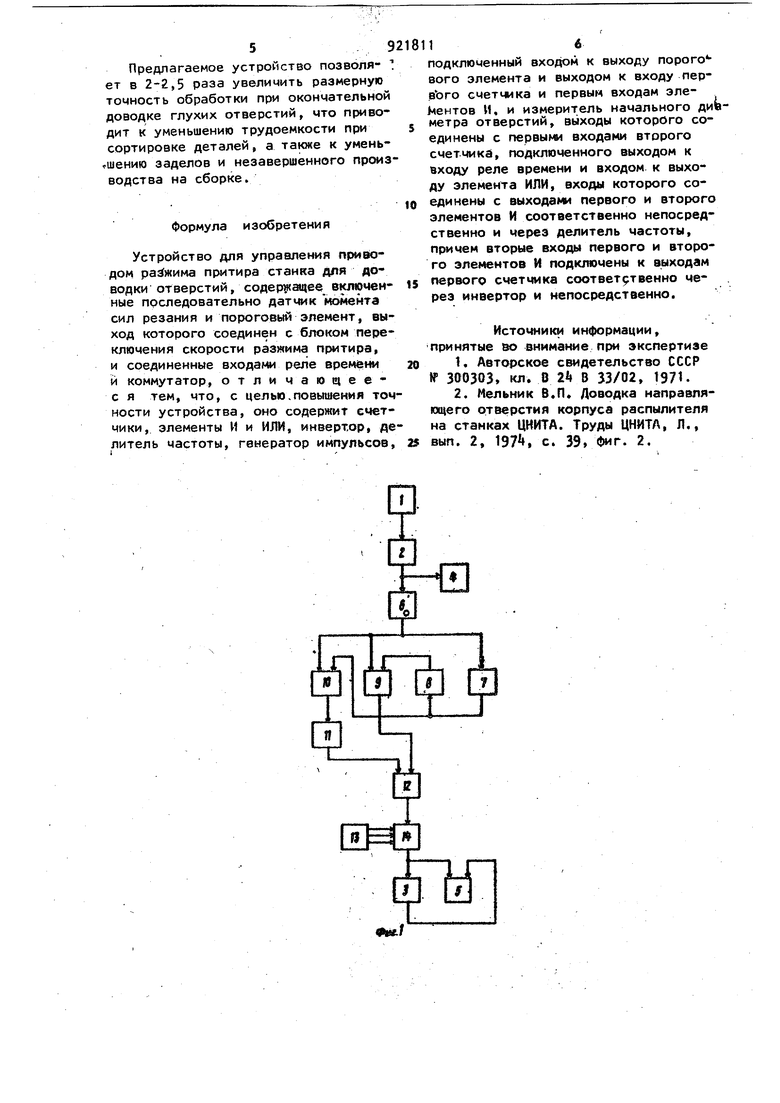
Изобретение относится к автоматике и вычислительной технике и пред назначенЬ для использования в системах программного управления доводочными операциями. Известно устройство для управления приводом разжима притира станка для доводки отверстий . Однако это устройство не обладает достаточной точностью, так как время доводки задается одинаковым для всех деталей, независимо от размера доводимого отверстия, в силу чего разброс последних зачастую увеличивается. Наиболее близким к изобретению по технической сущности является устройство для управления приводом разжима притира станка для доводки отверстий, содержащее включенные последовательно датчик момента сил резания и пороговый элемент, выход которого соединен с блоком переключения скорости разжима притира, и соединенные входами реле времени,и коммутатор 2. Недостатком известного устройства также является отсутствие повышенной точности, так как величина снимаемого припуска при дрводке непропорциональна времени доводки и носит нелинейный характер, что не учитывается. Цель изобретения - повышение тоуности устройства. Цель достигается тем, что устройство содержит счетчики, элементы И и ИЛИ, инвертор, делитель частоты, генератор импульсов, подключенный входом к выходу порогового элемента и выходом к входу первого счетчика и первым входам элементов И, и измеритель начального диаметра отверстий, выходы которого соединены с первыми входами второго сметчика, подключенного выходом к входу реле времени и входом к выходу элемента ИЛИ, входы которого соединены с выходами первого и второго элементов И соответственно непосредственно и через делитель частоты, причем вторые входы первого и 39 второго элементов И подключены к вых дам первого счетчика соответственно через инвертор и непосредственно. На фиг. 1 представлена структурна схема устройства; на фиг. 2 - апарок симированная зависимость съема припуска в функции времени. Устройство содержит датчик 1 момента сил резания, пороговый элемент 2, реле 3 времени, блок 4 переключения скорости разжима притира, блок 5 коммутации, генератор 6 импульсов, счетчик 7 импульсов, инвертор 8, элементы И 9 и 10, делитель 1 мастоты (следования импульсов), элеМент ИЛИ 12, измеритель 13 начального диаметра отверстий и счетчик l4 импульсов. Диапазон измерения измерителя 13 равен сумме диапазона рассеивания размеров деталей, поступающих на доводку, и минимального припуска, который необходимо снять для получения требуемой чистоты поверхности и точности геометрической 4)ормы. Это гарантирует необходимую величину съема при доводке отверстий, имеющих максимальный размер. Кодовые выходы измерителя 13 связаны с установочными входами соответствущих триггеров счетчика i. Устройство работает следукйцим об разом. Перед обработкой деталь ставят на измерительную позицию и измерителем 13 производят измерение величины диаметра отверстия, подлежащего об-, работке. После измерения код размера записывается в счетчик 14, который в дальнейшем работает по принципу досчета, т.е. обеспечивается малое время обработки большого исходного диаметра и большее время обработки малого диаметра. - После установки детали на станок и его включения осуществляется ускоренный режим притира. В момент касания притиром поверхности доводимого отверстия с выхода датчика 1 на вход порогового элемента 2 начинает поступать сигнал, пропорциональный величине момента сил резания. При определенной величине момента, на ко торую настроен пороговый элемент 2, последний срабатывает и с его выхода сигнал поступает в блок переключения скорости разжима притира k. По этому сигналу происходит переключе4ние скорости разжима притира с ускоренной на рабочую. Одновременно сигнал с выхода порогового элемента 2 поступает на .