Ю
оо ел
Од
Изобретение относится к металло- o().pa6oTKej касается з&точкн режущих Ш1стр;,гментов,, предназначенных для о()работки отверстий,- и может быть ш;пользовано для плоскостной механиз рованной 1-ти автоматизированной за- TotvKK сверл5 коническг л4 зенковок, расточных резцов и другиз. шгструкен™ тфв,
Цель изобретения иовьЕиекие ка- Ч(ства заточки путем обеспечения оптимальных геометрических иарш етров
ш
струм ен та.,
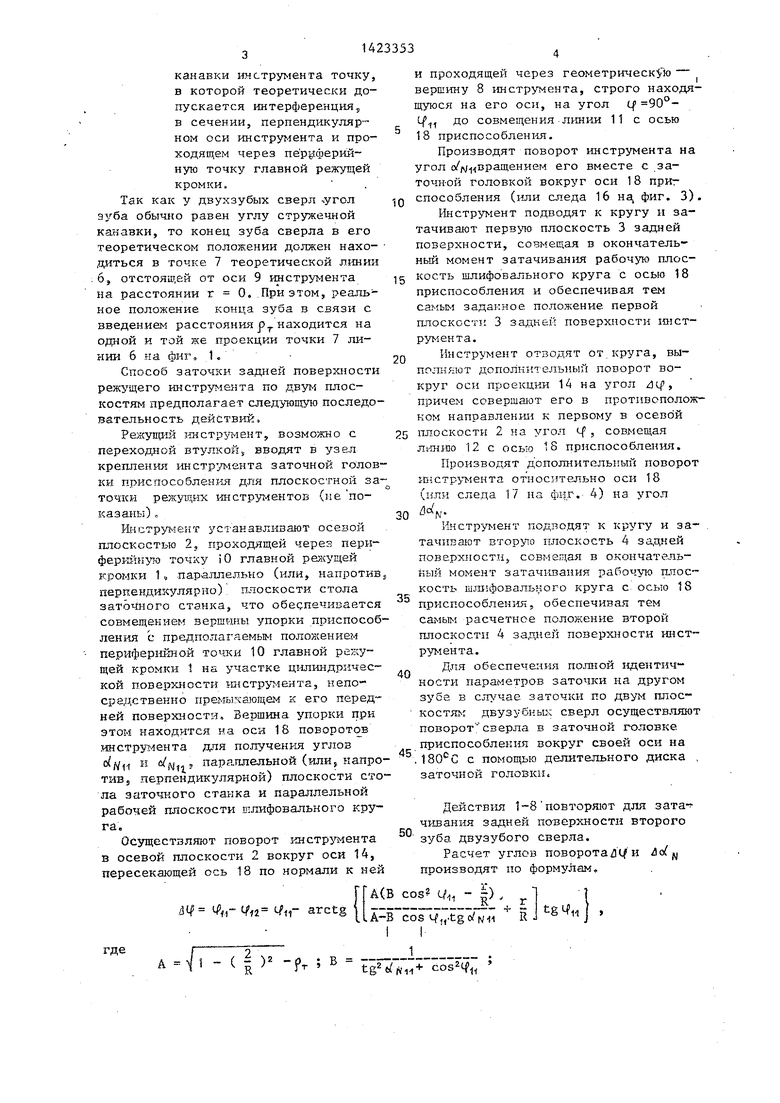
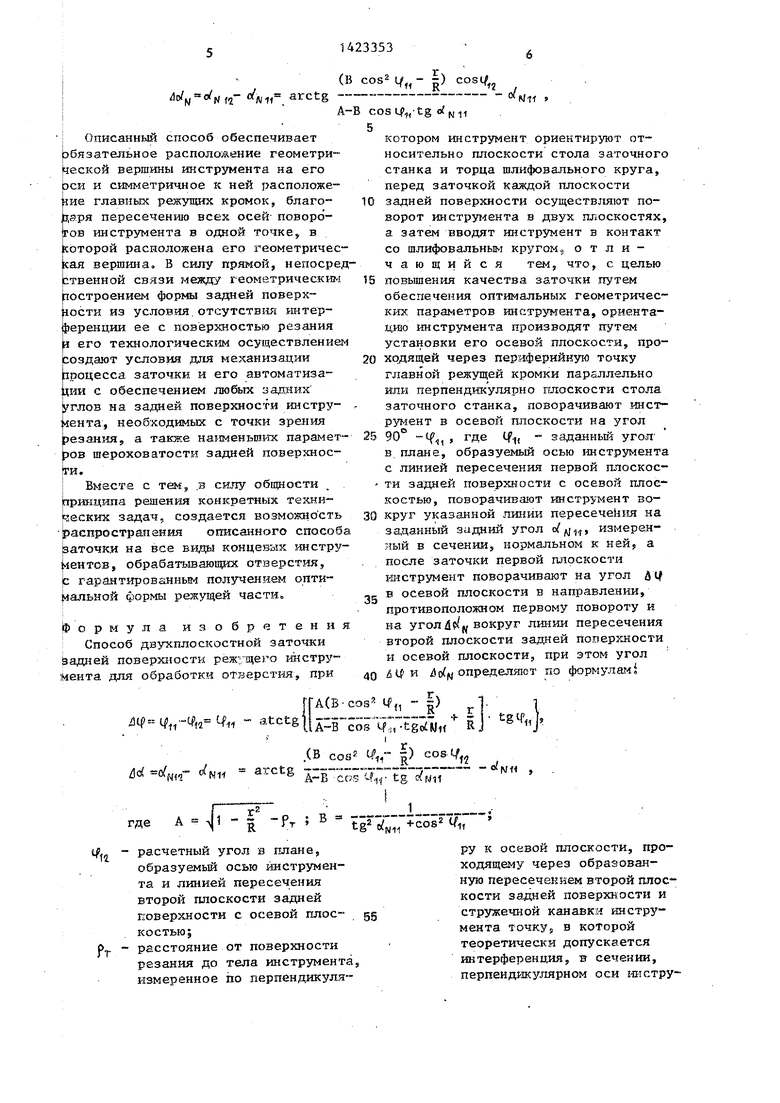
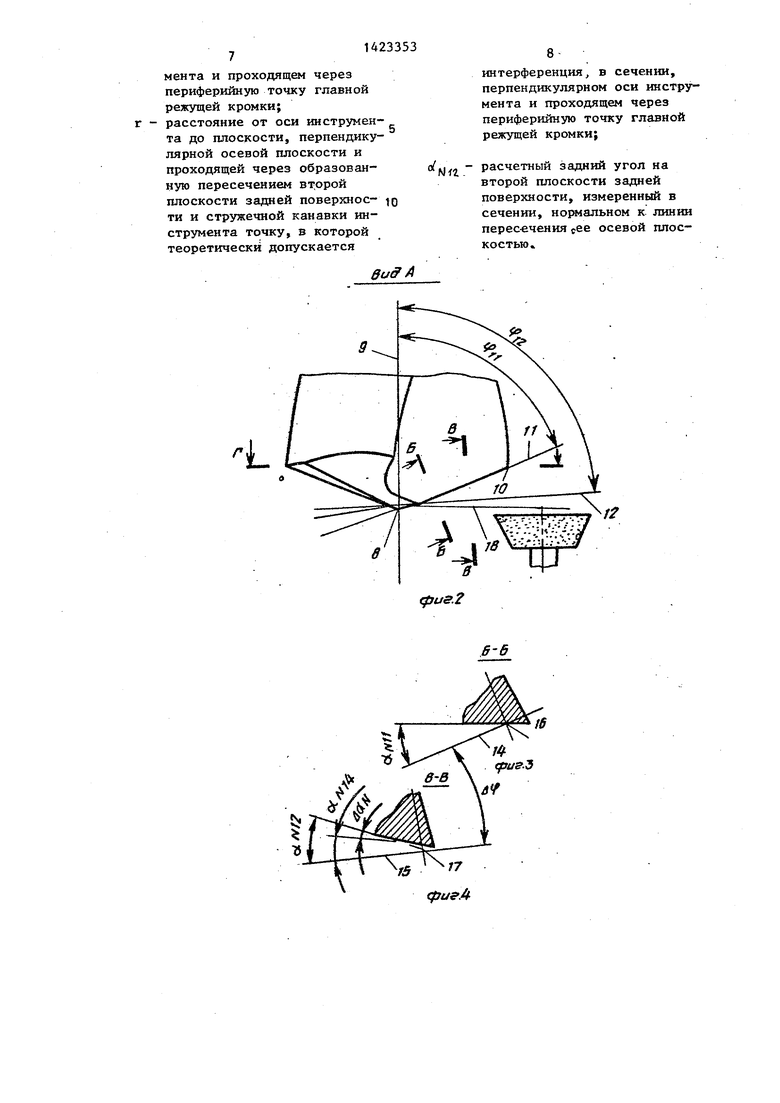
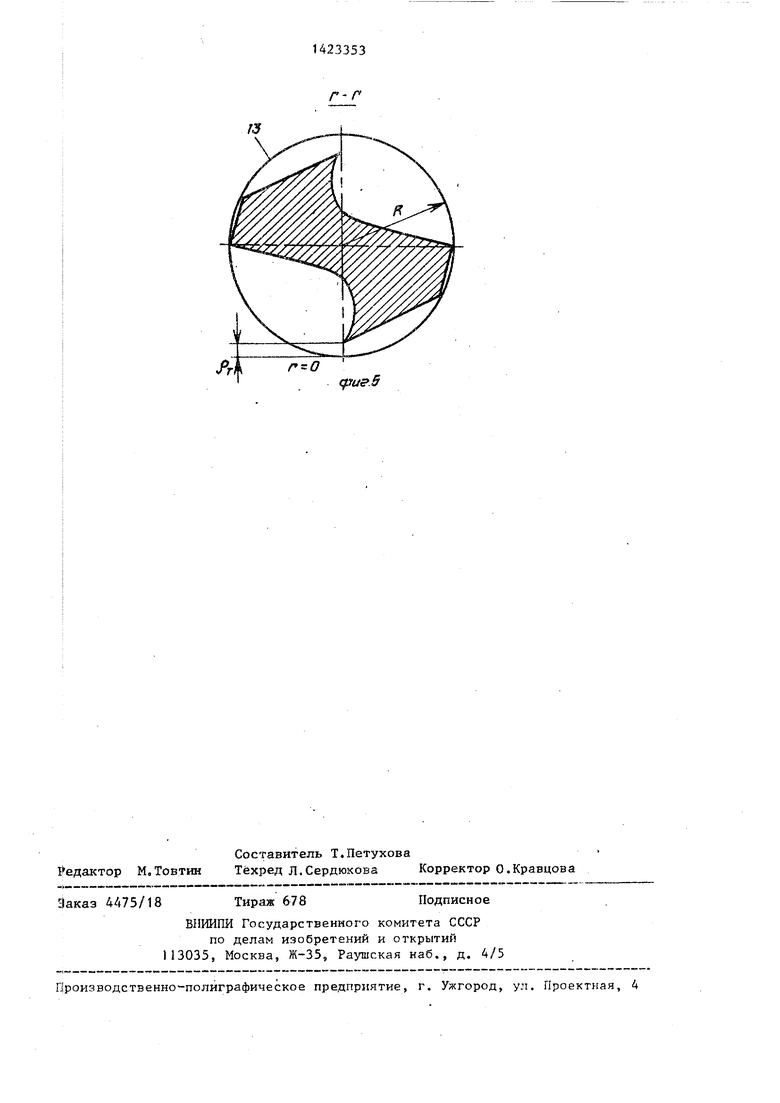
Па фиг, 1 показала режущая часть ерла с двухшюскойтной, заточкой, В1Щ с -торца на фиг, 2 - режущая 1сть сверла в ишане вид А на фиг, i фиг„ 3 - сечение Б-Б на фиг. 2j. н;1 фиг. 4 сечение на фиг. 2| I фиг„ 5 сечение на фиг., 2,
Заточенный по двум нлоскостяг- зуб ерла имеетг главную режущую кромку
след осевой плоскости 2, проходя- ,й через периферийную точку главной жущей кромки на плос костнг перпен™
