2
(Л
с
.4
00 Ч
f
Изобретение относится к металлообработке, в частности к инструментальной промышленности.
Известна торцовая фреза, в пазах корпуса которой, расположенных под углом к оси фрезы, размещены на упорных и направляющих базах многогранные режущие пластины L1J.
Недостаток известной конструкции заключается в ее низкой жесткости, так как при регулировке режущих пластин последние перемещаются в двух координатах.
Цель изобретения - повышение жескости путем совмещения радиального и-осевого регулирования режущих пластин.
Цель достигается тем, что в торцовой фрезе, в пазах корпуса которой, расположенных под углом к оси фрезы, размещены на упорных и напраляющих базах многогранные режущие пластины, пазы выполнены так, что направление каждого паза совпадает с ПЛОСКОСТЬЮ, проходящей через вершину режущей пластины и линию пересечения упорной и направляющей баз.
На чертеже представлена фреза, общий вид.
Торцовая фреза содержит корпус 1 в котором под углом у к оси фрезы выполнены пазы 2. Державки 3 установлены в пазах с возможностью регу ровки винтами 4 На державке 3 за482
креплены режущие пластинм 5, устанавливаемые на упорной А и направ|ляющей Ь базах державки. Державки 3 фиксируются винтами 6, Пазы выполнены так, что направление каждого паза совпадает с плоскостью, проходящей через вершину режущей пластины 5 и линию пересечения упорной А и направляющей В баз.
Регулировка фрезы осуществляется следующим образом.
Торцовая фреза устанавливается на оправку и посредством индикатора (не показан), который щупом взаимодействует с вершиной одной из пластин, производят перемещение державки 3 по пазу 2 поворотом винтов 4. Вершину пластины 5 (на чертеже вершина не обозначена) устанавливают в осевом и радиальном положении и фиксируют державки 3 винтами 6. Затем фреза поворачивается на оправке таким образом, что вершина следующей пластины оказывается под щупом индикатора. Посредством винта 4 осуществляют выведение вершины пластины в нулевое по индикатору положение и державка фиксируется винтами 6.
Преимущество торцовой фрезы состоит в том, что регулирование режущей , пластины производят по одной координате, что упрощает, настройку и повышает жесткость фреэы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовая фреза | 1990 |
|
SU1754350A1 |
| Торцовая фреза | 1990 |
|
SU1756036A1 |
| СБОРНАЯ ТОРЦЕВАЯ ФРЕЗА | 2003 |
|
RU2238825C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| Способ настройки торцовой фрезы | 1988 |
|
SU1743732A1 |
| ФРЕЗЕРНАЯ ОПРАВКА | 1970 |
|
SU263385A1 |
| Торцовая ступенчатая фреза | 1989 |
|
SU1720810A1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2102198C1 |
| Торцовая фреза | 2020 |
|
RU2758747C1 |
ТОРЦОВАЯ ФРЕЗА, в пазах корпуса которой, расположенных под углом к оси фрезы, размещены на упорных и направляющих базах многогранные режущие пластины, отличающаяся тем, что, с целью повышения жесткости путем совмещения радиального и осевого регулирования пластин, пазы выполнены так, что направление каждого паза совпадает с плоскостью, проходящей через вершину режущей пластины и линию пересечения упорной и направляющей баз,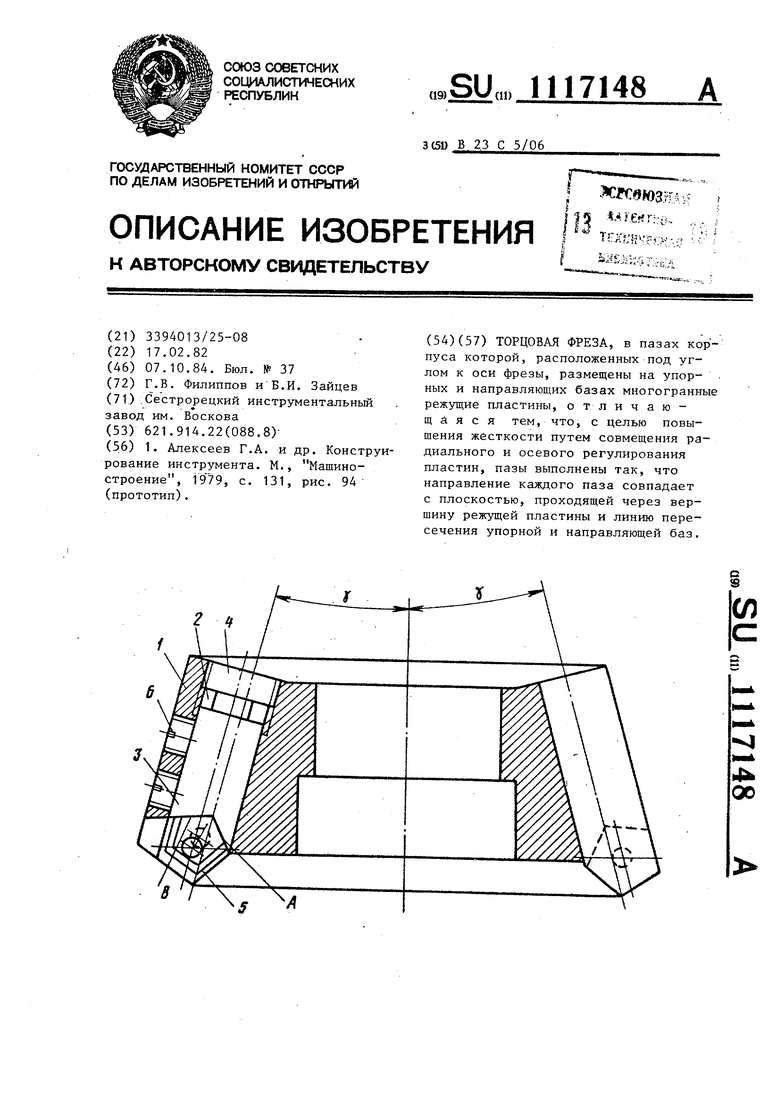
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Алексеев Г.А | |||
| и др | |||
| Конструи Машинорование инструмента | |||
| М | |||
| рис | |||
| Экономайзер | 0 |
|
SU94A1 |
