Изобретение относится к системам автоматического управления процессами резания твердых и хрупких неметаллических материалов, может быть использовано для сверления отверстий в деталях ия этих материалов,
Цель изобретения - повышение надежности устройства путем учета воз- .можностей каждого конкретного инст- румента и полного использования его режущих качеств.
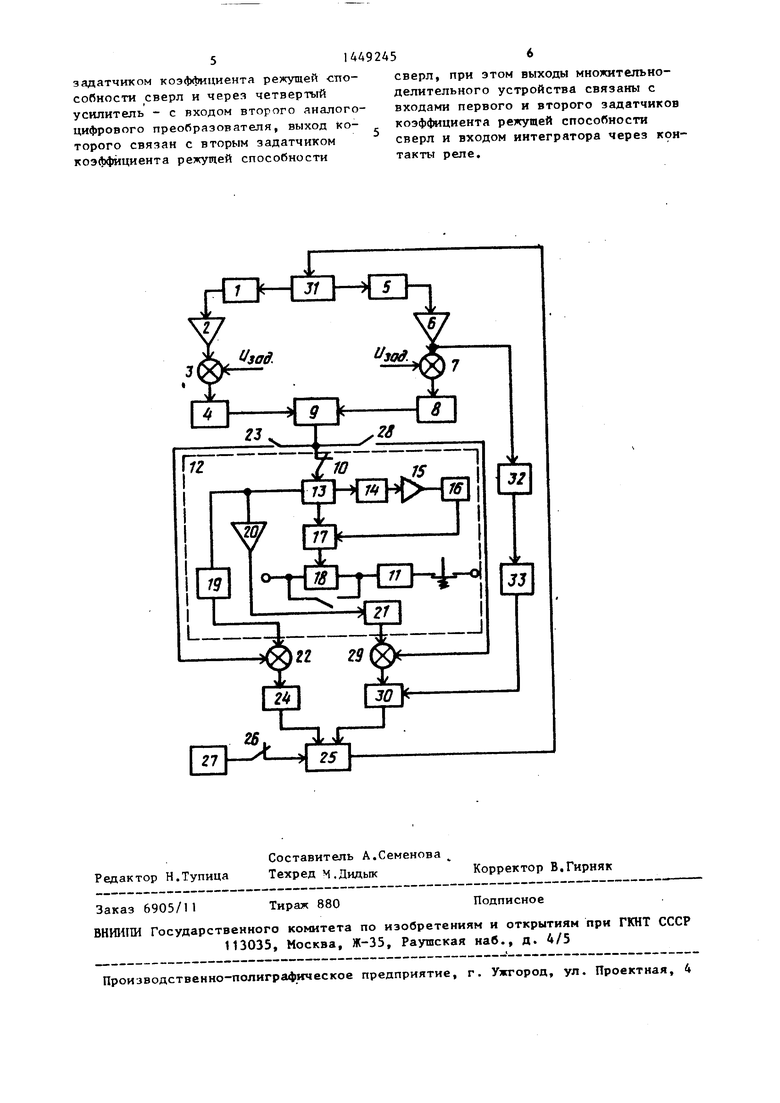
На чертеже изображена блок-схема устройства для контроля режущей способности сверл.
Устройство содержит два канала, один из которых выполнен в виде последовательно соединенных датчу ка 1 осевого усилия, уси.пителя-ограничи- теля 2 осевот о усилия чадатчика 3 осевого усилия, масштабируюп1его блока 4 с детектором осевого силня, второй канал выполнен в вил последовательно соединенных датчика 5 линейной скорости подачи инструмента, усилителя 6 линейной скорости подачи инструмента, задатчика линейной скорости подачи инструмента,масштабирующего блокл 8 с. детектором линейной скорости подачи инструмента. Выходы каналов подключены к множи- тельно-делительному устройству 9, к выходу которого через нормально закрытый контакт 10 реле ii подсоеднен блок.12, включающий интегратор 13, к которому подключены последовательно соединенные реле 14 времени, усилитель 15, блок 16 памяти и компаратор 17, один из входов которого подсоединен к интегратору 13, а вы- ход - к клнтчу 1 8.
