рация создается с помощью полости подъема электрододержателя 11, тарированной пружины отверстия 12 в штоке, соединенного с атмосферой.
1
Изобретение относится к машиностроению, в частности к производству оборудования при контактной точечной и рельефной сварки.
Целью изобретения является увеличение производительности путем устранения залипания электрода после сварки.
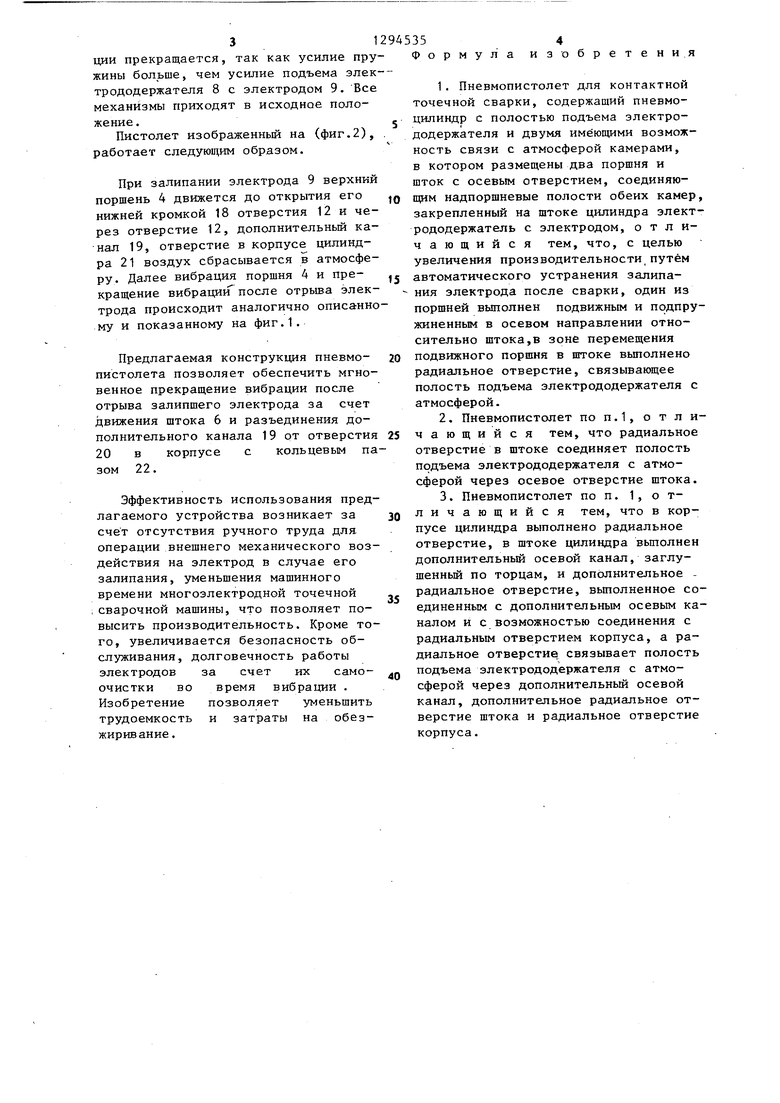
На фиг. 1 изображено устройство для осуществления способа контактной точечной сварки в исходном положении всех механизмов; на фиг. 2 - устройство с дополнительньм каналом в исходном положении всех механизмов, вариант..
Пневмопистолет для осуществления способа контактной точечной сварки содержит цилиндр 1 с верхней 2 и нижней 3 камерами, в которых размещены верхний 4 и нижний 5 поршни. Шток 6 выполнен с каналом 7, а на штоке, размещен электрододержатель 8 с электродом 9. Верхний поршень 4 смонтирован подвижным и подпружиненным с помощью пружины 10 в осевом направлении относительно штока 6. Полость 11 подъема электрододержателя верхней, камеры 2 выполнена с возможностью сообщаться с атмосферой посредством отверстия 12 в штоке 6 и верхнего (подвижного) поршня 4. В цилиндре 1 имеются два отверстия 13 и 14 для подвода сжатого воздуха через распределительное устройство (не показано). На штоке 6 также установлены втулка 15 и упругий элемент 16. Поршень имеет кольцо 17 и рабочую нижнюю кромку 18.
В пистолете показанном на фиг.2 в штоке 6 вьтолнен дополнительный канал 19, соединяющий отверстие 12 в штоке с радиапьно расположенным отверстием 20 в корпусе цилиндра 1. Поверхность скольжения корпуса цилиндра 21 имеет кольцевой паз 22. Дополнительный канал имеет уплотнитель 23.
