(54) УСТРОЙСТВО ДЛЯ РАЗЖИМА ИНСТРУМЕНТА ХОНИНГОВАЛЬНОГО ИЛИ ДОВОДОЧНОГО СТАНКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разжима инструмента хонинговального или доводочного станка | 1977 |
|
SU634916A1 |
| Устройство для разжима инструмента хонинговального или доводочного станка | 1982 |
|
SU1002138A2 |
| Устройство для разжима инструмента хонинговального или доводочного станка | 1980 |
|
SU946893A2 |
| Система управления станком | 1973 |
|
SU450707A1 |
| Устройство для управления разжимом притира | 1982 |
|
SU1024243A1 |
| Устройство для управления приводом разжима инструмента хонинговального станка | 1983 |
|
SU1117198A1 |
| Металлорежущий станок | 1981 |
|
SU984712A1 |
| Устройство для управления сопряженными по нагрузке дозировочными агрегатами | 1974 |
|
SU637792A1 |
| Устройство для перемещения инструмента (детали) хонинговальнодоводочного станка | 1977 |
|
SU632555A1 |
| Устройство для управления перемещением стола плоскошлифовального станка | 1985 |
|
SU1278809A1 |
Изобретение относится к машиностро ению и может быть использовано при создании хонинговальных или доводочных станков для окончательной .обработки отверстий.
По основному авт. .св. 476967 извертно устройство для разжима кнструмента хонинговального или доводочного станка. По сравнению с другими устройствами для разжима инструмента оно отличается простотой, удобно для встройки в станке, надежно в эксплуатации- Tllv .
Однако в указанном устройстве неиэ-бежно наличие люфтов, что может принест1Г при обработке детали,когда величина сигнала датчика мощности превышает величину задающего сигнала,к реверсу электг родвигателя механизма разжима.При наличии люфтов в механизме определенное вре-: мя реверса тратится на B it6opKy люфтов.(., Обработка в этот промежуток времени производится с усилием, меньшим, чём заданное. Следовательно, снижается про. изводительноеть обработки. Таким образом, из-за наличия :лшфтов в; механизме разжима инструмента в процессе обработки не обеспечивается непрерывное поддержание заданного значения .мощности обработки../
Целью изобретения является повышение производительности обработки при наличии люфтов в механизме разжи5 ма инструмента путем исключения реверса в процессе обработки.
Указанная цель достигается тем, что в устройстве для разжима инструмента хонинговального или доводочного 10 станка усилитель выполнен в виде реверсивного переключатели , а сравниваг квдее устройство - в виде двух нуль-органов с регулируемым гистерезисом, при SITOM выходы задатчйка и датчика мощности f соединены через резисторы со входами нуль-органов, а выходы последних соединены с соответствующими входами реверсивного перек.пючателя. .
Такая конструкция исключает реверс в процессе обработки, обеспечивая за20данную производительность обработки при наличии люфтов в механизме разжима.
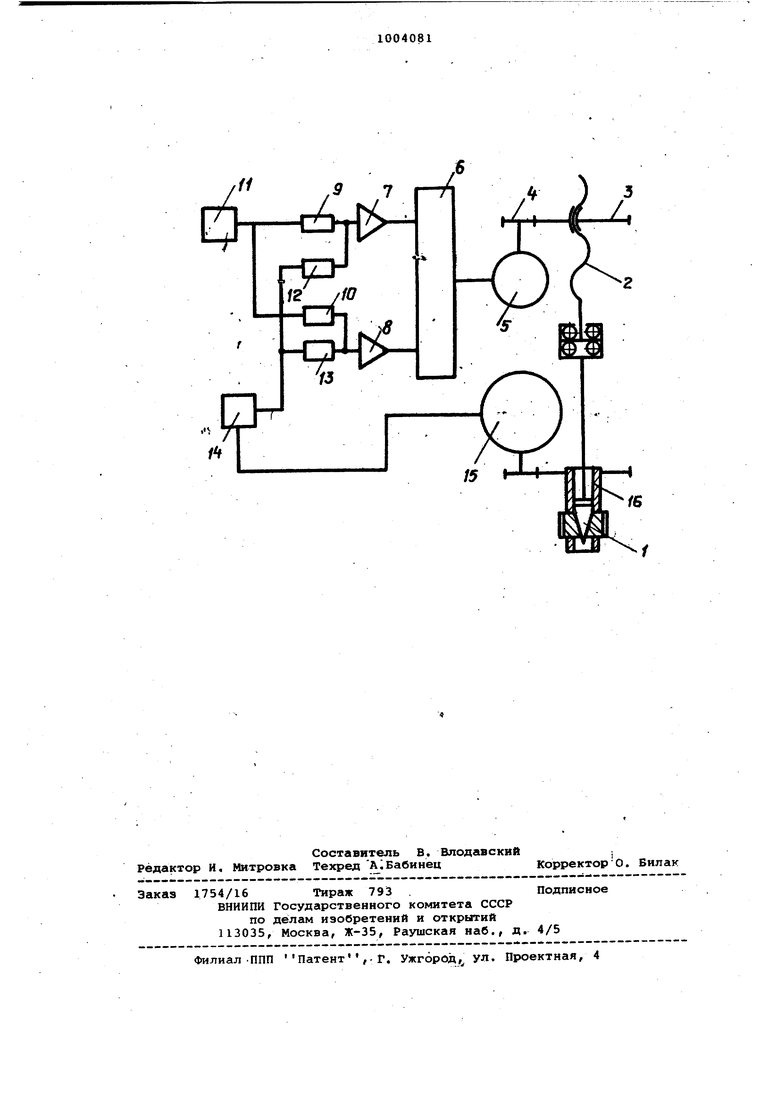
На чертеже изображена схема устройства.
