Изобретение относится к сварочному оборудованию, в частности, к электродам для контактной сварки, и может быть применено в одно- и многоэлектродных машинах для контакной точечной сварки конструкций типа сеток, ферм,решеток и других иэделений из металлических арматурных стержней периодического профиля и повышенного диаметра.
Известны электроды с увеличенной рабочей частью, содержащие корпус с водоох.лаждаемой полостью и служащие для контактной точечной сварки крестообразных соединений арматурных стержней fl .
В таких электродах диаметр охлаждаемой полости в торце по сравнению с диамеггром рабочей части, незначителен, поэтойу теплообмен осуществляется, с поверхности, площадь которой составляет всего 14-25 площади рабочей части электрода, кроме того,, при сварке арматуры периодического, профиля, в частности на многоэлектродных машинах, пятно нагрева часто оказывается вне оси электрода, на периферии его рабочей части. Все это приводит к значительному сокращению ресурса работы электрода.
Известен также составной электрод для контактной точечной сварки, содержащий увеличенную рабочую часть в виде плиты с внутренней сферической расточкой , в которой , расположен шаровой палец с осевой полостью для охлаждения 2,
В этом электроде плита выполнена съемной и связана с шаровым пальцем при помощи двух штифтов. Внутренняя сферическая расточка для шарвого Пальцаг. не позволяет значительно улучшить отвод тепла от рабочей части электрода, так как из-за от.носител но узкой неразвитой водоохлаждаемой полости вся площадь плиты непосредственно водой не охлаждается,
Наиболее близким по технической сущности .и достигаемому эффекту к изобретению является электрод для контактной точечной сварки, содержащий наконечник, водоподводящую трубку и корпус, в котором выполнен полость, .расширяющаяся к внутреннему торцу наконечникд. в данном электроде охлаждаемая полость непосредственно соединена с полостью сферической расточки, и соответственно у наконечника имеет развитую расширенную поверхность, обеспечивающу интенсивное-охлаждение большей площади рабочей части электрода Сз.
Однако 1{онструктивное выполнение электрода с водоозСпаждаемой яолостью в центре, непосредственно переходящей в полость сферической
расточки, не позволяет создать равномерную нагрузку на рабочую часть при сжатии электрода во время сварки, к рабочей поверхности электрода подача тока осуществляется локально, 5 только через контакт корпус-наконечник, т.е. в основном, по периферийным участкам, не затрагивая центральных точек наконечника. Эти недостатки приводят к быстрому изнаO шиванию электрода, сокращают срок его службы.
Цель изобретения - повышение срока службы электрода за счет обеспечения равномерной подачи тока и
5 нагрузки на рабочую поверхность электрода во время сварки.
.Указанная цель достигается тем, что электрод для контактной точеч- ной сварки, содержащий наконечник,
Q водоподводящую трубку и корпус, в котором выполнена полость, расширяющаяся к внутреннему торцу наконечника, снабжен втулкой, установленной на конце трубки, зажатой между
C внутренними поверхностями корпуса и торца наконечника и выполненной с каналами, связывающими полость трубки с полостью, образованной корпусом, наконечником и водоподводящей трубкой .
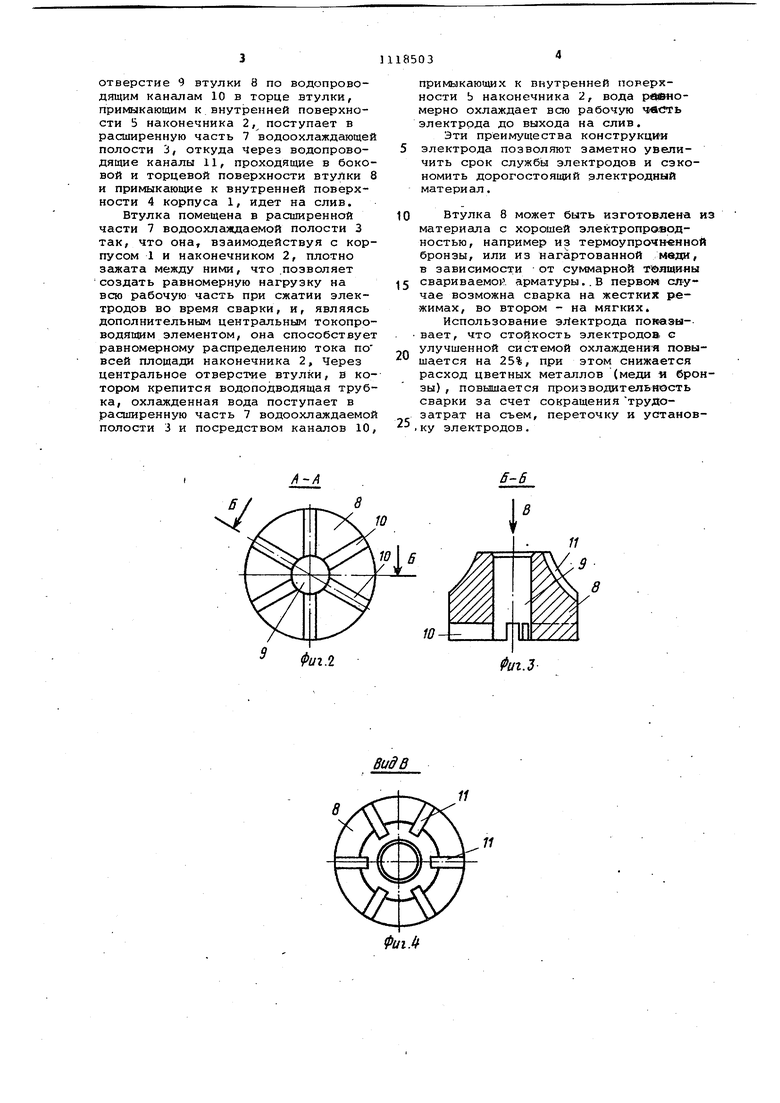
На фиг,1 изображен электрод разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - вид В на фиг.З; на фиг.5 вариант выполнения электрода; на
5 фиг.6 - то же, водопроводящих каналов.