1 ai,
Р
д улярной оси 1шструмента; йерв:
iOCKocTb 3 за,щей поваргшости; вто- р плоскость 4 задяей поверхности;
.бро 5 пересечен 1я обеих :плоскос т(й задней поверх юсти теоретичес- rcrio лиишо 6 начала интерференции второй плоскости 4 задней поверхнос- с поверх шстьго резанкя в главном
иженииэ точку 7 тесфетртеского рфложения ншкней оконечности второй п,1оскос. 4 поверхности; гео- М Этрическую вершг ну 8 режущей части I-SJ1 струмента°. ось 9 инструмента; пери сЬ рийную точку 10 главной режущей 1ФОМКН (уголок сверла); линио t1 гфресечения первой плоскости 3 зад- HpjS TioBepxiiocTH и осевой шгаскостн 2 -лрл-№яо 12 пересечения второй плос 4 задней поверхности и осевой ixtiocKocTH 2| наибольшую окружность 113 пот ерхноети резалня, явпяющрося В: то же Bpejiw окружность50 наибольшег HfiaMeTpa D 2 R режущей части нмст р| манта4 проехщш 14 и 15. оси поворо тй инструмента на углы (| к ((на
KRocKocTH свчен й Б-В к В-В; следы lB к 17 11 и 12 на сечен шх Б|-Б Е В-В соответственно ось 18 поворотов 1Шструмента для выполнения |глозяН., ийе(М горизонтальная. (юш, напротюз, вертикальная) ось приспособленки д;гш плоскостной зйточ к|и ражупр-пс .инструментов
5
0
0
s
65
O
5
5
На чертежах приняты следутопгие обозначения;
угол в плане, образованный
осью инструмента с линией . пересечения первой плоскости 3 зад11ей поверхности и , осевой плоскости 2; Н плане, образов.анный осью инструмента с лщ.ией пересечения второй плоскости 4 зад1-1ей поверхности и осевой гшоскости 2; aif- угол поворота инструмента в осевой плоскости, 2, по отношению к уже имевшему место в этой ruiocKocTJs повороту его на угол (-f ,,;
эадаинь й задний угол на первой ялоскости 3 поверхности, измеренный в сечении, нормальном к линии 11 пересечения ее с осевой шгаскостью 2;
Л - расчетный задний угол на второй плоскости 4 задней поверхности., измеренный в сеченшг, нормальном к линии Т2 пересечения ее с осевой плоскостью 2j
угол поворота инструмента
относительно линии 12 пере- сеч-еиия второй щ-шскости 4 задаей поаерхности к осевой плоскости 2; о - расстояние от поверхности резания до тела инструмента, измеренное по перпендикуляру к осевой плоскости J проходятдему через об разованную пересечш ием
второй Ш1ОСКОСТИ 3&Ц,КёЙ
поверхности и стружечной канавки яснструь4анта точку,, в которой теорет -гчески допускаетсй интерференции,, 8 сеченшь керпендаш.уляр - ком оси шгстру 4ента и проходящем через периферийную точку главной регкущей кром кщ
т расстояние от сел кистру мента до плоскости, перпендикулярной осезой КПСС- кости и гароходящей. чергз образованную пересечением второй шюскостй задней поверхности я стружечной
канавки инструмента точку, в которой теоретически допускается интерференцияS в сечении, перпендикулярном оси инструмента и проходящем через периферий- ную точку главной режущей кромки.
