Изобретение относится к машиностроению и может быть использовано в хонинговальных или доводочных станках для автоматического управления приводом разжима инструмента. Известно устройство для управления приводом разжима инструмента, содержащее датчик момента сил резания, соединенный с генератором импульсов, и два элемента И, входами подключенные к генератору импульсов, счетчик импульсов 1. Недостатком известного устройства является то, что оно не обеспечивает надежного и стабильного разжима инструмента, так как возникающие по каким-либо причинам изменения напряжения в цепи питания электродвигателя вращения оказывают большое влияние на показания датчика. Обработка малых отверстий известным устройством практически невозможна. Цель изобретения - повышение надежности и стабильности работы. Поставленная цель достигается тем, что устройство, содержащее датчик момента сил резания, соединенный с генератором импульсов и два элемента И, входом подключенные к генератору импульсов, снабжено одновибратором, элементом сброса, генератором тактовых импульсов, запоминающим и сравнивающим элементами, при этом сравнивающий элемент выполнен в виде вь1читающего, а запоминающий - в виде суммирующего счетчиков, а генератор импульсов - в виде автогенератора, причем генератор тактовых импульсов подключен к входам первого элемента И, вычитающего счетчика, одновибратора, элемента сброса и через усилитель - к приводу разжима, который соединен с входом суммирующего счетчика, выход первого элемента И - с входом вычитающего счетчика, а выход второго элемента И - с входом сум.мирующего счетчика, один вход которого через одновибратор подключен на вход второго элемента И, а другой - на вход вычитающего счетчика. На чертеже приведена схема устройства. Разжимной щток 1 при цомощи винтовой пары 2 и зубчатых колес 3 и 4 взаимодействует с реверсивным электродвигателем 5 разжима инструмента, который управ тяется через усилитель 6. Вход усилителя 6 соединен с выходом вычитающего счетчика 7 и генератором тактовых импульсов 8, а вход вычитающего счетчика 7 подключен к выходу суммирующего счетчика 9 через первый элемент И 10, а также непосредственно - к генератору 8 тактовых импульсов. Датчик 11 момента сил резания, установленный на приспособлении 12, в котором зажимается обрабатываемая деталь 13, через автогенератор 14 соединен с входами первого элемента И 10 и второго элемента И 15, а выход последнего подключен к входу суммирующего счетчика 9, второй вход суммирующего счетчика 9 соединен с выходом элемента 16 сброса, а последний - с генератором тактовых импульсов 8. Вход одновибратора 17 соединен с генератором 8 и выходом суммирующего счетчика 9, а выход одновибратора 17 подключен к входу элемента И 15. Элемент 16 сброса снабжен кнопкой 18, с помощью которой осуществляется сброс суммирующего счетчика 9 в нулевое состояние в процессе калибровки. Вращение инструмента осуществляется электрох двигателем 19. Устройство работает следующим образом. Перед началом цикла обработки производится калибровка. Для этого к приспособлению 12, установленному на столе хонинговального или доводочного станка, прикла.д.ывают эталонное усилие (экспериментально подобранное). При этом изменяется индуктивность датчика И, и автогенератор 14 перестаивается на определенную частоту f. С генератора 8 тактовых импульсов последовательно поступают сдвинутые по фазе импульсы на элемент И 10, вычитающий счетчик 7, одновибратор 17, элемент 16 сброса и усилитель 6. При нажатии кнопки 18 элемент 16 производит сброс суммирующего счетчика 9 в нулевое состояние. Сигнал со счетчика 9 поступает на одновибратор 17 и по поступлении тактового импульса с генератора 8 формируется одиночный импульс. Он поступает на элемент И 15, разрещая ему пропускать в течение определенного времени импульсы с автогенератора 14 на суммирующий счетчик 9, в результате чего на счетчике 9 запоминается определенное число импульсов, соответствующее калибрующему усилию. По окончании цикла калибровки к обрабатываемой детали, установленной на приспособлении 12, подводят инструмент, вращающийся от электродвигателя 19. Игле разжима сообщается перемещение от электродвигателя 5 через зубчатые колеса 4 и 3 и винтовую пару 2. При соприкосновении инструмента с обрабатываемой поверхностью возникает момент сил резания, воздействующий на датчик II, и автогенератор 14 перестраивается на частоту, пропорциональную величине усилия резания. Сигнал с автогенератора 14 поступает на элемент И 10. Одновременно с генератора 8 тактовых импульсов поступает сигнал на вычитающий счетчик 7 и содержимое суммирующего счетчика 9 переписывается в счетчик 7. Следующим тактовым импульсом с генератора 8 открывается элемент И 10, разрещающий в течение определенного времени прохождение импульсов с автогенератора 14 на вычитающий счетчик 7. Разжим инструмента осуществляется до тех пор, пока частота импульсов с автогенератора меньше fj. При возникновении усилия резания, превышающего калибрующее, частота импульсов с автогенератора f превыщает fj, счетчик 7 переходит в состояние I и по сигналу с генератора 8 через усилитель 6 осуществляется отключение электродвигателя разжима 5. Дальнейшее перемещение иглы разжима и, следовательно, разжим инструмента прекращаются. Как только момент сил резания становится меньше калибрующего, на электродвигатель 5 разжима поступает сигнал о включении и разжим инструмента возобновляется.
