Ж
ел
Изобретение относится к обработке поверхностей деталей методом поверхностного пластического деформирования и может быть использовано при обработке цилиндрических поверхностей отверстий деталей.
Известна раскатка для обработки цилиндрических отверстий деталей, на корпусе которой установлены с возможностью поворота в продольной плоскости раскатки относительно оси перпендикулярной этой плоскости, подпружиненные держатели с Деформирующими элементами, смонтированные с возможностью перемещения в радиал ном направлении, связанный с держателями механизм фиксации.с подпружиненным упором для взаимодействия с торцом детали и защелкой, расположенной с возможностью взаимодействия, с упомянутым подпружиненным упором 1.
Однако усилие деформирования, развиваемое каждым из деформирующих элементов, различно, что не обеспечивает однородности упрочненного слоя и снижает качество обработки. и.е.ль изобретения - повышение качества обработки.путем обеспечения создания однородного поверхностного слоя. . Поставленная цель достигается тем, что раскатка для обработки внутренних цилиндрических поверхностей, содержащая.корпусс.хвостовиком установленные на корпусе с возможностью поворота относительно оси хвостовика подпружиненные держатели с деформирующими элементами, смонтированными с возможностью перемещения в радиальном направлении, механизм фиксации, связанный с держателями и несущий подпр жиненный упор, предназначенный для взаимодействия с торцом детали, защелку, расположенную с возможностью взаимодействия с упомянутым подпружиненным упором, снабжена державкой со сквозным отверстием под держатели деформирующих элементов, установленной эксцентрично относительно оси хвостовика и с возможностью ее поворота, причем пружины держателей деформирующих элементо размещены в сквозном отверстии державки между ними, а защелка закреплена на державке.
На иг. 1 изображена раскатка, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Раскатка содержит корпус 1, на котором установлена с- возможностью поворота в продольной плоскости раскатки относительно оси 2, перпендикулярной этой плоскости, державка 3 с даформируюдйми элементами 4, подпружиненные в радиальном направлении, и механизм их фиксации 5, связанный через систему рычагов 6 и 7 с державкой 3. Фиксатор содержит упор 8, выполненный в виде закрепленного на 6 подшипника. Рычаг 7 поворачи-вается на оси 9 и поджимается к ограничителю 10 пружиной 11. Рычаг 7 взаимодействует с установленным на оси 12 рычагом 13, поджатым пружиной 14 к рычагу 7. Рычаг 13 сцепляется с защелкой 15, закрепленной на державке 3, в сквозном отверстии которой размещены пружины 16 и 17, смонтированные между держателями 18 деформирующих элементов, каждый из которых выполнен в виде подшипника с обработанным н.аружньш кольцом. Подшипники установлены на осях 19, размещенных на вилках держателей 18. Устойчивость наружного кольца подшипника обеспечивается контролируемой с ним .шайбой 20 и упорным подшипником 21, с держателей 18 взаимодействуют пружины 16 и 17. Радиальное перемещение держателей 18 ограничено упором, выполненным в виде шпилек 22 и гаек 23.
Работает раскатка следующим образом.
Обычно обраба тываемрй детали, установленной в патроне станка (не показано) , задается- перемещение. Раскатка вводится в отверстие детали, и деформируквдими элементами 4 происходит обработка. После того, как произойдет обработка всей поверхности, деформирующие элементы 4 выводятся из отверстия детали, упор 8 входит в контакт с торцом детали и при дальнейше1«1 перемещении раскатки выводит;. из зацепления с защелкой 15 рычаг 13. Державка 3 с деформирующими элементами 4 поворачивается под действием собственного веса вокруг оси 2,и в таком положении державки 3 раскатка вынимается из обработанного отверстия.