Так как у двухзубых сверл .угол зуба обычно равен углу стружечной канавки, то конец зуба сверла в его теоретическом положении должен нахо- диться в точке 7 теоретической линии :6j отстоящей от оси 9 гаструмента на расстоянии г 0. При этом, реальное положение конца зуба в связи с введением расстояния р находится на одной и той же проекции точки 7 линии 6 на фиг, 1.
Способ заточки задней поверхности режущего инструмента по плоскостям предполагает следуюп ую последовательность действий.
Режущий 11нстр мент, возможно с переходной втулкой$ вводят в узел крепления инcтpy ieнтa заточной головки приспособления для плоскостной заточки режу1Ц1-гк KHCTpyt-ieHToB (не показаны) „
И-чструь-шнт устанавливают осевой плоскостью 2, проходящей через пери- ферюш чо точку iO главной релсудей кромки 1., пар-аллельно (или, напротив перпендикулярно). плоскости стола зато Ф-юго станка, что обеспечивается совмещением вершины упорки приспособ лен1-1Я с пред,полагя.емьн« положение - периферийной 10 главной режущей кромки I на участке цилиндрической поверхности miCTpyj-ieHTa, непосредственно пре.ш:: :ающем к его передней поверхности. Вершина упорки при этом находится на оси 18 поворотсзв инстрзД ента для получения углов o(f/ и ,, г парагшельной (или, напротив; перпендикулярной) плоскости стола заточного станка и параллельной рабочей плоскости .тлифовального круга.
Осуществляют поворот з нстрз мента в осевой плоскости 2 вокруг оси 14, пересекающей ось 18 по нормали к ней
и проходящей через геометрическ ю - вершину 8 1шструмента, строго находящуюся на его оси, на угол cf 90°- Cf, до совмещения 11 с осью 18 приспособлен11я.
Производят поворот инструмента на угол o/ 1 вpaщeниeм его вместе с за- точн-ой головкой вокруг оси 18 приг способления (или следа 16 па фиг. 3).
Инстр мент подводят к кругу и затачивают плоскость 3 задней поверхности, совмещая в окончательный момент затачивания рабочую плос- 5 кость шлифовального круга с осью 18 приспособления и обеспечивая тем самым заданное положение первой плоскости 3 задней поверхности инструмента.
п Инструмент отводят от круга, вы- дополнительный поворот вокруг оси проекции 14 на угол 4cf, причем совершают его в противоположном направлен ш к первому в осевой 5 плоскости 2 на угол -f , совмещая ль-шюо 12 с осью IS приспособления.
Производят Дополнительный поворот Ш струмента относительно оси 18 (imij следа 17 на фиг. 4) на угол ,..
Инструмент подводят к кругу и за тачиЕают вторую плоскость 4 задней поверхности, совмещая в окончательный момент затачиванрш рабочую плос кость шл1 фовалького круга с осью 18 приспособления, обеспечивая тем самым расчетное положение второй плоскости 4 задней поверхности инструмента.
Для обеспечения полной идет5тич- ности параг 5етров заточки на другом зубе в слл чае заточки по двум штос- костям двузз бных сверл осуществляют
поворот сверла в заточной головке приспособления вокруг своей оси на . с помощью делительного диска , заточной головки.
0
5
0
50
Действия 1-8 повторяют для зата- чивания задней по-верхности второго зуба двузубого сверла.
