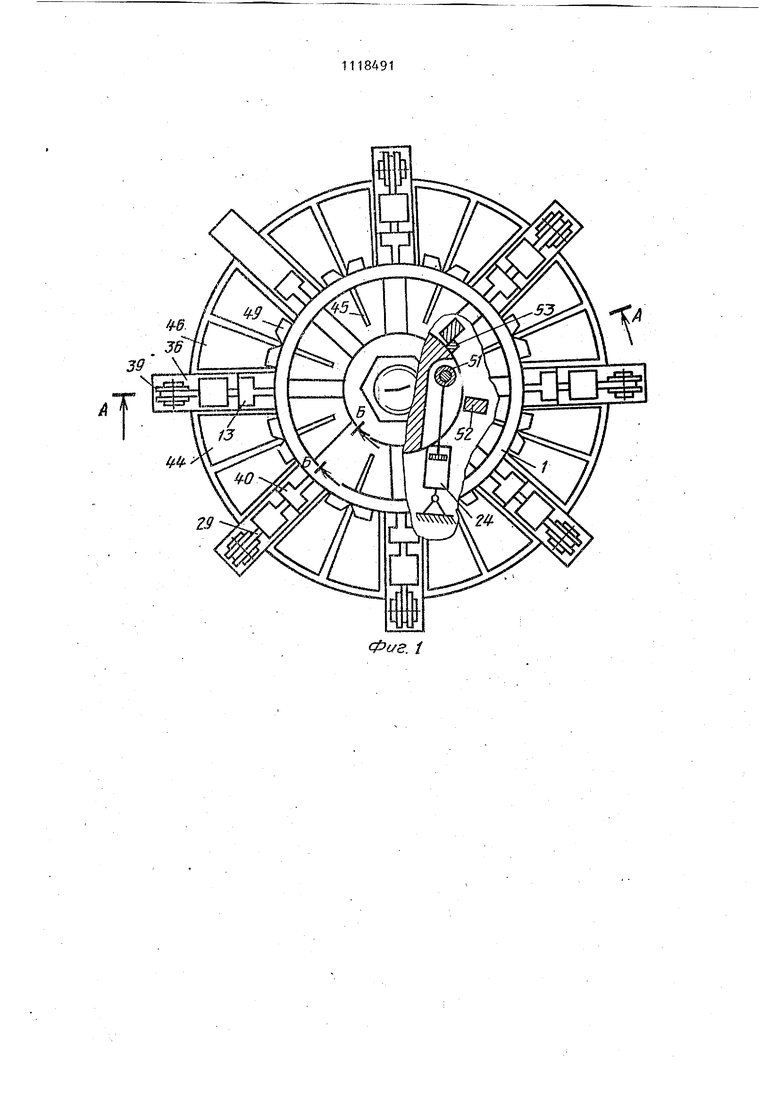
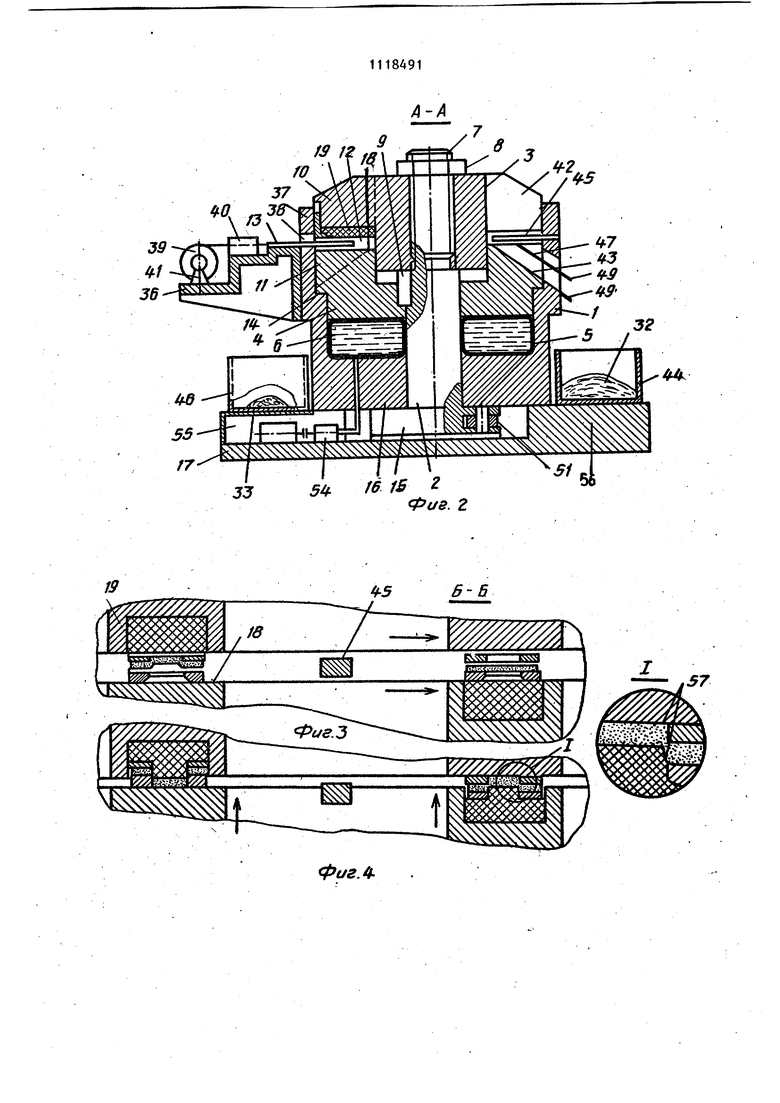
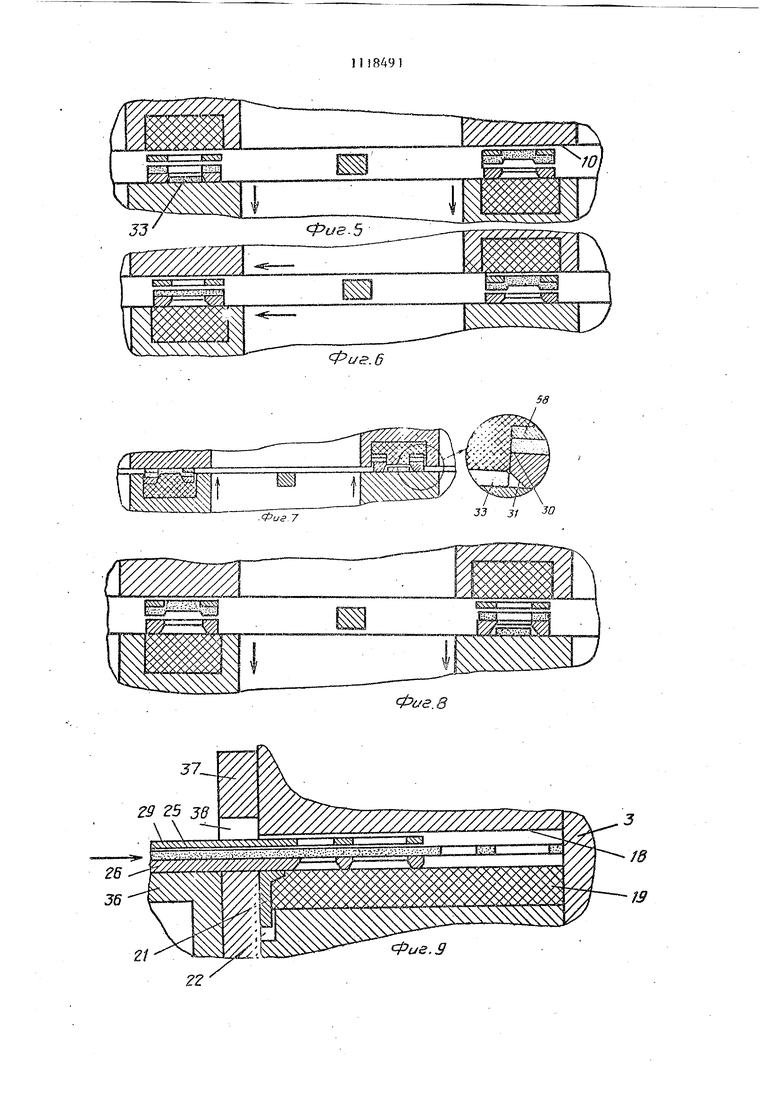
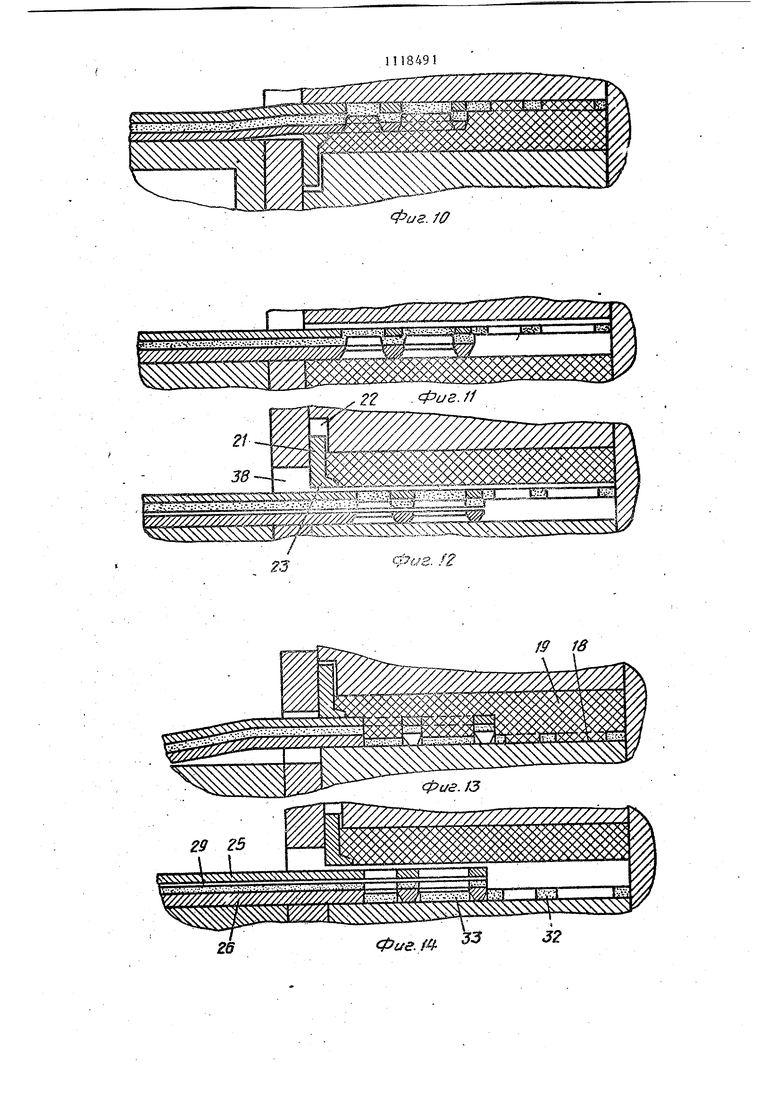
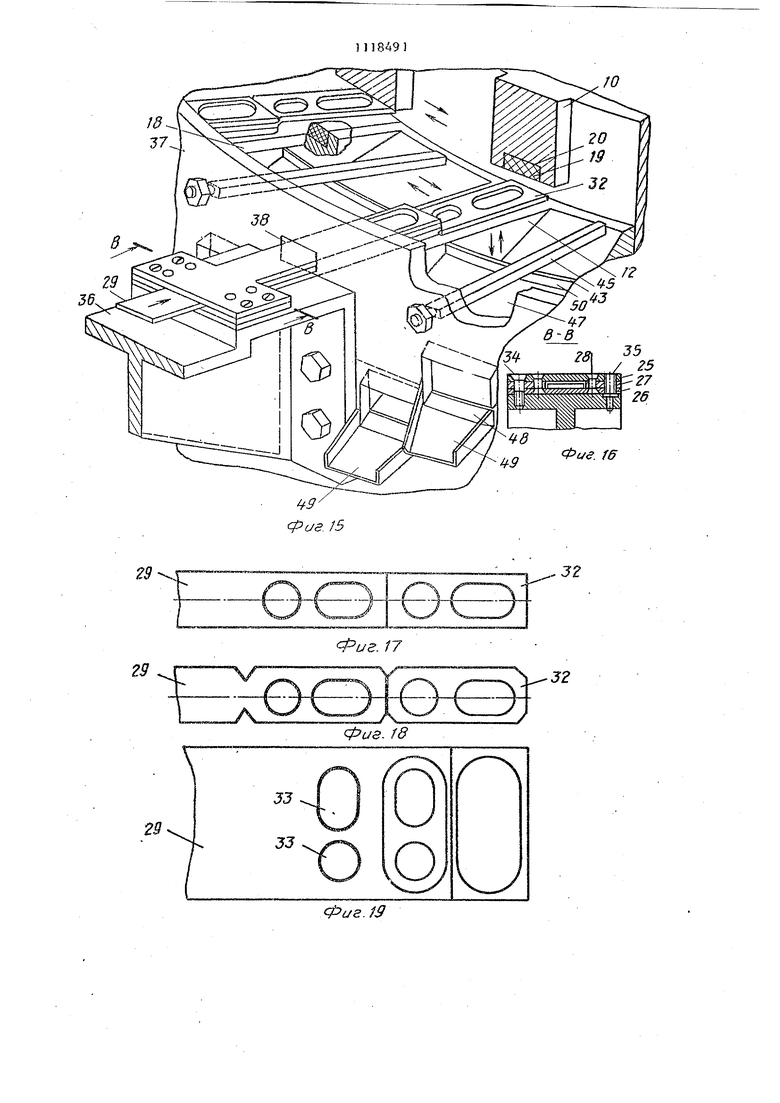
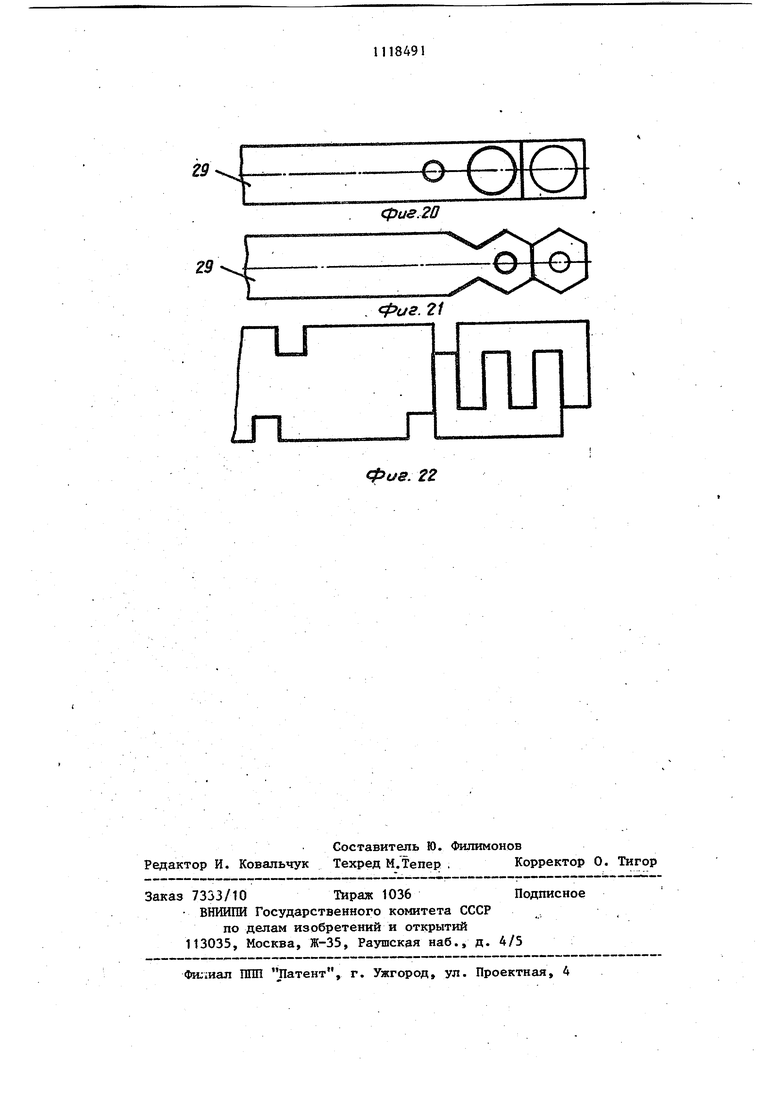
f Изобретение относится к обработке листового материала и может быть использовано в заготовительных и листоштамповочных цехах машинострои тельных и приборостроительных предприятий для штамповки преимуществен но тонколистовых деталей из рулонных материалов. Известно устройство для обработки листового материала, содержащее установленные с возможностью относительного перемещения два взаимодействуЛ)щих инструмента, один из которых выполнен плоским из эластичного материала, а другой по меньшей мере из одного поворотного вокруг своей оси ролика с круговой режущей кромкой Щ. Недостаток известного устройства - невысокое качество резки. Наиболее близ1шм по технической сущности и достигаемому результат к предлагаемому является устройство для штамповки листового материала, содержащее основаьше