25
Разжимной шток 1 связан при помощи винтовой пары 2, зубчатых колес 3 и 4 с электродвигателем 5 механизма разжима.
Управляющая обмотка электродвига30теля 5 механизма разжима соединена с выходом усилителя, выполненного в ви де реверсивного переключателя 6. Вхо ды реверсивного переключател5У б соединены с выходами сравнивающего устройства, выполненного.в виде нульорганов 7 и 8, с регулируемым гистерёэисоЬт) причем выход нуль-органа 7 соединен с прямым, а выход нуль-орга на 8 - с реверсивным входами реверсивного переключателя 6. Входы нульорганов 7 и 8 соединены через рези; сторы 9 и10 с выходом эадатчика мощ ности 11, те же входы нуль-органов 7 и 8 соединены через резисторы 12 и 1 с выходом датчика мощности-14. После НИИ включен в цепь питания электродв гателя 15 привода вращения инструмен та 16. Устройство работает следующим образом. После начала цикла обработки детал на входы нуль-органов 7 и 8 через соответствующие резисторы подаются сигналы с выходов задатчика мощности 11 и датчика мощности 14, при этом сигнал на выходе датчика мощности 14 соответ ствует мощности холостого хода электродвигателя 15. Нуль-орган 7 настроен таким образом, что при превышении сигнала заР. датчиком мощности над сигналом датчика 14 мощности он подключает управляющую обмотку электродвигателя 5 и цепи питания (на чертеже не показана через ре.версивный переключатель б. Происходит ускоренное перемещение разжимного штока 1. После касания брусками инструмента 16 обрабатываемой детели (на черт еже не показана) мощность электродвигателя 15 возрастает. Когда сигнал датчика 14 становится равным сигналу задатчика 11 мощности, или превышает его в допустимых пределах, нуль-орган 7 отключает управляющую обмотку электродвигателя 5 от цепи питания через реверсивный переключатель 6. Электродвигатель 5 останавливается, люфты не раскрываются, бруски инструмента 16 прижаты к детали, съем металла продолжается, обеспечивается поддержание Зсъданной мощности обработки с высокой точностью. Описанный процесс обработки с отключенным двигателем продолжается до тех пор, пока СИГНЕШ задатчика 11 становится больше сигна ла датчика 14. Снова включается электродвигатель 5. Обработка детали с заданной мощностью и с включением отключением электродвигателя 5 продолжается до достижения требуемого размера. . . . Если в процессе обработки детали сигнал датчика 14 значительно превышает сигнал задатчика 11, нуль-орган 8 срабатывает (элементы регулировки точки .срабатывания на чертеже не показаны) и подключает управляющую обмотку электродвигателя 5 к цепи реверса (на чертеже не показана) через реверсивный переключатель 6. Происходит ускоренный возврат разжимного штока 1 (сжим брусков), предотвращающий поломку инструмента 16. Когда С11гнал датчика 14 уменьшается до допустимой величины, нуль-орган 8 отключает управляющую обмотку электродвигателя 5. Электродвигатель 5 останавливается. Сигнал датчика 14 продолжает уменьшаться. После превышения сигнала задатчика 11 над сигналом датчика 14 вновь происходит раз-, жим брусков. Мощность обработки, при которой происходит возврат нуль-органов 7 и 8 в исходное состояние, осуществляется регулировкой гистерезиса соответствующего нуль-органа (элементы регулировки гистерезиса на чертеже не показаны). В устройстве отсутствует реверс Q процессе обработки. Это позволяет исключить резкие колебания давления при врезании инструмента в деталь и обеспечивает более стабильное протекание процесса резания. Тем самым обеспе- .. чивается заданная производительность обработки, повышается стойкость ин- i струмента. Возможность реверса при перегрузке, превышающей допустимую, исключает поломку инструмента и брак обработанной детали. Формула изобретения Устройство для разжима инструмента хонинговального или доводочного станка по авт. св. 476967, отличающееся тем, что, с целью повышения производительности обработки, усилитель выполнен в виде реверсивного переключателя, а сравнивающее У.стройство - в виде двух нуль-органов с регулируемым гисте езисом, при этом выходы задатчика и датчика мощности соединены через резисторы.с входами нyльорганов ,а выходы последних соединены с соответствующими входами реверсивного переключателя. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 476967, кл, В 24 В 33/06, 1975.
{1
