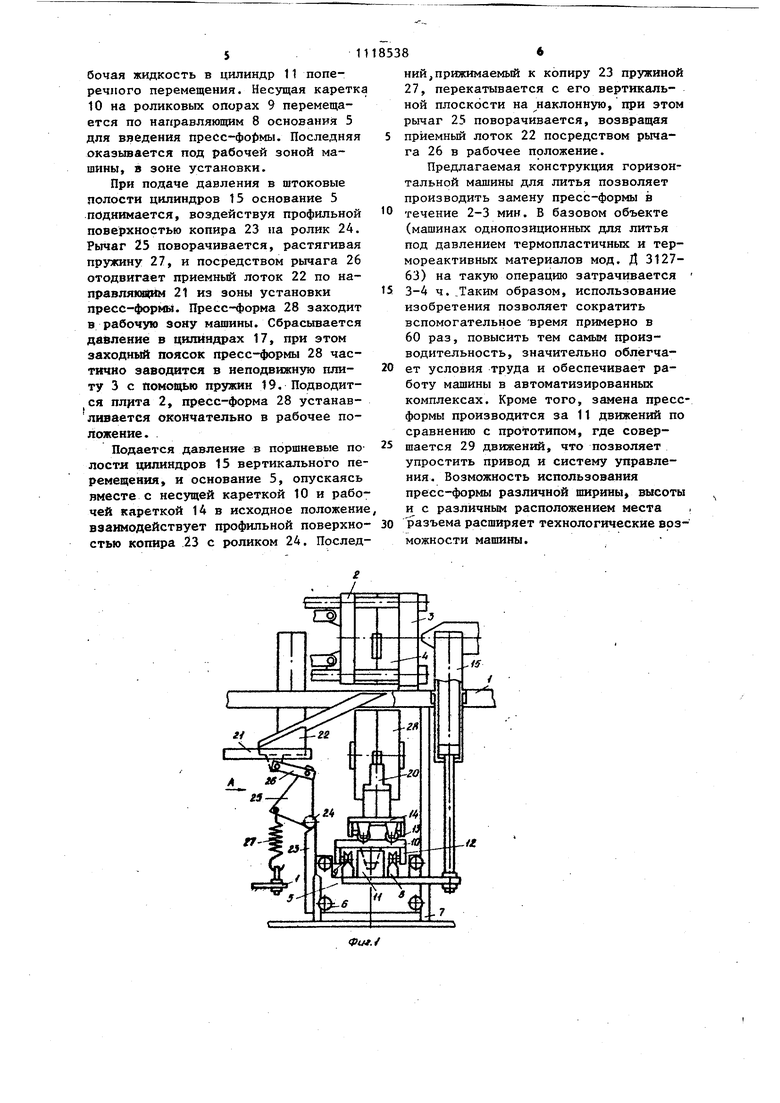
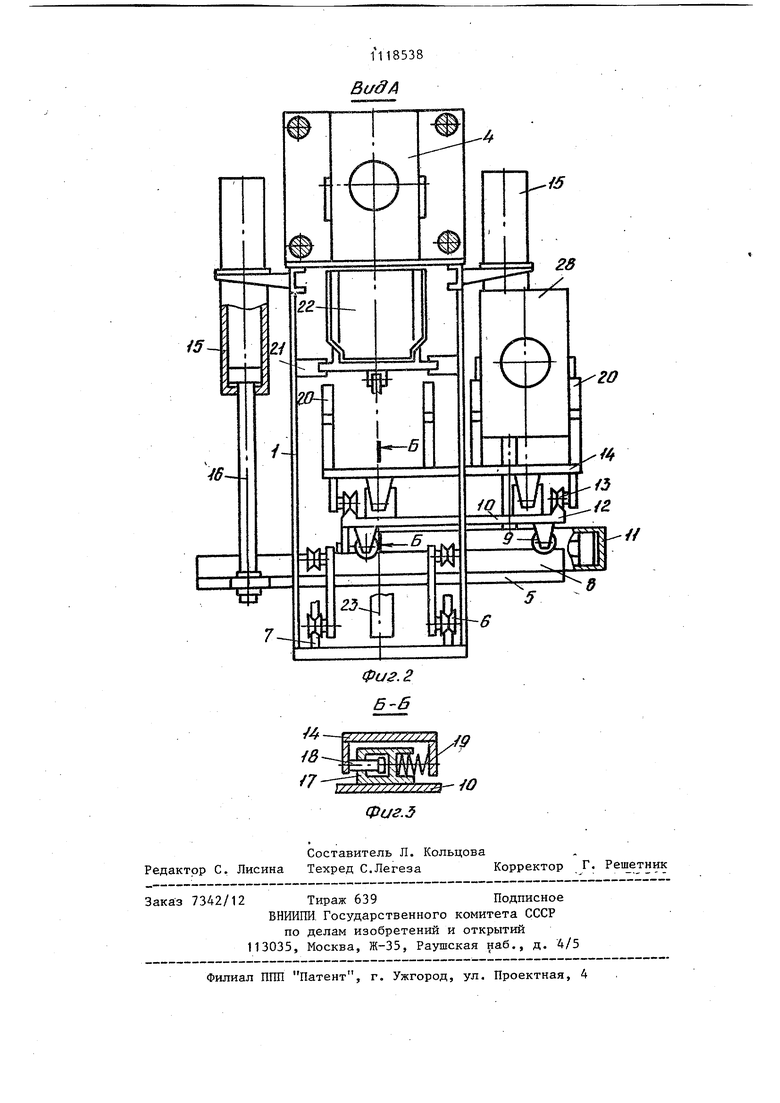
Изобретение относится к оборудованию для переработки пластических материалов, в частности к устройствам для литья под давлением термо пластичных и термореактивных масс, и может быть использовано в химическом и полимерном машиностроении, Известна машина для литья под давлением, содержащая подвижную и неподвижную плиты для установки пресс-формы и устройство для введения пресс-формы в машину для литья под давлением, имеющее размещенное на роликовых опорах на направляющих основание для введения пресс-формы и приемные направляющие 1 . На основании, расположенном .с бо ковой стороны машины, смонтирован направляющий механизм с установленной в нем пресс-формой. Из напревляющего механизма пресс-форма принимается с боковой стороны приемными направляющими, расположенными на внутренних поверхностях подвижной и неподвижной плит машины. Недостаток этой машины состоит в том, что в ней не обеспечивается ав томатическое введение пресс-формы в рабочую зону машины при полном ис-. ключении ручного труда, что приводит к увеличению вспомогательного времени цикла. Кроме того, нет надежного центрирования пресс-формы в подвижной и неподвижкой плитах, т.е не предусмотрена установка прессформы с заходными поясками, что при водит к ее повреждению и чрезмерному изнашиванию. Наиболее близкой к предлагаемой является горизонтальная машина для литья под давлением, содержащая ста нину, подвижную и неподвижную плиты на которых установлена пресс-форма, приемный лоток для изделий и устройство замены пресс-формы, вьтолненное в виде несущей каретки, размещенной на направляющих основания и связанной со штоком цилиндра перемещений ее поперечно к продольной оси машины, и рабочей каретки, установленной на направляющих несущей каретки, причем рабочая каретка снабжена цилиндром вертикального пе ремещения ее со штоком и размещенны на несущей каретки цилиндром осевого перемещения с подпружиненным плунжером . 2j. В известной машийе обеспечивается автоматическая смена прессформы, однако на рабочей каретке для захвата и перемещения пресс-формы имеется рычажный зажимной механизм (клещи), который расположен над пресс-формой машины и занимает большие размеры по высоте, что усложняет обслуживание машины, так какзатрудняет использование пространства над пресс-формой и сбоку машины. Кроме того, наличие клещей требует дополнительных движений при . пресс-формы (весь цикл включает 29 движений) и приводит к тому, что пресс-форма должна иметь базовые мес та на боковых поверхностях под захваты клещей. При этом базовые места должны быть выполнены так, чтобы клещи могли захватывать одновременно обе половины пресс-формы, а это значит, что последние должны иметь одинаковую ширину, высоту, а также плоскость разъема в одном месте. Разные по ширине, высоте и имеющие плоскость разъема в разных местах пресс-формы одними клещами не могут захватываться, что ограничивает технологические возможности машины. Цель изобретения - расширение технологических