с поворотным корпусом, рабочий инструмент в виде двух пар пластин с режуищми кромками и деформирующий узел в виде двух пар жестких опор и упругих подушек, размещенных по оси давления попарно по обе стороны относительно рабо чего инструмента 2, Недостаток указанного устройства - его невысокая надежность изза сложности механизмов передвиганий подвижных опор под листовыми пластинами, особенно в тех случа- ях, когда отрезка деталей от листового материала осуществляется по сложным и, тем более, замкнутым кон турам. Цель изобретения - повьшение надежности устройства для штамповки листового материала. Указанная цель достигается тем, что в устройстве для штамповки листового материала, содержащем основание с поворотным корпусом, рабочий инструмент в виде двух пар, плас тин с режущими кромками и деформирующий узел в виде двух пар жестких опор и упругих подушек, размещенных по оси давления попарно по обе , стороны относительно рабочего инстг румента, корпус вьшолнен из соосных неподвижной и подвижной в направлении оси давления рам, последняя из которых размещена в основании 12 и снабжена приводом перемещения в этом направлении, пластины рабочего инструмента закреплены на основании и расположены параллельно одна другой с зазором для перемещения материала, при этом пары жестких опор и упругих подушек деформирующего узла размещены диаметрально противоположно относительно оси поворота корпуса, а жесткая опора и упругая подушка разных деформирующих узлов смонтированы на одноименных частях корпуса. Причем пластины рабочего инструмента выполнены р-азнотолщинными. Кроме того, с целью улучшения условий обслуживания, устройство снабжено сталкивателем отштампованных за отовок, закрепленным на основании на уровне рабочего инструмента, а на нижней части корпуса выполнены склизы для удаления заго товок И отходов. На фиг. 1 изображено устройство для штамповки листового материала, вид в плане, на фиг. 2 - сечение А-А на фиг. 1, на фиг. 3 - сечение Б-Б на фиг. 1 (по двум соседним рабочим инструментам); на фиг. 4 то же, в конечный момент частичного надреза: листового материала в правом рабочем инструменте на фиг. 5 - то же, S конечный момент разъема рабочего инструмента; на фиг. 6 - то же, в конечный момент поворота поворотного корпуса, на фиг. 7 - то же, в .конечный момент окончательной отрезки отходов и детали} на фиг. 8 - то же, в конечный момент разъема рабочего инструмента после окончательной отрезки детали и отходов в правом рабочем инструменте; на фиг. 9 - продольное сечение по фиг. 3; на фиг. 10 то же, по фиг. 4, на фиг. 11 - то же по фиг. 5, на фиг. 12 - то же, по фиг. 6, на фиг. 13 - то же по фиг. 7; на фиг. 14 - то же по фиг. 8; на фиг. 15 - устройство, вид в аксонометрии; на фиг. 16 сечение В-В на фиг. 15; на фиг, 1722 - примеры раскроя листовых материалов по малоотходной технологии на рабочих инструментах предложенной конструкции. Устройство для штамповки листового материала содержит неподвижное основание 1,-минимум два рабочих
311
нструмента и две пары жестких опор yпpyгkx подушек, закрепленных диаметрально противоположно относительно оси колонны 2 поворотного корпуа.