Электрод содержит корпус 1 и рабочую часть с увеличенным плоским наконечником 2, водоохлаждаемую по0 лость 3, образованную внутренними
поверхностями 4 и b соответственно ,корпуса 1 и наконечника 2 и наружной поверхностью водоподводящей трубки 6. Водоохлаждаемая полость 3 выполнена
с с расширенной частью 7, внутри которой расположена втулка 8, взаимодействующая с внутренними поверхностями 4 и 5 соответственно расширенной части 7 корпуса 1 и торца наконечника 2. Для этого наконечник 2
может быть завальцован с осевым натягом на корпусе 1 (фиг.1) или навинчен (на фиг.5). Втулка 8 выполнена с центральным отверстием 9 для водоподводящей трубки б и водо5 проводящими каналами .10 и 11 по торцам.-Каналы могут быть выполнены как радиально (фиг.2 и 4), так и тангенциально (фиг,6). Последний вариант применяют при слабых напо0 рак воды для устранения застойных зон.
Электрод работает следующим образом.
Охлаждающая жидкость поступает
С по трубке 6, затем через центральное
отверстие 9 втулки 8 по водопроводящим каналам 10 в торце втулки, примыкающим к внутренней поверхности 5 наконечника 2, поступает в расширенную часть 7 водоохлаждающей полости 3, откуда Через водопроводящие каналы 11, проходящие в боковой и торцевой поверхности втулки 8 и примыкающие к внутренней поверхности 4 корпуса 1, идет на слив. Втулка помещена в расширенной части 7 водоохлаждаемой полости 3 так, что она, взаимодействуя с корпусом 1 и наконечником 2, плотно зажата между ними, что .позволяет создать равномерную нагрузку на всю рабочую часть при сжатии электродов во время сварки, и, являясь дополнительным центральным токопроводящим элементом, она способствует равномерному распределению тока по всей площади наконечника 2, Через центральное отверстие втулки, в котором крепится водоподводящая трубка, охлажденная вода поступает в расширенную часть 7 водоохлс1ждаемой полости 3 и посредством каналов 10,
примыкающих к внутренней поверхности Ь наконечника 2, вода р«| номерно охлаждает всю рабочую честь электрода до выхода на слив.
Эти преимущества конструкции электрода позволяют заметно увеличить срок службы электродов и сэкономить дорогостоящий электродный материал.
Втулка 8 может быть изготовлена из
0 материала с хорошей электропрояодностью, например из термоупрочн-енной бронзы, или из нагартованной меди, в зависимости от суммарной толщины 5 свариваемо)-, арматуры.. В первом случае возможна сварка на жестких режимах, во втором - на мягких.
Использование электрода показы--вает, что стойкость электродов, с улучшенной системой охлаждения повышается на 25%, при этом снижается расход цветных металлов (меди и бронзы) , повышается производителвиость сварки за счет сокращения трудозатрат на съем, переточку и установ5 .ку электродов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродный узел для контактной точечной сварки | 1990 |
|
SU1745464A1 |
| Многоэлектродный узел для контактной сварки | 1986 |
|
SU1504034A1 |
| Электродная головка для контактной точечной сварки | 1990 |
|
SU1754369A1 |
| ЭЛЕКТРОД С ВНУТРЕННИМ ОХЛАЖДЕНИЕМ | 1995 |
|
RU2101149C1 |
| Устройство для заварки глубоких отверстий | 1986 |
|
SU1326407A1 |
| Электродный узел машин контактной точечной сварки | 1987 |
|
SU1542742A1 |
| Неплавящийся электрод для дуговой сварки | 2022 |
|
RU2798648C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ СВАРОЧНЫХ КЛЕЩЕЙ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ (КТС) | 2015 |
|
RU2618285C1 |
| Пневмопистолет для контактной точечной сварки | 1986 |
|
SU1294535A1 |
| Устройство для восстановления изношенных втулок скольжения из цветных сплавов | 2020 |
|
RU2751387C1 |
ЭЛЕКТРОД ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ, содержащий наконечник, водоподводящую трубку и корпус, в котором выполнена полость, расширяющаяяся к внутреннему торцу наконечника, отличающийся тем, что, с целью повышения срока службы электрода за счет обеспечения равномерной подачи тока и нагрузки на рабочую поверхность электрода во время сварки,. электрод снабжен втулкой, установленной на конце трубки, зажатой между внутренними поверхностями корпуса и торца наконечника и выполненной с каналгили, -связывающими полость трубки с полостью, образованной корпусом, наконечником и водоподводящей трубкой. (Л 00 ел о со
Фиг.2
8
иг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Точечная и роликовая электросварка легированных сталей и сплавов | |||
| М., Машиностроение, 1974, с.47 (прототип). | |||