возможностей машины и повьш1ение производительности за счет сокращения времени смены прессформы. / Указанная цель достигается тем, что в горизонтальной машине для литья под давлением, содержащей станину, подвижную и неподвижную плиты, на которых установлена пресс-форма, приемньй лоток для изделий и устройство замены пресс-формы, выполненное в виде несущей каретки, размещен ной на направляющих основания и связанной со штоком цилиндра перемещения ее поперечно к продольной оси машины, и рабочей каретки, установленной на направляющих несущей каретки, причем рабочая каретка снабжена цилиндром вертикального перемещения ее со штоком и размещенным на несущей каретке цилиндром осевого перемещения с подпружиненным плунжером, основание с несущей и рабочей каретками размещено под прессформой машины и смонтировано с возможностью перемещения посредством соединения со штоком цилиндра вертикального перемещения, который расположен на станине, рабочая каретка вьтолнена с ловителями для пресс формы, а приемный лоток снабжен механизмом вывода его из зоны установки пресс-формы, выполненным в виде смонтированного на основании копира для взаимодействия с роликом, размещенным на подпружиненной рычажной системе, связанной с приемным лотком, установленным на направляющих, которые вьтолнены на станине. На фиг. 1 показана предлагаемая горизонтальная машина,общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2. Горизонтальная машина для литья под давлением содержит станину 1, подвижную 2 и неподвижную 3 плиты, на которых установлена пресс-форма 4, и устройство замены пресс-формы выполненное в виде основания 5, смо тированного на роликовых опорах б н направляющих 7, закрепленных вертикально на станине 1 под пресс-формой 4 машины. На основании 5 на направляющих 8 установлена на роликовых опорах 9 несущая каретка 0, связанная со штоком цилиндра 11 перемещения поперечно продольной оси машины. На направляющих 12 несущей каретки 10 смонтирована на роликовы опорах 13 рабочая каретка 14, снабженная по меньшей мере одним, а в данном случае - двумя цилиндрами 15 вертикального перемещения, расположенными на станине 1, штоки 16 кото рых соединены с основанием 5 для егоперемещения совместно с рабочей 14 и несущей 10 каретками. На последней размещен по меньшей мере один, а в данном варианте - два цилиндра 17 осевого перемещения, плунжеры 18 которых подпружинены пр жинами 19. Рабочая каретка 14 снабжена ловителями 20 для пресс-формы На направляющих 21 станины 1 смонтирован приемный лоток 22 для изделий, снабженный механизмом вывода его из зоны установки пресс-формы 4 выполненным в виде смонтированного на основании 5 копира 23 для взаимо действия .