Известна фрезерная оправка, ось корпуса которой расположена под углом к оси хвостовика.
Описываемая фрезерная оправка отличается тем, что корпус фрезы установлен с возможностью поворота относительно точки пересечения оси хвостовика и перпендикулярна к его опорной поверхности, причем эта точка расположена выше нижнего торца корпуса оправки.
Такое конструктивное выиолиение оправки обеспечивает возможность регулирования глубины резания при радиальной и осевой подаче.
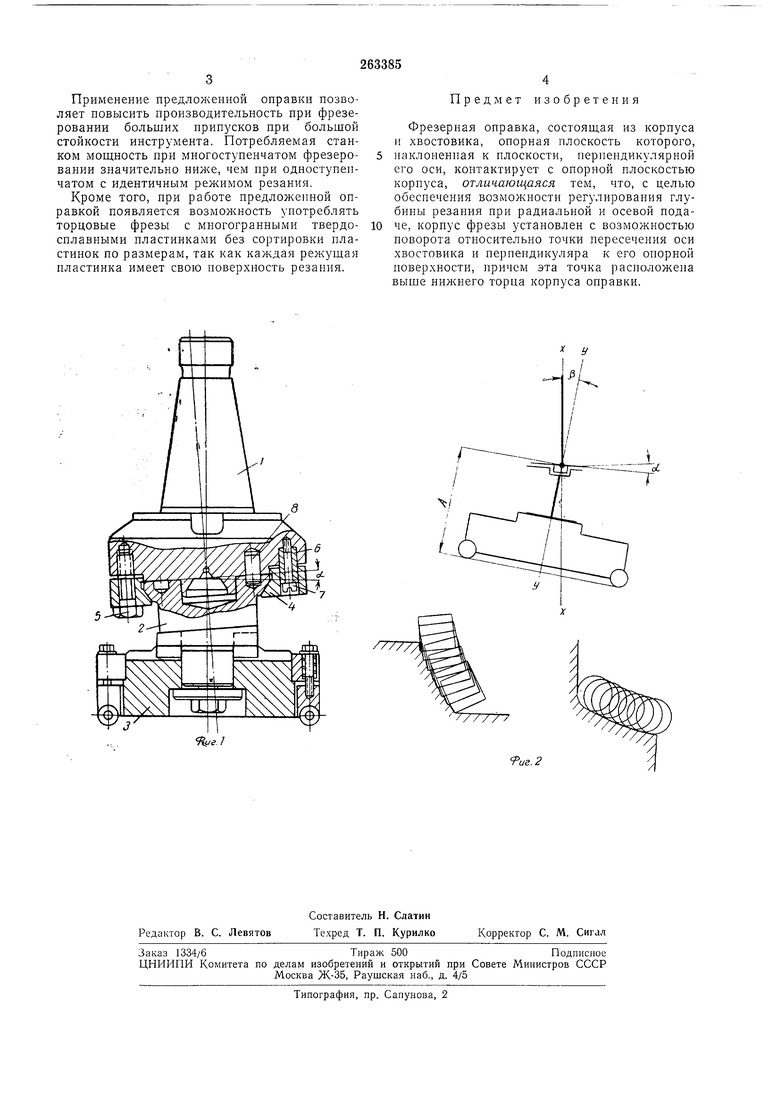
Па фиг. 1 изображена предложенная оправка, общий вид; на фиг. 2 - кинематическая схема оправки и схемы резания ири фрезеровании.
В шпинделе станка крепится конический хвостовик 1, на котором базируется нижняя часть корпуса 2 оправки с закрепленной на ней фрезой 3.
Опорная плоскость хвостовика наклонена относительно плоскости, перпендикулярной его оси, под углом сс 1-10°.
Точка пересечения оси нижней части корпуса оправки и оси конического хвостовика находится в плоскости их сопряжения.
опорной поверхности конического хвостовика } посредством винтов 5. Два направляющих щтифта 6, закрепленные в коническом хвостовике по прессовой посадке винтами 7, соединенными с нажимным кольцом по скользящей посадке, предохраняют винты 5 от радиальных нагрузок. Фиксатором 8 и отверстиями в нижней части корпуса оправки регулируется угол |3 между осью X-А вращеиия шпинделя и осью Y-Y корпуса фрезы в пределах от р 0° до р 2а.
При фрезеровании торцовой фрезой по обычной одноступенчатой схеме резания угол р делают равным 0°. Благодаря этому
ось корпуса фрезы совпадает с осью вращения щпинделя.