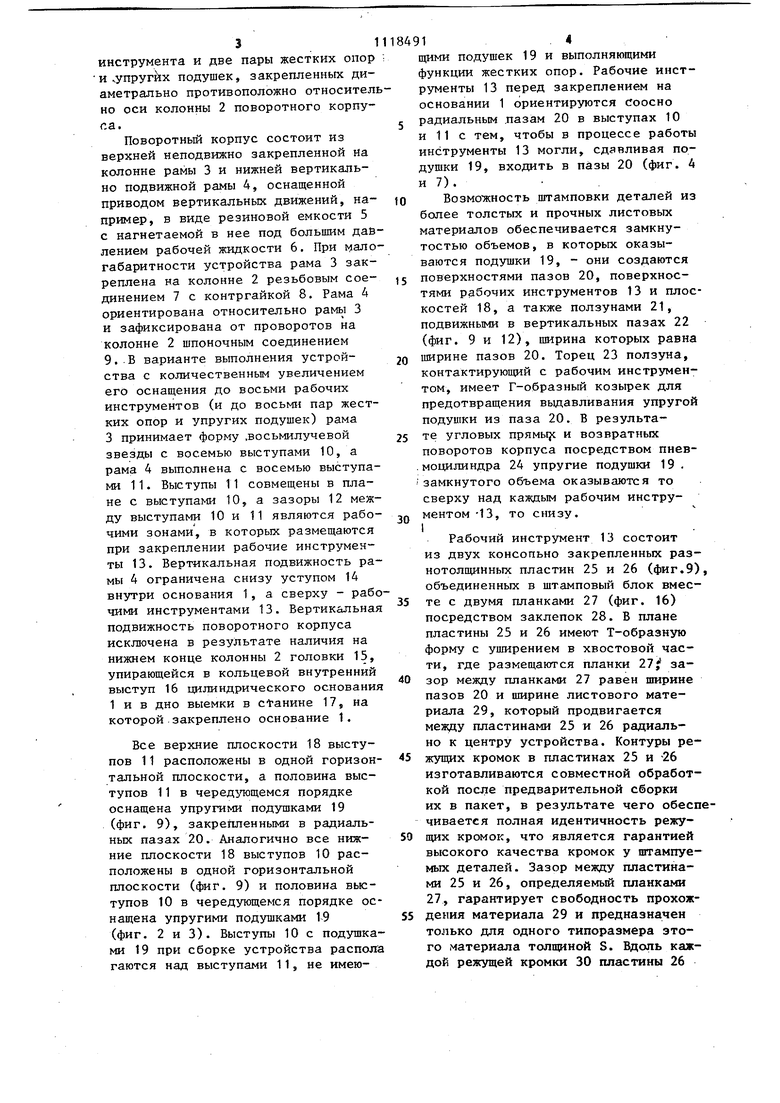
Поворотный корпус состоит из верхней неподвижно закрепленной на колонне рамы 3 и нижней вертикально подвижной рамы 4, оснащенной приводом вертикальных движений, наример, в виде резиновой емкости 5 нагнетаемой в нее под большим давением рабочей жидкости 6. При малогабаритности устройства рама 3 закреплена на колонне 2 резьбовым соединением 7 с контргайкой 8. Рама 4 ориентирована относительно рамь 3 и зафиксирована от проворотов на колонне 2 шпоночным соединением 9. В варианте выполнения устройства с количественным увеличением его оснащения до восьми рабочих инструментов (и до восьми пар жестких опор и упругих подушек) рама 3 принимает форму .восьмилучевой звезды с восемью выступами 10, а рама 4 выполнена с восемью выступами 11. Выступы 11 совмещены в плане с выступами 10, а зазоры 12 между выступами 10 и 11 являются рабочими зонами, в которых размещаются при закреплении рабочие инструменты 13. Вертикальная подвижность рамы 4 ограничена снизу уступом 14 внутри основания 1, а сверху - рабочими инструментами 13. Вертикальная подвижность поворотного корпуса исключена в результате наличия на нижнем конце колонны 2 головки 15, упирающейся в кольцевой внутренний выступ 16 цилиндрического основания 1 и в дно выемки в сТанине 17, на которой .закреплено основание 1.
Все верхние плоскости 18 выступов 11 расположены в одной горизонтальной штоскости, а половина выступов 11 в черед тощемся порядке оснащена упругими подушками 19 (фиг. 9), закрепленными в радиальных пазах 20. Аналогично все нижние плоскости 18 выступов 10 расположены в одной горизонтальной плоскости (фиг. 9) и половина выступов 10 в чередующемся порядке оснащена упругими подущками 19 (фиг. 2 и 3). Выступы 10 с подушками 19 при сборке устройства распола гаются над выступами 11, не имею91,4
щими подущек 19 и выполняющими функции жестких опор. Рабочие инструменты 13 перед закреплением на основании 1 ориентируются соосно
радиальным .пазам 20 в выступах 10 и 11 с тем, чтобы в процессе работы инструменты 13 могли, сдавливая подущки 19, входить в пазы 20 (фиг. 4 и 7).
Возможность щтамповки деталей из более толстых и прочных листовых материалов обеспечивается замкнутостью объемов, в которых оказываются подушки 19, - они создаются
поверхностями пазов 20, поверхностями рабочих инструментов 13 и плоскостей 18, а также ползунами 21, подвижными в вертикальных пазах 22 (фиг. 9 и 12), ширина которых равна
ширине пазов 20. Торец 23 ползуна, контактирующий с рабочим инструментом, имеет Г-образный козырек для предотвращения выдавливания упругой подушки из паза 20. В результате угловых прямы с и возвратных
поворотов корпуса посредством пнев.моцилиндра 24 упругие подушки 19 . замкнутого объема оказываются то сверху над каждым рабочим инструментом-13, то снизу.
Рабочий инструмент 13 состоит из двух консопьно закрепленных разнотолщинных пластин 25 и 26 (фиг.9), объединенных в штамповый блок вместе с двумя планками 27 (фиг. 16) посредством заклепок 28. В плане пластины 25 и 26 имеют Т-образную форму с уширением в хвостовой части, где размещаются планки 21 зазор между планками 27 равен ширине пазов 20 и ширине листового материала 29, который продвигается меяаду пластинами 25 и 26 радиально к центру устройства. Контуры режущих кромок в пластинах 25 и -26 изготавливаются совместной обработкой после предварительной сборки их в пакет, в результате чего обеспечивается полная идентичность режущих кромок, что является гарантией высокого качества кромок у штампуемых деталей. Зазор между пластинами 25 и 26, определяемый планками 27, гарантирует свободность прохождения материала 29 и предназначен только для одного типоразмера этого материала толщиной S. Вдоль каждой режущей кромки 30 пластины 26
5
с нижней стороны ее выполнены скосы 31, необходимые для того, чтобы отштампованные заготовки 32 и отходы 33 (фиг. 14) не соприкасались с пластиной 26 и не застревали отверстиях. Толирна пластин 26 больше 1,5 S нежелательна, поскольку ускоряется износ верхних упругих подушек 19.