запускающий вход генератора 6 импульсов. Частота следования импульсов генератора выбирается из условия Ч -я. у частота следования импулъсов;скорость съема металла при доводке на первом участке (фиг. 2), мкм/с; цена деления шкалы измерительного прибора (разрешающая способность), МК.4. Импульсы генератора начинают поступать на первые входы элементов И 9 и 10, а также на вход счетчика 7. При отсутствии сигнала с ВЬ1хода счетчика 7 на второй вход элемента И 9 через инвертор 8 поступает сигнал, а на втором входе элемен1та И 10 сигнала нет. Импульсы генератора через элемент И 9 и элемент ИЛИ 12 поступают на счетный вход счетчика 14 импульсов и начинается его дозаполнение. Через п импуЬьсов, соответствующих точке перегиба аппроксимированной зависимости съема от времени, счетчик 7 заполняется и на его выходе появляется сигнал, который поступает на второй вход элемента И 10 и через инвертор 8 закрывает элемент И 9Поскольку на втором входе элемента И 10 имеется разрешающий сигнал, с этого момента импульсы генератора поступают через этот элемент на делитель 11 частоты и через элемент ИЛИ 12 на вход счетчика 14. Коэффициент деления устанавливается равным отношению скорости съема на первом и втором участках кривой зависимости съема от времени. С измененной частотой импульсы продолжают дозаполнять счетчик 14. После заполнения счетчика 14 на его выходе появляется сигнал, который поступает в блок коммутации 5 для остановки двигателя разжима и на запуск программного реле 3 времени для осуществления цикла выхаживания и реверса двигателя разжима. Таким образом, введение делителя частоты следования импульсов позволяет учесть непропорциональность съема и времени обработки. 59 Предлагаемое устройство позволяет в 2-2,5 раза увеличить размерную точность обработки при окончательной доводке глухих отверстий, что приводит к уменьшению трудоемкости при сортировке деталей, а также к умень шению заделов и незавершенного произ водства на сборке. Формула изобретения Устройство для управления приводом притира станка для доводки отверстий, содер ащее включенные последовательно датчик момента сил резания и пороговый элемент, выход которого соединен с блоком переключения скорости разжима притира, и соединенные входами реле времени и коммутатор, отличающеес я тем, что, с целью.повышения точ ности устройства, оно содержит счетчики, элементы И и ИЛИ, инвертор, де литель частоты, генератор импульсов, 16 подключенный входом к выходу порого вого элемента и выходом к входу первЪго счетчика и первый входам элементов И, и измеритель начального ди1э1метра отверстий, выходы которого соединены с первыми входами второго счетчикд, подключенного выходом к входу реле времени и входом к выходу элемента ИЛИ, входы которого соединены с выходами первого и второго элементов И соответственно непосредственно и через делитель частоты, причем вторые входы первого и второго элементов И подключены к выходам первого счетчика соответственно через инвертор и непосредственно. Источники информации, Принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 300303, кл. В 2 В 33/02, 1971. 2.Мельник В.П. Доводка направляющего отверстия корпуса распылителя на станках ЦНИТА. Труды ЦНИТЛ, Л., вып. 2, IS, с. 39, (. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления приводом разжима притира | 1981 |
|
SU995067A1 |
| Устройство для управления приводом разжыма притира | 1976 |
|
SU591826A1 |
| Устройство управления приводом разжима притира | 1980 |
|
SU894680A1 |
| Система управления станков дляАбРАзиВНОй ОбРАбОТКи | 1979 |
|
SU831589A1 |
| Устройство для управления приводом разжима притира | 1980 |
|
SU942962A1 |
| Устройство для разжима притира | 1982 |
|
SU1052373A1 |
| Притир для доводки отверстий | 1976 |
|
SU656818A1 |
| Устройство для разжима притира | 1981 |
|
SU973322A1 |
| АППАРАТУРА РАДИАЦИОННОГО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА (АРКТ) | 2017 |
|
RU2661451C1 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |

Яти