Расчет углов поворота jXf и Л ( производят по формулам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Сверло с подточкой поперечной режущей кромки и способ его изготовления | 1987 |
|
SU1511077A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| Способ плоскостной заточки сверл | 1986 |
|
SU1504065A1 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| Способ плоскостной заточки сверл | 1988 |
|
SU1583264A1 |
| Способ заточки сверл | 1983 |
|
SU1162573A1 |
| Устройство для заточки спиральных сверл | 1986 |
|
SU1395463A1 |
| Способ двухугловой заточки сверл | 1987 |
|
SU1511078A1 |
Изобретение относится к области металлообработки, касается расточки режущих инструментов, предназначенных для обработки отверстий, и может быть использовано для плоскостной механизированной или автоматизированной заточки сверл, конических зенковок, расточных резцов и других инструментов. Цель изобретения - повышение качества заточки путем обеспечения оптимальных геометрических параметров инструмента. Осевую плоскость 2, например, сверла, проходящую через периферийную точку главной режущей кромки, устанавливают параллельно (или перпендикулярно) плоскости стола заточного станка. Разворачивают сверло осевой плоскости 2 на угол 90 - tf, , где угол в плане, образованный осью инструмента с лршией пересечения первой плос- . кости 3 задней поверхности, а вокруг указанной линии пересечения на заданный задний угол. После заточки первой плоскости 3 задней пов ерхности сверло разворачивают в осевой плоскости 2 в направлении, противополож- ном первому повороту на угол; if, а вокруг линии пересечения второй плоскости 4 задней поверхности и осевой плоскости 2 - на угол 6af N. Указанные углы рассчитывают по формулам,, определяющим геометрию задней поверхности инструмента при ее интерференции с поверхностью резания. 5 ил. S (/)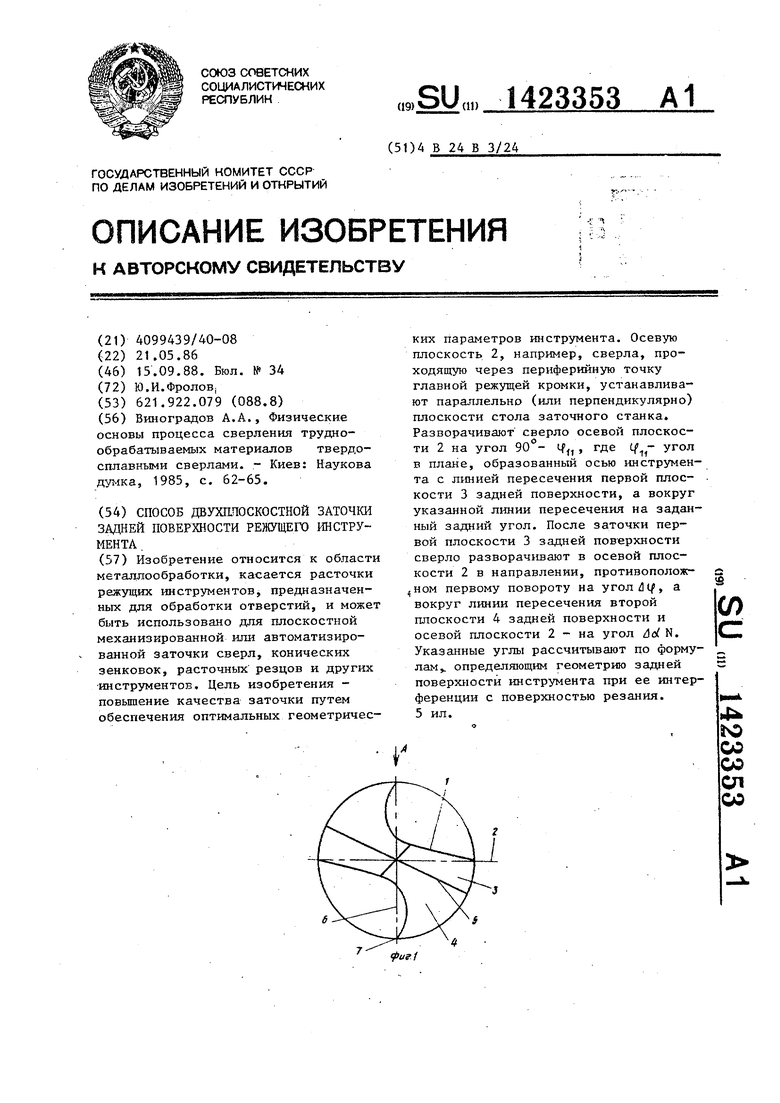
ГА(В cos ц,, - |).
