Изобретение относится к металлургии в области литейного производства, точнее - к устройствам для подачи расопавлеиного, металла, и предназначено для применения при не1;реры ной разливке стали в листовые или сортовые заготовки. Известно промежуточное устройство для непрерывной разливки стали, состоящее из металлоприемника и примыкакхцей к нему огнеупорной насад :ки-Щ . Недостаток известного устройстванизкая производительность, так как при его применении не происходит допошштельное охлаждение, струи металла, проходящей через огнеупорную насадку. Вследствие этого отливка конструкционных и легированных сталей не может производиться на высоких скоростях. Известно промежуточное устройство для непрерывной разливки стали, состоящее из металлоприемника и примыкакмцего к нему металлического, охлаждаемого стакана с огнеупорной насадкой. Такое устройство работоспособно при внутреннем диаметре металлического стакана 60-80 мм и высоте не более 300-500 мм. Производительность этого устройст ва повьпяается по сравнению с иуестным на 20-30% за- счет увеличения скорости разливки стали, дополнитель но охлаждаемой при прохождении через металлический стакан 2 ,, Однако производительность этого устройства остается относительно небольшой. Объясня ется это тем, что образующаяся в начале разливки на внутренней стенке стакана и постоянно присутствующая в дальнейшем корочка металла явлйется дополнительным телловым сопротивлением, уменьшающим теплоотдачу от жидкого металла к стенке стакана. Одергивание же корочки металла (под воздействием ультразвуковых колебаний усадки ,собственного веса и кинетической энергий струи металла) затруднено вследствие заклинивания ее из-за возможного искривления или перекоса. Цель изобретения - улучшение качества металла и повышение производительности. .Поставленная цель достигается тем что в промежуточном устройстве для . непрерывной разливки стали, содержащем металлоприемник и примыкающий к нему металлический Ьхлалсдаемьй стакан с огнеупорной насадкой, на внутренней поверхности стакана на расстоянии ,5 его высоты от нижнего торца установлена огнеупорная втулка, выступающая в полость стакана на величину, равную 0,5-0,1 внутреннего диаметра стакана. Установка огнеупорной втулки на заданной высоте стакана и выступающей в его полость на заданную величину позволяет при работе устройства разделить образующуюся на внутренней стенке стакана корочку металла и обеспечить полное сдергивание корОчки металла, расположенной ниже втулки. В качестве материала втулки может быть использован нитр1(ц бора .связанный .окисью кремния. Одергиванию корочки металла в этом случае благоприятствует то, что ее деформа1(ия минимальна вследствие небольшой ее высоты (до 0,5 высоты стакана). И при усадке металла корочки последняя под воздействием собственного веса и кинетической энергии струи металла падает в кристаллизатор. В результате теплоотвод от жидкого металла к ст.енке стакана увеличивается ,у в ел.ичивается и произво-дительность устройства в целом. При установке огнеупорной втулки на высоте.более 0,5 высоты стакана от его нижнего торца сбрасывание образующейся корочки металла,резко затрудняется ввиду увеличения ее высоты, сопровождающееся ее искривлением или перекосом. При установке втулки.на высоте . менее 0,2 высоты металлического стакана от его нижнего торца эффективность- работы устройства практически не повьш1ается ввиду малой площади тепло отвода этой части стакана. При устаиовке втулки, выступаквдей в полость стакана на величину менее 0,05 его внутреннего диаметра,просходит срастание корочек металла, образунйцихся вьш1е и ниже вставки, то исключает сбрасывание корочки, расположенной ниже втулки в кристализатор. При установке втулки, выступаюей в полость стакана на величину. олее О,1 его внутреннего диаметра, нижается производительность уст.3I ройства и качество разливаемого ме.