Рабочие инструменты 13 закрепляют винтами. 34 с точной фиксацией пространственного положения ромбическими штырями 35 к кронштейнам 36, прикрепленным к основанию 1. В цилиндрической стенке 37 основания 1 имеются окна 38, через которые инструменты 13 вводят в рабочие штамповые зоны (в зазоры 12 меяэду рамами 3 и 4) при закреплении на кронштейнах 36. Вертикальные размеры окон 38 больше, чем толщина рабочих инстр- меитов 13, для того, чтобы пластины 25 и 26 могли упруго прогибаться вверх при выполнении штамповочных переходов и чтобы можно было устанавливать инструменты 13 на штыри 35. Длины пластин 25 и 26 устанавливаются при проектировании как можно большими, чтобы уменьшить изгибные напряжения и повысить долговечность рабочих инструментов. Зазоры между ними и плоскостями 18 у рамы 4 могут составлять до 0,1 S. Зазоры между инструментами 13 и плоскостями 18 у рамы 4 несколько больше, но не больше 0,5 S.
Исходный шicтoвoй материал 29 в виде лент заданных толщин (предпочтительно, чтобы все ленты имели одинаковые толщины) сматывают с рулонов 39, пропускают через механизмы. 40 шаговых подач и заправляют в рабочие инструменты 13. Рулоны 39 устанавливают в рулонодержателях 41, которые вместе с механизмами 40 монтируют на кронштейнах 36.
Наблюдение за физическим состоянием рабочих инструментов осуществляют через открытые сверху прое.гы . 42 между выступами 10 верхней рамы 3.. Для сталкивания отштампованных заготовок 32 насклизы 43 и далее в тары 44 к стенке 37 основания прикреплены гайками (фиг, 15) стержневые сталкиватели 45, распо-, ложенные радиально к центру устройства в одном уровне с рабочими инст18491б
рументами 13 симметрично между ними. Для отвода отходов 33 из штамповочных зон и сбрасывания их отдельно от заготовок 32 в тары 46 5 предусмотрены наклонные склизы 47, параллельные склизам 43 и расположенные Bbuue них. Продолжениями склизов являются нижние наклонные стенки 48 в выпускных окнах основания
10 1 и выводные лотки 49 (фиг. 15), расположенные не один над другим, а над соответствующими тарами 44 и 46. Для исключения попадания отходов на нижние склизы 43 верхние
15 склизы 47 выполнены с; ограничительными буртами 50 (фиг. 15).
Повороты корпуса осуществляются пневмоцилиндром 24, сопряженным с головко тМ5 колонны 2 шарнирным
20 соединением 51. Ограничение поворотов в пределах угла между двумя соседними рабочими инструментами 13 обеспечивается двумя регулируемыми упорами 52, принадлежащими
25 основанию 1 (или станине 17), и одним упором 53, принадлежащим головке 15 колонны 2.
Вертикальные рабочие перемещения нижней части поворотного корпуса,
30 т.е. рамы 4, в направлении оси давления осуществляют при подаче жидкости 6 в резиновую емкость 5 насосом 54, который вместе с приводным двигателем 55 расположен в
J5 камере 56 станины 17 под основанием 1, Большая площадь поршня (нижняя плоскость рамы 4), позволяет создавать большие усилия прессова. кия, т.е, не имеется лимитирующих
4Q факторов, препятствующих функционированию одновременно многих рабочих инструментов 13. С другой стороны, большое количество одновременно функционирующих рабочих инстру45 ментов 13 по производительности позволяет компенсировать недостаточное быстродействие каждого инструмента 13.
Предлагаемое устройство работаJQ ет следуюш 1м образом.