К интегратору 13 подсоединен ана лого-1щфровой преобразователь 19 и через усилитель .0 аналого-цифровой преобразователь 21.
К аналого-цифровому преобразователю 19 последовательно подключены задатчик 22 коэ11|фициента режущей способности сверл, соединенный чере
контакт 23 с м гожительно- делительным
устройством 9. блок 24 стабилизации и привод 23 п(:|дпчи, к выходу которого через нормально закрытый контакт 26 реле 11 подключено устройство 27 программного управления,
К аналого-цифровому преобразователю 21 последов,-)тельно подключены, соединенный через контакт 28 с мно- жительно-делиуепь1тьтм устройством 9
с 0
5
0
задатчик 29 коэффициента режущей способности сверл, упраяляклчее устройство 30 и привод 25 подачи,выход которого соединен с системой СПИД 31 .
К выходу усилителя-ограничителя 6 подключены последовательно соединенный блок 32 фиксирования минимальной скорости подачи инструмента и реле 33 времени, выход которого подсоединен к управляющему устройству 30,
Устройство рабртает следующим образом.
Предварительно включают устройство 27 программного управления, которое через нормапьно закрытый контакт 26 реле 11 включает привод 25 подачи. Последний начинает отрабатывать программу, предусматривающую изменение скорости подачи инструмента,Одновременно с приводом 25 подачи включается привод главного движения (не показан). С включением приводов начинается процесс обработки, В процессе обработки усилие резания и скорость подачи инструмента фиксируют датчик 1 осевого усилия и датчик 5 линейной скорости подачи инструмента, сигналы которых через усилители ограничители 2 и 6 поступают на за- датчики 3 и 7, на входах которых образуются сигналы приращений величин усилия резания и скорости пода-. чи. Затем эти сигналы попадают в масштабирующие блоки 4 и 8 с детекторами, в которых происходит требуемое усиление сигналов и учитывается знак сигнала, после чего сигнал поступает в множительно-делительное устройство 9, где формируется сигнал, соответствующий значению коэффициента режущей способности работающего инструмента. Этот сигнал из множи- тельно-делительного устройства 9 через нормально закрытый контакт 10 реле 11 поступает в интегратор 13, в котором устраняются пульсации параметра. Сигнал с интегратора 13 через аналого-цифровые преобразователи 19 и 21 поступает в задатчики 22 и 29 коэффициента режущей способности сверл. При этом в задатчик 29 коэффициента режущей способности сверл поступает сигнал, больошй, чем в задатчик 22 коэффициента режущей способности, на величину коэффициента усиления усилителя 20,
14492/4
Происходит фиксирование значения коэффициента режущей способности работающего инструмента.
Одновременно с поступлением сигнала в задатчикй 22 и 29 коэффициен- та режущей способности сверл с интегратора 13 поступает сигнап на первый вход компаратора 17 о текущем значении коэффициента режущей спо- ,о собности, а на второй вход компаратора 17 - сигнал, увепиченный на 12% усилителем 15 через блок 16 памяти, который хранит этот сигнал до фиксирования его компаратором 17. После 15 фиксирования увеличенного значения коэффициента режущей способности сверла компаратором 17 реле 14 времени отключает усилитель 15 и блок 16 памяти. В процессе работы, когда иа 20 первом входе компаратора 17 текущее знэчение коэффициента режущей способности сравняется с увеличенным,компаратор 17 дает команду на ключ 18, который замыкает цепь репе II. Реле 25 11 останавливается на самоблокировку, отключает устройство 27 программного управления и блок 12.
Контакты 23 и 28 реле П включают систему автоматического управле- ЗО . НИН на работу по выработанному алгоритму, учитывающему зафиксированный коэффициент режущей способности и скорость подачи, т.е. с задатчика 22 сигнал попадает в блок 24 стабилизации, а оттуда на привод 25 подачи, который производит стабилизацию коэффициента режущей способности сверла изменением скорости подачи. Если режущая способность инстру- о мента такова, что ее стабилизация не обеспечивается изменением скорос- ти подачи, то слежение за процессом сверления идет по минимуму скорости подачи.