При этом отсутствует ручной труд при операции отрыва залипшего Э и уменьшается машинное время многоэлектродной машины. 2 з.п. ф-лы, 2 ил.
5
Пневмопистолет, изображенньй на фиг.1, работает следующим образом.
Сжатый воздух подается через распределительное устройство (не показано) через отверстие 13 в надпорш- невую полость верхней камеры 2 и через канал 7- - в .надпоршневую полость нижней камеры 3. Шток 6 движется вниз вместе с электрододержателем 8 и электродом 9. Происходит контакт между электродом 9 и свариваемым изделием (не показано). После осуществления процесса сварки сжатый воздух через распределительное устройство и отверстие 14 подается в полость -11 подъема электрододержателя. При этом отверстие 13 через . распределительное устройство сообщено с атмосферой. Усилие тарированной пружины 10 на 20-25% больше, чем усилие отрьша незалипшего электрода, поэтому в случае, когда залипания электрода не происходит, пневмопис толет работает обычным образом, т.е. все механизмы приходят в исходное положение. Если же электрод после сварки зал.ип, то воздух, заполнив полость 11 подъема электрода, действует на верхний (подвижньй) поршень 4 и сдвигает его вверх относительно штока 6, преодолевая сопротивление пружины 10. Верхний поршень 4 движется до открытия его нижней кромкой 18 отверстия 12, через которое
воздух сбрасывается в атмосферу через канал 7 и отверстие 13. Происходит падение давления в полости подъема 11 электрода, и поршень возвращается вниз до касания его нижней кромкой 18 упругого элемента 16 штока 6. Далее процесс движения поршня 4 повторяется в автоколебательном режиме, т.е. начинается вибрация поршня 4, передаваемая через шток 6 на электрододержатель 8 с электродом 9 с помощью втулок 15 и 17. После отрыва залипшего электрода 9 процесс, вибра0
0
5
ции прекращается, так как усилие пружины больше, чем усилие подъема элек трододержателя 8 с электродом 9. Все механизмы приходят в исходное положение .
Пистолет изображенный на (фиг.2), работает следующим образом.
При залипании электрода 9 верхний поршень 4 движется до открытия его нижней кромкой 18 отверстия 12 и через отверстие 12, дополнительный канал 19, отверстие в корпусе цилиндра 21 воздух сбрасывается в атмосферу. Далее вибрация поршня 4 и прекращение вибрации после отрыва электрода происходит аналогично описагнно му и показанному на фиг.1.
Предлагаемая конструкция пневмо- пистолета позволяет обеспечить мгновенное прекращение вибрации после отрыва залипшего электрода за счет движения штока 6 и разъединения дополнительного канала 19 от отверстия 20 в корпусе с кольцевым пазом 22.
Эффективность использования предлагаемого устройства возникает за счет отсутствия ручного труда для операции внешнего механического воздействия на электрод в случае его залипания, уменьшения машинного времени многоэлектродной точечной сварочной машины, что позволяет повысить производительность. Кроме того, увеличивается безопасность обслуживания, долговечность работы электродов за счет их само- очистки во время вибрации . Изобретение позволяет уменьшить трудоемкость и затраты на обез- жирршание.
-
Формула
и
4
3 о
бретения
-
10
15
20
5
5
о
0
1.Пневмопистолет для контактной точечной сварки, содержащий пневмо- цилиндр с полостью подъема электро- додержателя и двумя имеющими возможность связи с атмосферой камерами,
в котором размещены два поршня и шток с осевым отверстием, соединяю- щям надпоршневые полости обеих камер, закрепленный на штоке цилиндра элект- рододержатель с электродом, отличающийся тем, что, с целью увеличения производительности путём автоматического устранения залипания электрода после сварки, один из поршней выполнен подвижным и подпру- жиненньм в осевом направлении относительно штока,в зоне перемещения подвижного поршня в штоке вьтолнено радиальное отверстие, связывающее полость подъема электрододержателя с атмосферой.
2.Пневмопистолет по п.1, о т л и- чающийся тем, что радиальное отверстие в штоке соединяет полость подъема электрододержателя с атмосферой через осевое отверстие штока.
3.Пневмопистолет по п. 1, отличающийся тем, что в корпусе цилиндра выполнено радиальное отверстие, в штоке цилиндра выполнен дополнительный осевой канал, заглушенный по торцам, и дополнительное - радиальное отверстие, вьтолненное соединенным с дополнительным осевым каналом и с возможностью соединения с радиальным отверстием корпуса, а радиальное отверстие связывает полость подъема электрододержателя с атмосферой через дополнительный осевой канал, дополнительное радиальное отверстие штока и радиальное отверстие корпуса.