Предлагаемое устройство для разжима инструмента обладает по сравнению с известным повышенной надежностью и стабильностью работы, так как процесс управления осушествляется не по величине напряжения, соответствующего заданной величине усилия резания, а непосредственно по величине мо.мента сил резания, и возникающие по тем или иным причинам изменения напряжения в цепи питания электродвигателя вращения не оказывают влияния на показания датчика. Предлагаемое устройство разжима наиболее успешно может быть применено при обработке отверстий малых диаметров.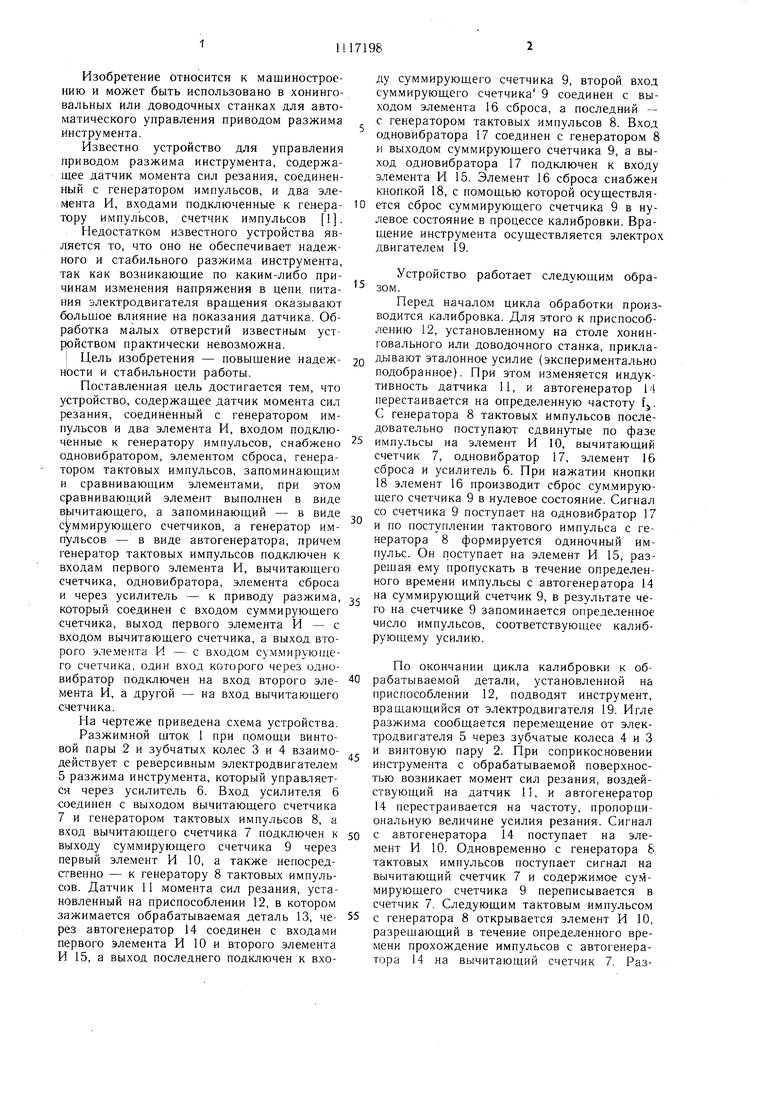

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения неэлектрических величин | 1986 |
|
SU1364852A1 |
| Устройство для разжима инструмента хонинговального или доводочного станка | 1981 |
|
SU1004081A2 |
| Функциональный преобразователь многих перемнных | 1981 |
|
SU1115068A1 |
| Импульсный измерительный дефектоскоп | 1990 |
|
SU1777068A1 |
| Устройство управления приводом разжима притира | 1981 |
|
SU995067A1 |
| Устройство для измерения расхода жидкости или газа | 1990 |
|
SU1739202A1 |
| Устройство для определения веса груза,транспортируемого конвейером | 1986 |
|
SU1447732A1 |
| Устройство измерения влажности сыпучих материалов | 2016 |
|
RU2653092C1 |
| Система управления станков дляАбРАзиВНОй ОбРАбОТКи | 1979 |
|
SU831589A1 |
| Устройство для определения верхней мертвой точки двигателя внутреннего сгорания | 1985 |
|
SU1255888A2 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРИВОДО/Vl РАЗЖИМА ИНСТРУМЕНТА ХОНИНГОВАЛЬНОГО СТАНКА, содержащее датчик момента сил резания, соединенный с генератором импульсов, и два элемента И, входами подключенные к генератору импульсов, отличающееся тем, что. с целью повышения надежности и стабиль юсти работы, устройство снабжено одновибратором, элементом сброса, генератором тактовых имп,1ьсов, запоминающим и сравнивающим элементами, при этом сравнивающий элемент выполнен в виде вычитающего, а запоминающий - в виде суммирующего счетчиков, а генератор импульсов - в виде автогенератора, причем генератор тактовых импульсов подключен к входам пс)вого элемента И, вычитающего счетчика, одновибратора, элемента сброса и через усилитель - к приводу разжима, который соединен с входом суммирующего счетчика, выход первого элемента И - с входом вычитающего счетчика; а выход второго элемента И - с входом суммирующего счетчика, один вход которого через одновибратор подключен на вход второго элемента И, а другой - на вход вычитающего счетчика.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для управления приводом разжима притира станка для доводки отверстий | 1978 |
|
SU921811A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