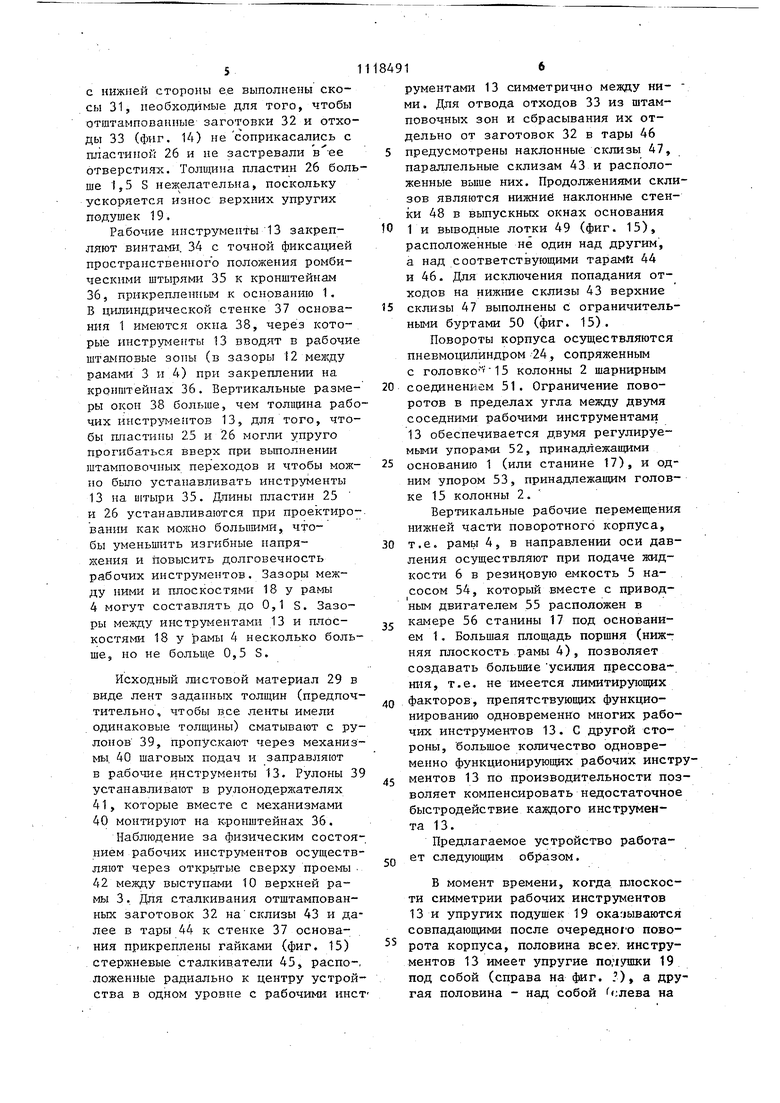
В момент времени, когда плоскости симметрии рабочих инструментов 13 и упругих подушек 19 окапываются совпадающими после очередного пово5 рота корпуса, половина все. инструментов 13 имеет упругие по.чушки 19 под собой (справа на фиг. .), а другая половина - над собой слева на фиг. 3). Включают в работу половину всех механизмов 40, а именно те из них, которые располагаются против нижних упругих подушек 19,осуществляют подачу на один шаг листового материала 29 (лент,), через соответствующие рабочие инструменты 13 до упора в колонну 2 (фиг. 9). При подъеме подвижной час ти корпуса - рамы 4 с упругими подушками 19 - последние прижимают ра бочие инструменты 13 к жестким опо- рам (к плоскостям 18 на раме 3), при этом рабочие инструменты 13 час тично надрезают ленты, линии надрезов совпадают с режущими кромками пластин 25 и 26, в соседних рабочих инструментах в это время: происходит полная отрезка заготовок 32 и отходов от листового материала 29 (фиг. 13). После поворота корпуса на угловой шаг над и под рабочими инструментами 13 упругие подуш ки 19 заменяют на жесткие опоры (плоскости 18) и наоборот. Опять включают в работу те из .механизмов 40, которые расположены против нижних упругих подушек 19 - на один шаг подаются ленты, от которых полностью отрезаны заготовки 32 и отхо ды. При очередном подъеме вверх ниж ней подвижной части корпуса жесткие опоры (плоскости 18 на раме 4) прижимают рабочие инструменты 13 к вер ним упругим подушкам 19 (справа на фиг.,7), упругие среды подушек деформируются и воздействуют на ленты в результате происходит полная отое ка от них заготовок 32 и отходов 33 (фиг. 13 и 14). В соседних рабочих инструментах 13 в это время нижние упругие подушки 19 частично надрезают ленты по контурам буду щих деталей. При каждом очередном повороте корпуса в первую очередь выпадают на верхние склизы 47 отходы 33 (под собственным весом) и затем готовые заготовки 32, которые сталкиваются на нижние склизы 43 с ниж- них жестких опор (с плоскостей 18 рам 4) сталкивателями 45. Гравитаци онное соскальзывание заготовок и от ходов со склизов в лотки 49 осущест 18 ляется либо сразу, либо во время следующего углового поворота поворотного корпуса, если заготовки и отходы не попадают в вьшускные щели, а упираются в стенку 37 основания 1 . Все кромки у получаемых заготовок и отходов имеют по поверхностям резания закругления R, величина которых зависит от пластичности листового материала 29. Для материалов с относительным у длинением 8 12% R (0,1 - 0,-15)S. При частичном надрезе листового материала 29 в первом штамповочном переходе на заготовках и отходах формируются первые 50% закругленных кромок 57 (фиг. 4). При окончательной отрезке заготовок и отходов (во втором штамповочном переходе) формируются остальные 50% закругленных кромок 58 (фиг. 7). Примеры (фиг. 17-22) раскроя листового материала 29 (толстыми линиями отмечены места раздельной резки рабочими инструментами 13 последовательного действия) показывают большие возможности по экономии металла при использовании предлагаемого изобретения (при условии, что продольные кроМки исходных листовых материалов не имеют заусенцев). Во всех примерах (кроме фиг. 19) заготовки раскраиваются без оставления