Для настройки регулируемой оправки на многоступенчатое фрезерование торцовой фрезой отворачивают вингы 5 на величину, достаточную для того, чтобы нижняя часть оправки вышла из зацепления с фиксатором, устанавливают необходимый угол р и надежно затягивают винты 5. Для правильной установки угла между осями X-X и Y-Y на нижней
части корпуса оправки нанесены деления в градусах. Угол р устанавливается в зависимости от диаметра фрезы, расстояния А от точки пересечепия осей до плоскости, на которой находятся вершины режущих пластин, и сниПрименение предлол енной оправки позволяет повысить производительность при фрезеровании больших припусков при большой стойкости инструмента. Потребляемая станком мощность при многоступенчатом фрезеровании значительно ниже, чем при одноступепчатом с идентичным режимом резания.
Кроме того, при работе предложенной оправкой появляется возможность употреблять торцовые фрезы с многогранными твердосплавными пластинками без сортировки пластинок по размерам, так как каждая режушая пластинка имеет свою поверхность резания.
Предмет изобретения
Фрезерная оправка, состояш,ая из корпуса и хвостовика, опорная плоскость которого, наклоненная к плоскости, перпендикулярной его оси, контактирует с опорной плоскостью корпуса, отличающаяся тем, что, с целью обеспечения возможности регулирования глубины резания при радиальной и осевой подаче, корпус фрезы установлен с возможностью поворота относительно точки пересечения оси хвостовика и перпендикуляра к его опорной поверхности, причем эта точка расположена выше нижнего торца корпуса оправки.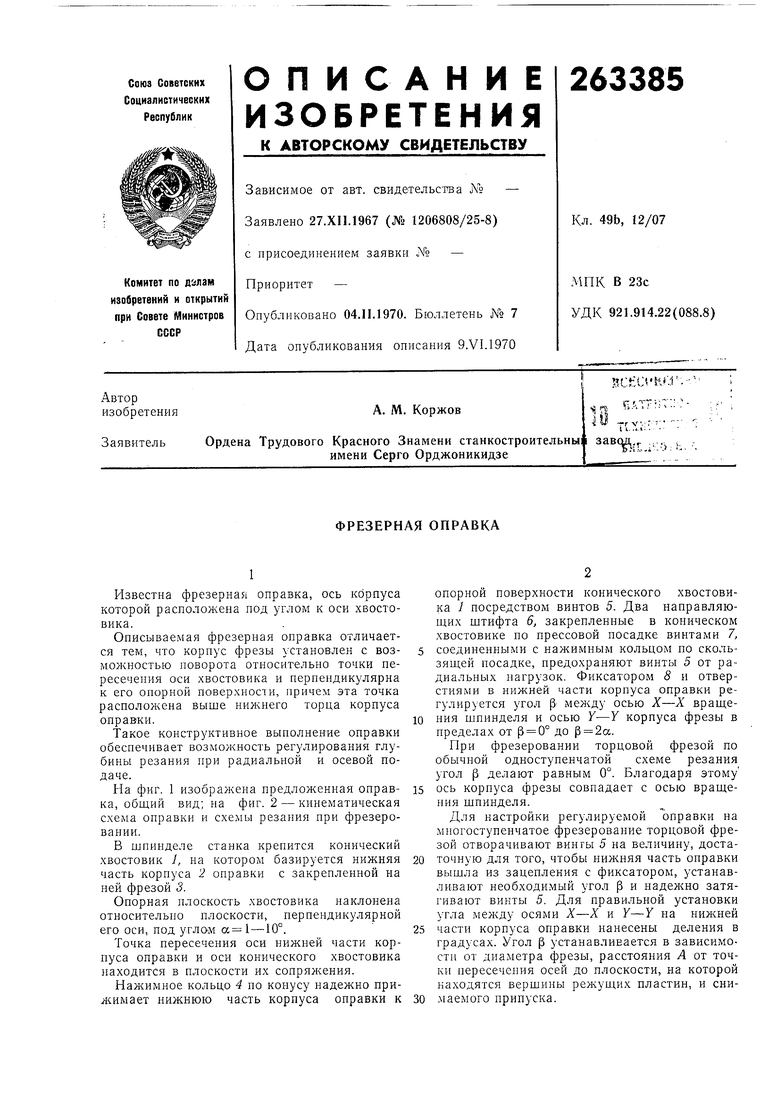
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовая фреза | 1989 |
|
SU1726163A1 |
| Устройство для крепления инструмента | 1987 |
|
SU1713760A1 |
| Патрон для фрезы с коническим хвостовиком | 1982 |
|
SU1085690A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| Устройство для фрезерования | 1988 |
|
SU1593795A1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 1992 |
|
RU2067514C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС НА ТОКАРНОМ СТАНКЕ С ЧПУ | 2012 |
|
RU2493940C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ МГНОВЕННОГО ОСТАНОВА ПРОЦЕССА РЕЗАНИЯ | 1972 |
|
SU342738A1 |
9%/./
У
К
///V
.2