10
15
fef
Редактор А. Ворович
Составитель Э. Ветрова
Техред М.Ходанич Корректор И. Муска
Заказ 425/12Тираж 976 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4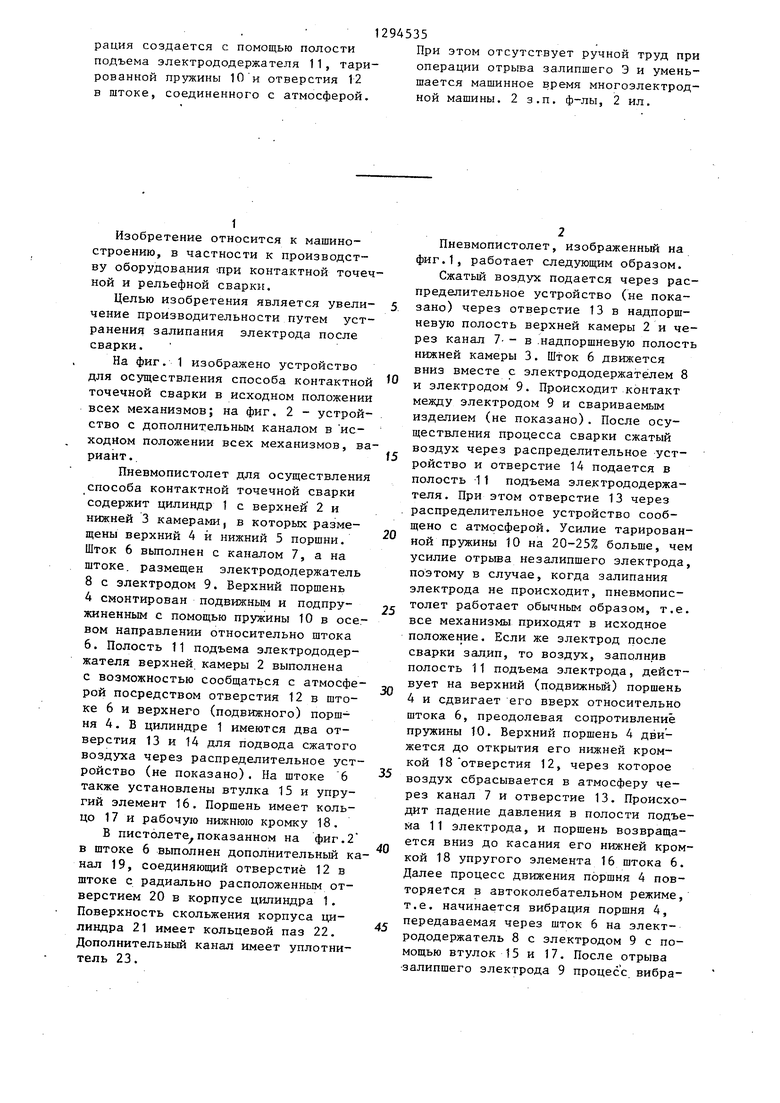
| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для контактной точечной сварки | 1986 |
|
SU1371829A1 |
| Пистолет для контактной точечной сварки | 1976 |
|
SU593860A1 |
| Пистолет для контактной точечной сварки | 1979 |
|
SU863245A1 |
| Пневмогидравлический пистолет для многоточечной сварочной машины | 1974 |
|
SU554110A1 |
| "Электрододержатель для точечной контактной сварки | 1973 |
|
SU485840A1 |
| Пистолет для контактной точечной сварки | 1972 |
|
SU585007A1 |
| Привод сжатия электродов контактных машин | 1976 |
|
SU585009A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
| ПРИВОД УСИЛИЯ СЖАТИЯ к МАШИНАМ ДЛЯ КОНТАКТНОЙ СВАРКИ | 1973 |
|
SU388853A1 |
| Пневматический привод сжатия электродов машин для контактной точечной сварки | 1982 |
|
SU1061957A1 |
Изобретение относится к области машиностроения, в частности к производству оборудования для контактной точечной и рельефной сварки. Целью изобретения является увеличение производительности путем устранения за- липания электрода после сварки. Изобретение позволяет автоматически устранять залипание электрода (Э) с помощью вибрации и прекращать ее после отрыва Э. В двухкамерном пневмопис- толете один из двух поршней 4 в случае залипания Э 9 создает виброудары, передаваемые на Э через шток 6. Вибо /5 (Л ts:) со 4ik СП 00 сд
| Пистолет для контактной точечной сварки | 1976 |
|
SU593860A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для контактной точечной сварки | 1976 |
|
SU776548A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Техническое описание и инструкция по эксплуатации | |||
| Пловучий док | 1945 |
|
SU67184A1 |