талла вследствие уменьшения расхода металла ниже требуемой нормы. На чертеже показано устройство. Промежуточное устройство для непрерьшной разливки стали состоит из металлоприемника I и примыкакицего к нему охлаждаемого стакана 2 с огнеупорной насадкой 3. На внутренней поверхности стакана 2 выполнена колк цевая проточка 4, в которой установлена огнеупорная втулка 5 (из нитрида бора, связанного окисью кремния). Позицией 6 показана струя металла. Для выполнения проточки 4 стакан 2 выполнен разъемныь по горизонтали, при этом каждая часть стакана 2 имеет индивидуальное охлаждение. Предлагаемое устройство опробовано в промышленных условиях предприятия при отливке слябов сечением мм при разливке стали марок 45,40Х, 65Т и 60С2А. Высота стакана 800 мм, проточка выполнена на высоте 300 мм от нижнего торца стакана. Устройство работает следующим образом. Предварительно собранное и разогретое устройство устанавливают над кристаллизатором (не показан) так, чтобы в процессе разливки огнеупорная насадка 3 была погружена в металл приблизительно на 100-150 мм. Затем Центрируют стакан ковша (не по казано) относительно металлоприемника I и герметизируют зазор между ковшом и металлоприемником 1. Путем открытия стопора ковша обес печивают . поступление металла 6 из ковша в кристаллизатор через метал, 84 лоприемник 1, стакан 2 и огнеупорную насадку 3-. При этом часть струи металла соприкасается со стенкой стакана 2 в верхней и нижней его частях с образованием корочки 7 и 8 металла в верхней и нижней его частях. Верхняя корочка 7 в полости стакана 2 присутствует постоянно, при этом соприкасающаяся со струей металла 6 часть корочки 7 постоянно нарастает И постоянно размывается. Нижняя же корочка 8 периодически нарастает и периодически полностью сбрасывается, после чего образуется новая корочка и процесс повторяется . ; Эксперименты при использовании ультразвукового датчика показали, что толщина корочки 8 периодически изменяется от О до 5 мм. Тепловые измерения показали, что применение предлагаемого устройства по сравнению с устройством - прототипом делает возможным уменьшить температуру жидкого металла, поступающего В кристаллизатор, на 10-18 0 Это позволяет увеличить скорость разливки конструкционных углеродистых и легированных. сталей с О ,6 до 0,7 м/мин при сохранении требуемого качества слитков и проката. Все это увеличивает пропускную способность установки непрерывной разливки стали на 10-15%. Экономический эффект от применения предлагаемого устройства по сравнению с базовым объектом составляет 280,0 тыс.руб. в год.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки и разливки металлов в вакууме | 1975 |
|
SU563439A1 |
| Способ непрерывного литья заготовок | 1982 |
|
SU1060300A1 |
| Металлопровод | 1980 |
|
SU929314A2 |
| Способ непрерывной разливки металла | 1989 |
|
SU1668018A1 |
| Устройство для охлаждения расплавлен-НОгО МЕТАллА пРи НЕпРЕРыВНОй РАзлиВКЕ | 1978 |
|
SU850282A1 |
| Металлопровод | 1978 |
|
SU737107A1 |
| Кристаллизатор для непрерывной разлив-Ки МЕТАллОВ | 1973 |
|
SU835614A1 |
| Способ многоручьевой непрерывной разливки металлов и сплавов | 1986 |
|
SU1326391A1 |
| Погружной стакан для непрерывной разливки сортовых заготовок | 1982 |
|
SU1046007A1 |
| Устройство для подачи металла в кристаллизатор машины непрерывного литья заготовок | 1975 |
|
SU614883A1 |
ПРОМЕЖУТОЧНОЕ УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ, содержащее металлоприемник и примьшающий к металлический охлаждаемый стакан с огнеупорной насадкой, о тли ч ающе е с я тем, что, с целью улучшения качества металла и повышения производительности, на внутренней поверхности стакана на расстоянии 0,2-0,5 его высоты от ниж.него торца установлена огнеупорная втулка, выступающая в полость стакана на 0,05-.0,1 внутреннего диаметра стакана. f (Л X) 4 эо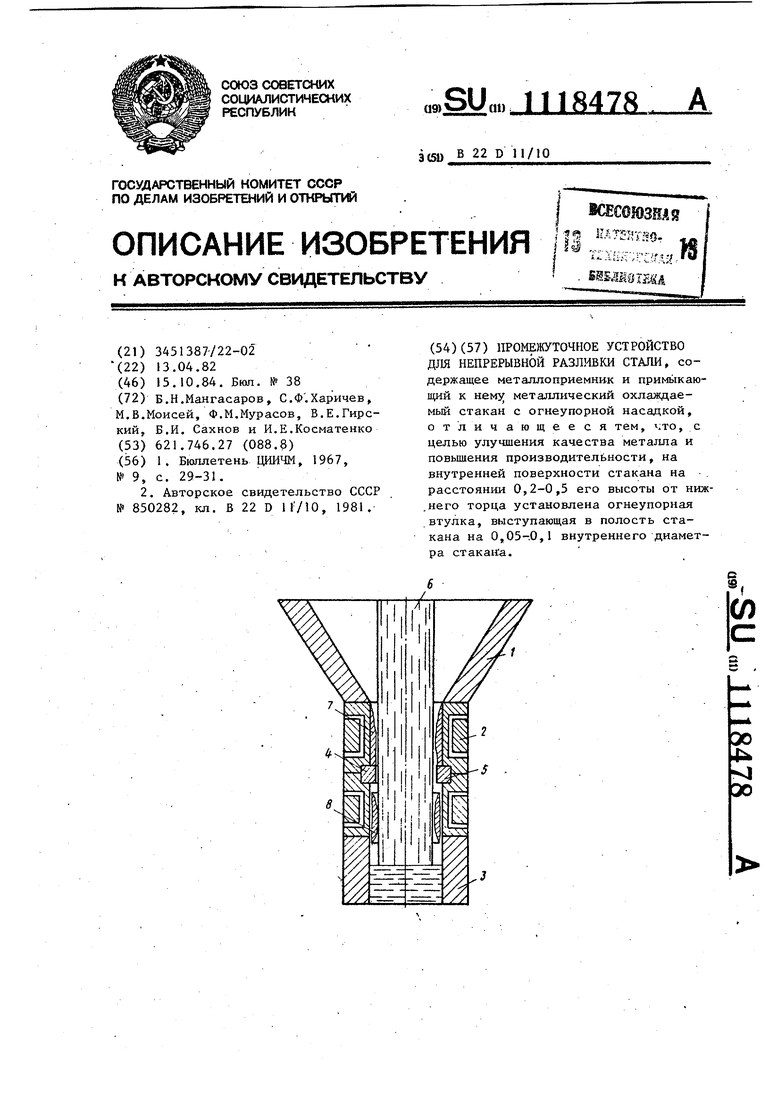
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бюллетень ЦИИЧМ, 1967, № 9, с | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для охлаждения расплавлен-НОгО МЕТАллА пРи НЕпРЕРыВНОй РАзлиВКЕ | 1978 |
|
SU850282A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