с роликом 24, размещенным на рычаге 25 рычажной системы, вклю чающей также рычаг 26, связанный с приемным лотком 22. Рычаг 25 соединен с пружиной 27 растяжения, закрепленной одним концом на станине На рабочей каретке 14 установлена другая пресс-форма 28. Маигана работает следующим образом. При съеме пресс-формы 4 подвижная плита 2 подводится к неподвижной плите 3, между ними зажимается пресс-форма 4. Подается рабочая жидкость в штоковую полость цилиндров 15 вертикального перемещения. Основание 5 для введения пресс-формы 4 с несзгщей кареткой 10 и рабочей кареткой 14 поднимается на роликовых опорах 6 по направляющим 7 станины 1. Копир 23, закрепленный на основании 5 для введения пресс-формы, воздействует наклонной поверхностью на ро.(Пик 24, йоворачивая рычаг 25. При этом пружина 27 растягивается, а рычаг 26 перемещает приемный лоток 22 для готовых изделий rto направляющим 21 станины 1 до тех пор, пока ролик 24 не перекатывается на вертикальную поверхность копира 23. При дальнейшем движении основания 5 вверх рычаги 25 и 26 остаются в неизменном положении, приемный лоток 22 неподвижен и находится за пределами зоны установки пресс-формы 4, основание 5 продолжает подниматься, ловители 20 входят в рабочую зону машины и захватьшают за выступы пресс-форму 4. Подвижная плита 2 отводится, освобождая примыкающую к ней часть пресс-формы 4. Подается рабочая жидкость в цилиндры 17 плунжеры 18 которых перемещают рабочую каретку 14 по направляющим 12 несущей каретки 10, сжимая пружины 19, при этом заходный поясок прессформы 4 освобождается из неподвижной плиты 3. Пресс-форма 4 остается в ловителях 20 на опорной поверхнойти ..рабочей каретки 14. Подается давление в поршневые полости ципиндров 15 вертикального перемещения . Основание 5 для введения пресс-формы 4 с несущей кареткой 10, рабочей кареткой 14 с установленными на ней двумя пресс-формами 4 и 28 опускается в исходное положение, ролик 25 под действием пружины 27 перекатывается с вертикальной поверхности копира 23 на наклонную, при этом приемный лоток 22 возвращается в рабочую зону. Для установки новой пресс-формы 28 в рабочее положение подается раS1бочая жидкость в цилиндр 11 поперечного перемещения. Несущая каретка 10 на роликовых опорах 9 перемещается по нагфавляющим 8 основания 5 для введения пресс-фо мы. Последняя оказывается под рабочей зоной машины, в зоне установки. При подаче давления в штоковые полости цилиндров 15 основание 5 поднимается, воздействуя профильной поверхностью копира 23 на ролик 24. Рычаг 25 поворачивается, растягивая пружину 27, и посредством рычага 26 отодвигает приемный лоток 22 по направляющим 21 из зоны установки пресс-формы. Пресс-форма 28 заходит в рабочую зону машины. Сбрасывается давление в цилиндрах 17, при этом заходный поясок пресс-формы 28 частично заводится в неподвижную штату 3 с помощью пружин 19. Подводит ся 2, пресс-форма 28 устанавливается окончательно в рабочее положение. Подается давление в поршневые по лости цилиндров 15 вертикального перемещения, и основание 5, опускаясь вместе с несущей кареткой 10 и рабочей кареткой 14 в исходное положение взаимодействует профильной поверхностью копира 23 с роликом 24. Послед8НИИ,прижимаемый к копиру 23 пружиной 27, перекатывается с его вертикальной плоскости на наклонную, при этом рычаг 25 поворачивается, возвращая приемный лоток 22 посредством рычага 26 в рабочее положение. Предлагаемая конструкция горизонтальной машины для литья позволяет производить замену пресс-формы в течение 2-3 мин. В базовом объекте (машинах однопозиционных для литья под давлением термопластичных и термореактивных материалов мод. Д 312763) на такую операцию затрачивается 3-4 ч.