боковых припусков и промежутков между заготовками. Раздельное поступление заготовок и отходов по разным лоткам 49 позволяет ориентировать заготовки (во время их гравитационного продвижения) и автоматически формировать из заготовок стопки без использования ручного труда и специальных механизмов. Выдача заготовок со штампо вочных операций (минуя галтовку) в стопках позволяет автоматизировать все последующие операции - покраску, сушку, комплектацию деталей и сборку из них изделий. По сравнению с базовым объектом, в качестве которого принят прототип, использование предлагаемого изобретения позволяет повысить надежность устройства для штамповки листового материала. 54 / |ГпСfci / IS Фаз. 2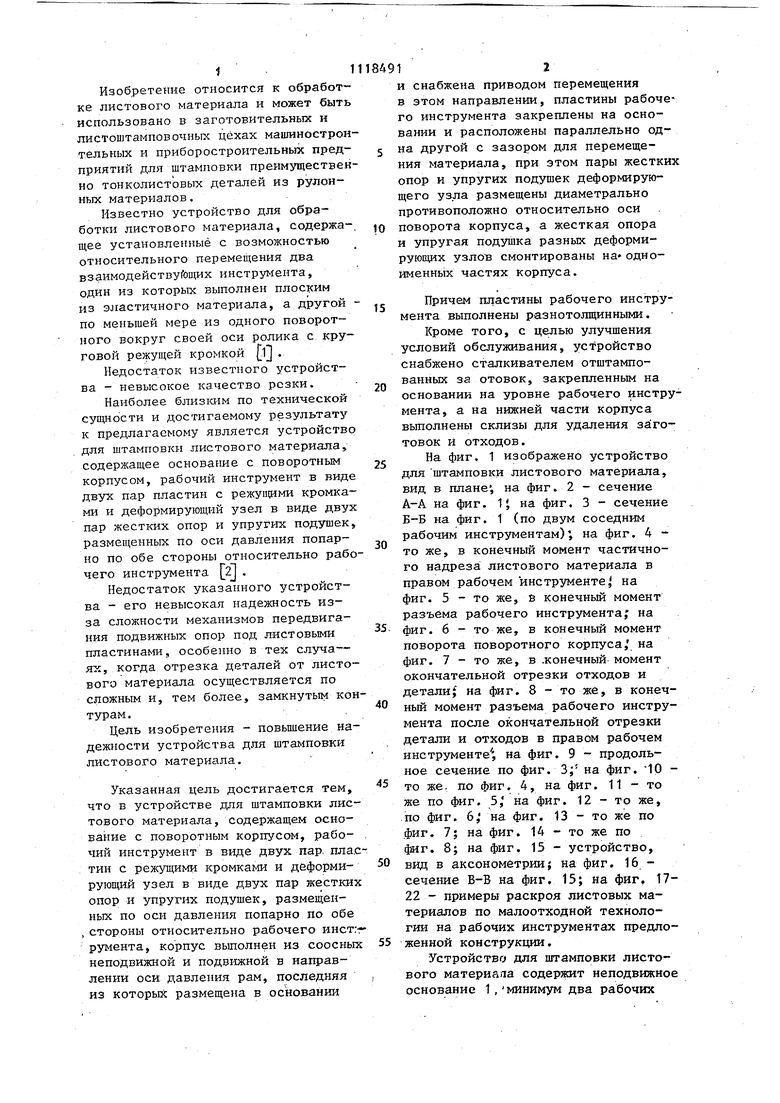
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки листового материала | 1980 |
|
SU1255308A2 |
| Ножницы для резки листового материала | 1987 |
|
SU1581477A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291017C1 |
| Способ штамповки листовых материалов и устройство для его осуществления | 1989 |
|
SU1829978A3 |
| Автоматизированная линия для листовой штамповки | 1985 |
|
SU1319981A1 |
| СПОСОБ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291016C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ОПРОБОВАНИЯ И ОТЛАДКИ ШТАМПОВ | 1999 |
|
RU2169078C2 |
| ГОФРИРОВАННАЯ УГЛОВАЯ ЧАСТЬ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРУЮЩЕЙ МЕМБРАНЫ ДЛЯ РЕЗЕРВУАРА, И ГИБОЧНАЯ СИСТЕМА ДЛЯ ОБРАЗОВАНИЯ ГОФРА В УГЛОВОЙ ЧАСТИ | 2020 |
|
RU2813235C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Устройство для подачи заготовок и удаления поковок | 1981 |
|
SU984587A1 |
. 1 . УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВОГО МАТЕРИАЛА, содержащее основание с поворотным корпусом, рабочий инструмент в виде двух пар пластин с режущими кромками и деформирующий узел в виде двух пар жестких опор и упругих подушек, размещенных по оси давления попарно по обе стороны относительно рабочего инструмента, отличающе ес я тем, что, с цедью повьш1ения наделяости, корпус вьтолнен из соосных неподвижной и подвижной в направлении оси давления рам, последняя из которых размещена в основании и снабжена приводом перемещения в этом направлении, пластины рабочего инструмента закреплены на основании и расположены параллельно одна другой с за зором для перемещения материала, при этом пары жестких опор и упругих подушек деформирующего узла размещены диаметрально противоположно относительно оси поворота корпуса, а жесткая опора и упругая подушка разных деформируюш;их узлов смонтированы на одноименных частях корпуса. 2.Устройство по п. 1, о т л ич а ю щ е е с Я тем, что пластины i рабочего инструмента вьтолнены разнотолдинными. 3.Устройство по п. 1, о т л ичающееся тем, что, с целью улучшения условий обслуживания, оно снабжено сталкивателем отштампованных заготовок, закрепленным, на оснб-. вании на уровне рабочего инструмента, а на нижней части корпуса выполнены склизы для удаления загото00 вок и отходов. 4 СО
I
фиг л f I ч ь 5о уххдлх|.у J7 29 25 Jff /ff 18 Фие. f6
JJ
29
JJ
ir
Z9
Фиё. 22
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для вырезки листового материала | 1973 |
|
SU503717A1 |
| В | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