Л( , .Г arctg Ц-™-.---.----;1где
|7Т
( I ) -f. ;
В
11 j
tg t/iVn+
,- о( д,1 arctg
(В COS2 |) COSl/ j
; Описанный способ обеспечивает |эбязательное расположение геометри- Цеской вершины инструмента на его Ьси и симметричное к ней расположение главных режущих кромок, благодаря пересечению всех осей поворо - гов инструмента в одной точке, в которой расположена его геометричес кая вершина, В силу прямой, непосредственной связи между геометрическим юстроением формы задней поверхности из условия.отсутств № 1штер- )еренции ее с поверхностью резания а его технологическим осуществлением создают условия для механизации tipouecca заточки н его автоматизации с обеспечением любых задних угло в на задней поверхности инстру- - мента, необходимых с точки зрения
.L J
А-В cosi,, tg o{,
5
котором инстрзгмент. ориентируют относительно плоскости стола заточного станка и торца шлифовального круга, перед заточкой каждой плоскости
10 задней поверхности осуществляют поворот инструмента в двух плоскостях, а затем вводят инструмент в контакт со шлифовальным кругомj отличающийся тем, что, с целью
15 повышения качества заточки путем обеспечения оптимальных геометрических параметров инструмента, ориентацию инструмента производят путем установки его осевой плоскости, про20 ходящей через периферийнзпо точку главной режущей кромки параллельно или перпендикулярно плоскости стола заточного станка, поворачивают инструмент в осевой плоскости на угол
а такэке Har-iMeMbmi-ix парамет- 25 90
в. с л ти кос
эов шероховатости задней поверхнос|ти.
I Вмасте с тем ,в силу общности , , |прикципа решения конкретных техни- |ческих задач, создается возможно сть эаспрострапения описанного способа заточки на все виды концевых инстру- Йентсв, обрабатываюш 11х отверстия, b гарантированным получением опти :Цальной формы режущей части.
формула изобретения
Способ двухплоскостной заточки Задней поверхности режущего нйстру 1йента для обработки отверстия, при
- atctg
ГА(В Соз- Ц,,
1
4- i
COS ji-tgoiMif К
Nl-f
arctg -.(В cos tfti R)
A-B CDS -, tg ,1
где
-p . S R P
В
расчетный угол в плане, образуемый осью инструмента и линией пересечения второй плоскости задней поверхности с осевой плос- 55 костью;
расстояние от поверхности резания до тела инструмента, измеренное по перпендикуля25 90
tf,, , где - заданный угол в. плане, образуемый осью инструмента с линией пересечения первой плоскос- ти задней поверхности с осевой плоскостью, поворачивают инструмент во30 круг указанной линии пересечения на за,цанный задний угол о/, измеренный в сечении, нормальном к ней; а после заточки первой плоскости инструмент поворачивают на угол Й1|
gg в осевой плоскости в направлении, противоположном первому повороту и на угол 4(f вокруг линии пересечения второй плоскости задней поверхности н осевой плоскости, при этом угол
40 iiM И определяют по формулawi
1
4- i
iMif К
Щ.
-0
Wf
tg2 0,,,. t-cos t/1,
ру к осевой плоскости, проходящему через образованную пересечеккем второй плос кости задней поверхности и стрзгжечной канавки инструмента точкуу в которой теоретически допускается интерференция, в сечении, перпендикз лярном оси иистру 1423353
мента и проходящем через периферийную точку главной режущей кромки;
- расстояние от оси инструмен та до плоскости, перпендикулярной осевой плоскости и проходящей через образованную пересечением втррой плоскости задней поверкнос- Q ти и стружечной канавки инструмента точку, в которой теоретически допускается
ви& А
г
8
интерференция, в сечении, перпендикулярном оси инструмента и проходящем через периферийную точку главной режущей кромки;
расчетный задний угол на второй плоскости задней поверхности, измеренный в сечении, нормальном к линии пересечения ее осевой плоскостью
, . . ..7
--.Ш
tpus.t
| Виноградов А.А., Физические основы процесса сверления труднообрабатываемых материалов твердосплавными сверлами | |||
| - Киев: Наукова думка, 1985, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