Таким образом, использование изобретения позволяет сократить вспомогательное время примерно в 60 раз, повысить тем самым производительность, значительно облегчает условия труда и обеспечивает работу машины в автоматизированных комплексах. Кроме того, замена прессформы производится за 11 движений по сравнению с прототипом, где совершается 29 движений, что позволяет упростить привод и систему управления. Возможность использования пресс-формы различной ширины высоты и с различным расположением места разъема расширяет технологические возможности машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для замены прессформы горизонтальной машины для литья пластмасс под давлением | 1982 |
|
SU1115914A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Устройство для отделения листа от стопы и подачи его в рабочую зону пресса | 1978 |
|
SU733810A1 |
| Вертикальная литьевая машина для литья изделий из термопластов | 1977 |
|
SU695835A1 |
| Устройство для установки и перемещения прессформ в литьевой машине | 1978 |
|
SU770821A1 |
| Автомат для литья под давлением изделий из термопластических масс | 1961 |
|
SU145339A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Устройство для подачи полосового и ленточного материалов в штамп | 1983 |
|
SU1138212A1 |
ГОРИЗОНТАЛЬНАЯ МАШИНА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ, содержащая станину, подвижную и неподвижную плиты, на которых установлена пресс-форма, приемный лоток для изделий и устройство замены пресс-формы, вьтолненное в виде несущей каретки, размещенной на направляющих основания и связанной со штоком цилиндра перемещения ее поперечно к продольной оси машины, и рабочей каретки, уед-ановленной на направляющих несущей каретки, причем рабочая каретка снабжена цилиндром вертикального перемещения ее со штоком и размещенным на несущей каретке цилиндром осевого перемещения с подпружиненным плунжером, отличающаяс я тем, что, с целью расширения технологических возможностей машины и повьшения производительности за счет сокращения времени смены прессформы, основание с несущей и рабочей каретками размещено под пресс-формой машины и смонтировано с возможностью перемещения посредством соединения со штоком цилиндра вертикального перемещения, который расположен на станине, рабочая карет(Л ка выполнена с ловителями для прессформы, а приемный лоток снабжен механизмом вывода его из зоны установки пресс-формы, вьшолненным в § виде смонтированного на основании копира для взаимодействия с роликом, размещенным на подпружиненной рычажной системе, связанной с приэо :л :о х емным лотком, установленным на на-, правляющих, которые выполнены на станине.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке 3457548/23-05, кл | |||
| Солесос | 1922 |
|
SU29A1 |
