмент / и калибрующую оправку 2, а также силовой цилиндр 3 со щтоко.м 4, сообщающим поступательное перемещение обеим оправкам. В станине 5 устройства смонтирована шестерня-водило 6, в которой расположены ролики 7 и 8, служаи;ие наружным режупиш ннструментом. Шестерня-вод 1ло пол чает вран1ение при взаи.модействии с рейкой 9, иеремен1аюи1ейся поступательно нри движении плиты 10 пресса. Направляюииши для роликов при обкатке ими
rpy6i i .. чаиавк; // и 12, пьпюлпепмглс н CTa:i;i M
Уст:)ОЙ.г1Ю работает слодую1:и:м образом.
В г):;зре::асм -.и грубу 13 змодят ииструмеит / и oiipa;) 2 так, 4io6- i то)сц опраики совпадал с тор.цом трубы. Длина iiiipanKa выбирается раилой длине отрезаемой части трубы. Труба зажимается ;1рижи :ом 1-1, пс)луч;юп1;;м перемещение от снло1И)10 цн.ти:1д:;а /5. При движении вниз BCpxHeii нлать: /7 рейка 9 нсворачивает 1иестернк вод|1ло 6, ролики 7 и S, перемен;аись но на1:раьл51М) канавкам / и J2, oбкaтывaкJT трубу и, 1 заимод211Стзуя с инстр -ментом /, н)оизвод51т реаку.
При дз ;кении гптигь; JO вверх ролики 7 и б зани},а;от св;;е |;ервопана,зьи1)е иоложение. Шток / цилиид|)а о 1 родзигает оправку 2 ii н 1сг:} л:ент / трубы на niar иодачя. При vTOM ои) калибрует огрезанную часть трубы. Затем нггок -/ перемешается ;; обратном нанравлении }ia два Hiara подачи. Обе ен1равки оетакпея в трубе, а отрезатшая aacTij трубв нонадае на HITI;K и епгшается с него ири )заим()дейе1нзии с корпусом дилипдра ..). Прижим /-/ осзОбождаег трубу, ii она нодается вперед на niar нодачи. ГПток / цилиндра 3 Г1еремеи1,ается до соирикоснове1П1я с оправкой 2. Цик;1 повторяется.
стройсдво может работат1 ие толвко с привол.о.м шестерни через рейку от пресса, по также с п)11водом от электродвшателя.
Па кал.ибруюшс оправке 2 могут бытв вы ;о;1нены Л1:1ски 16 (см. фпг. 4). В этом случае ролики 7 и 3, обкатвиая трубу, вза 1м;1действуют с лв1сками оиравки, которая вращается и ввшравляет трубу досле резания. Окончательная калибровка оеуп1ествляется так же. как описано выше.
Для иолучения деталей фигур1:ой форм1)1
ионсре;пого еече;1ия (ем. фпг. о) калибр ио1дая онравка выполняется с формой, соответстзу1ои1,ей форме детал, а канавки 11 и 12
рас-полагаютея на зквпдиста1нгной кривой.
11 р е д м е т и 3 о б р с т е i-i и я
1.Устройство для резки труб, содержаniee ме.чанизу зажима трубы, вводимые внутрь
трубы ре/кун1ий niiCTpVMeHT и калибруюп ую онравк), соединенные между собой и взаимоде1Ктвуюп;пе со штоком силового цилиндра, сообн1а1огдего :.I.M поступательное неремещение, наруж11ЫЙ режунип инструмент, закренленн1;Л1 на станине, и иривод 1фашення одноIO IK5 реичуп1их инструментов, отличающееся тем, что, е целью иеключения искажения геометричес1хо11 формы де1-алей, режун1.ий инструмент, вводпм1Л| 1 внутрь трубв, чта;10в;1ен нет)ед ;а1;1ибрук)П1ей оиравкой н ;1аправле}1и.и иодачи трубы, наружный режупиш инструмент 1)1)1иолне 1 в виде роли1 ов, переменилоигихся ло имск 1димся в еганине наиравляюш.им }i устаповл1 и;1ых в 1 ведеппой в устройство П1еетернезодите., е.монтп)ованной с упо.мянутым при:;:;дом В1;а цеи;|я.
2.Устройство по п. 1, отличающееся тем, что калибрующая онравка выполнена с .тыс1чами, взаимодейству1ОН1и.ми с роликами, сооб1паюпи1ми оправке врапгательпое движеш-е в ироцессе резания.
3.Уетройетво ио in 1, отличающееся тем, что, е цельк получения дегалС11 с фигурным
поиеречнвкм еечепием, калибруюи;ая онравк. и.меет форм ,, еоответетвуюпгую (|)орме детали, а панравля1он1ие для роликов расположены ;ia эквидистантной криво ;.
| название | год | авторы | номер документа |
|---|---|---|---|
| Намоточный станок для изготовления стеклопластиковых изделий | 1972 |
|
SU476189A1 |
| Полуавтомат для горячей навивки пружин из мерных заготовок | 1977 |
|
SU695745A1 |
| УСТАНОВКА ДЛЯ ГИБКИ ТРУБ ДЛЯ ЗЛ^ЕЕВИКОВ | 1973 |
|
SU408690A1 |
| Станок для изгибания труб | 1948 |
|
SU83386A1 |
| Токарно-расточносверлильный агрегат | 1938 |
|
SU60632A1 |
| Устройство для перфорирования гофрированных пластмассовых труб | 1976 |
|
SU573360A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ РУЛОН КОНДЕНСАТОРОВ | 1971 |
|
SU295150A1 |
| Т КАЯ ЕИБЛИОГЕКА | 1971 |
|
SU290524A1 |
| Устройство для изготовления винтообразных колец из проволоки прямоугольного сечения | 1978 |
|
SU751484A1 |
| Автомат для изготовления рыболовных крючков | 1933 |
|
SU98673A1 |
Л
-J
;/
: Я
-.--UX..,