В этом случае управление обработкой производится через блок 32 фиксирования минимально допустимой скоости подачи и реле 33 времени. При том сигнал с блока 32 фиксирования gQ инимально допустимой скорости поачи включает реле 33 времени, котоое производит задержку обработки а минимальных режимах в течение становленного времени. Если в течеие этого времени в контактной зое происходит самозатачивание, т.е. ежупше качества инструмента восстаавливаются, система автоматическо35
в д л св бл по вы че ля щ ни те ис ще го ча ин ти ра а и ва св во тел
го управления переходит на работу в режиме стабилизации, что обесгте- чивает дальнейшее нормальное протекание процесса обработки. Если задержка не дает желаемых результатов, т.е. имеет место полный износ инструмента, то по истечении заданного периода времени выходное управляющее устройство 30 дает сигнал на привод 25 подачи и далее на систему СПИД 31 для вывода инструмента из рабочей
3 ОНЫ .
ФJpмyлa изобретения
,о 15 2025
ЗО о
35
Устройство для контроля режущей способности сверл, содержащее соединенные последовательно датчик осевого усилия, первый усилитель, задат- чик осевого усилия, первый масрта- бирующий блок, выход которого связан с входом множительно-делительного устройства, а также соединенные последовательно датчик линейной скорости подачи инструмента, второй усилитель, задатчик линейной скорости подачи, второй масштабирующий блок, выход которого связан с входом множительно-делительного устройства, соединенные последовательно первый задатчик коэффициента режущей способности сверл и блок стабилизации, выход которого связан с приводом подачи, второй задатчик коэффициента режущей способности сверл-и управляющее устройство, выход которого связан с приводом подачи, а также блок фиксации минимальной скорости подачи, вход которого соединен с выходом второго усилителя, а выход через первое реле времени - с управляющим устройством, отличающееся тем, что, с целью повьщ1е- ния надежности, устройство дополнительно снабжено блоком фиксирования истинной величины коэффициента режущей способности сверл и оптимального значения скорости подачи, включающим соединенные последовательно интегратор, второе реле времени, третий усилитель, блок памяти и компаратор, связанный через ключ с реле, а также четвертьш усилитель, первый и второй аналого-цифровой преобразователи, причем выходы интегратора связаны с входами компаратора и первого аналого-цифрового преобразователя, выход которого связан с первым
задатчиком коэффициента режущей CTIO- собности сверл и через четвертый усилитель - с входом второго аналого- цифрового преобразователя, выход ко- торого связан с вторым задатчиком коэффициента режущей способности
сверл, при этом выходы множительно- делительного устройства связаны с входами первого и второго задатчиков коэффициента режущей способности сверл и входом интегратора через контакты реле.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля режущей способности сверл | 1983 |
|
SU1117144A2 |
| Устройство для контроля режущей способности сверл | 1980 |
|
SU931322A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ОТВЕРСТИЙ | 2007 |
|
RU2362655C1 |
| Устройство для управления реостатным торможением двигателей транспортного средства | 1984 |
|
SU1240649A1 |
| Множительно-делительное устройство | 1979 |
|
SU840942A1 |
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Множительно-делительное устройство | 1977 |
|
SU696444A1 |
| Вычислительное устройство для дифференциального термического анализа | 1978 |
|
SU744645A1 |
| УСТРОЙСТВО АДАПТИВНОГО УПРАВЛЕНИЯ СТАНКОМ | 2015 |
|
RU2594049C1 |
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
Изобретение относится к системам автоматического управления процессами резания твердых и хрупких неметаллических материалов. Цепь - повышение надежности систем за счет учета возможностей каждого конкретного инструмента и полного использования его режущих качеств. Устройство содержит блок фиксирования истинной величины коэффициента режущей способности сверл и оптимального зна- чения скорости подачи. Этот блок включает устройство программного управления , подключенное к приводу подачи, и подсоединенный к входу множительно-делительного устройства интегратор, один вход которого соединен через усилитель с аналого-цифровыми преобразователями, подключенными к задатчикам коэффициента режущей способности сверл, другой подключен к последовательно соединенным реле времени, усилителю и блоку памяти, связанному с компараторам, к второму входу которого подключен третий вход интегратора. 1 ил. § (Л
| Устройство для контроля режущей способности сверл | 1983 |
|
SU1117144A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