Предлагаемая раскатка дл1я обработки цилиндрических поверхностей отверстий деталей по сравнению с .прототипом позволяет получать на детали однородный поверхностный слой, так как обеспечиваетсд создание одинакового усилия деформирования каждым из деформирующих элементов.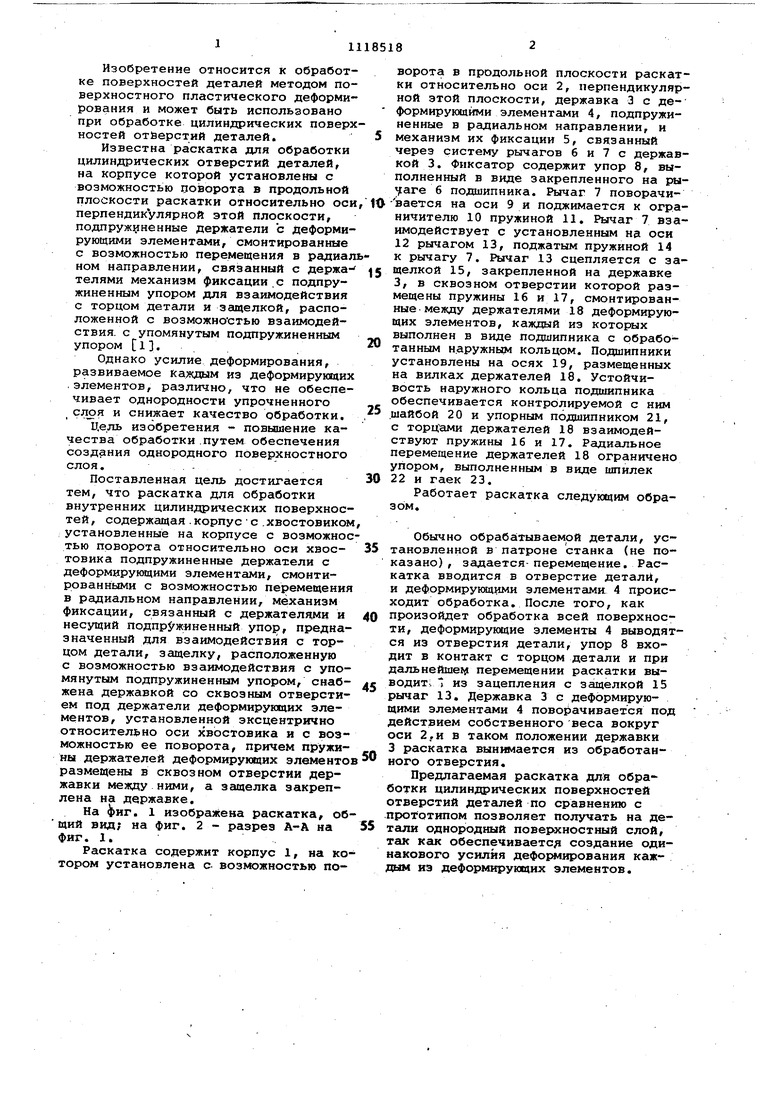
| название | год | авторы | номер документа |
|---|---|---|---|
| Раскатка для обработки внутренних цилиндрических поверхностей | 1989 |
|
SU1787750A1 |
| Раскатка для комплексной обработки поверхностей отверстий | 1989 |
|
SU1771932A1 |
| Раскатка для обработки отверстий в тонкостенных деталях | 1986 |
|
SU1342707A1 |
| Комбинированный инструмент | 1984 |
|
SU1337241A1 |
| ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1997 |
|
RU2117566C1 |
| Раскатник | 1989 |
|
SU1682143A1 |
| Способ исследования динамических характеристик технологической системы и комбинированный инструмент для его осуществления | 1989 |
|
SU1738615A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОЙ ПОДКРЕПЛЁННОЙ РЁБРАМИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2566689C2 |
| Фрезерный рабочий орган к станку | 1984 |
|
SU1299486A3 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО - УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2023 |
|
RU2815142C1 |
РАСКАТКА ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ , содержащая корпус с хвостовиком, установленные на. корпусе с возможностью поворота относительно оси хвостовика подпружиненные держатели с деформирукяцими элементами, смонтированными, с возможностью перемещения в радиальном направлении, механизм фиксации, связанный с держателями и несущий подпружиненный упор, предназначенный для взаимодействия с торцом детали, защелку, расположённую с возможностью взаимодействия с упомянутым подпружиненным упором, отличающаяся тем, что, с целью повышения качества об. работки, она снабжена державкой со сквозным отверстием под держатели деформирующих элементов, установленный эксцентрично относительно оси . I хвостовика и с возможностью ее повороту, причем пружины держателей де 9 формирующих элементов размещены в сквозном отверстии державки между ними, а защелка закреплена на державке.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Л.,Машиностроение, 1971, с | |||
| Регулятор для ветряного двигателя в ветроэлектрических установках | 1921 |
|
SU136A1 |
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
