1
Изобретение относится к области изготовления пластмассовых армированных деталей методом литья под давлением на термопластавтоматах и литьевых машинах в выносные раз- 5 борные пресс-формы. Применение выносных пресс-форм обуславливается в данном случае необходимостью подготовки их к Зсшивке вне рабочей зоны литьевых машин, разборки их и 0 извлечения готовых деталей, установки арматуры и последующей сборки пресс-форм.
Известно устройство для перемещения пресс-форм, выполненное в виде 15 установленной на роликовых опорах каретки, связанный со штоком силового цилиндра, жестко закрепленного на кронштейне 1 .
Указанное устройство жестко связа-20 но с полуматрицей, являющейся в данном случае, как бы подвижной плитой литьевой машины. Недостаток из.вестного устройства состоит в том, что оно не позволяет использовать выносные 25 пресс-формы, т.к. конструкция каретки не обеспечивает ориентированной установки на нее выносной прессформы; жесткое размещение силового цилиндра на кронштейне и конструктивная связь его с кареткой не позволяет разместить данное устройство между плитами литьевой машины, обеспечивая при этом необходимое перемещение подвижной плиты ее; отсутствует система регулировки положения каретки на направляющих.
Ближайшим по технической сущности к изобретению является устройство для установки и перемещения прессформ в литьевой машине, содержащее размещенную между подвижной и непо-. движной ПЛИТС1МИ литьевой машины каретку, смонтированную на роликовых опорах и выполненную с пазом для установки пресс-формы, и соединенный с питающей магистралью рабочего агента силовой цилиндр перемещения каретки с поршнем и штоком 2 , В последнем устройстве за счет наличия паза на каретке обеспечивается установка пресс-формы на каретке. Однако, недостаток последнего устройства состоит в низкой его производительности,что обусловлено значительным вспомогательным временем цикла, величина которого определяется временем установки пресс-формы с ее ориентацией, временем перемещения каретки с прессформой для заливки полимера и возврата каретки в исходное положение после заливки, для чего необходимо переключение потока рабочего агента из одной полости силового цилиндра в другую.
Цель изобретения - повышение производительности устройства за счет сокращения вспомогательного времени цикла.
Достигается указанная цель благодаря тому, что в устройстве для установки и перемещения пресс-форм в литьевой машине, содержащем размещенную между подвижной и неподвижной плитами литьевой машины каретку, смонтирован|Ную на роликовых опорах и выполненную с пазом для установки пресс-формы, и соединенный с питающей магистралью рабочего агента силовой цилиндр перемещения каретки с поршнем и штоком, согласно изобретению силовой цилиндр закреплен в нижней части каретки и выполнен с регулируемым по длине штоком, взаимодействующим свободным торцом с неподвижной плитой, а устройство снабжено тросами, связанными одним концом с кареткой, которая выполнена призматической, а другим- с неподвижной плитой литьевой машины. Кроме того, поршневая полость силового цилиндра постоянно связана с питающей магистралью рабочего агента.
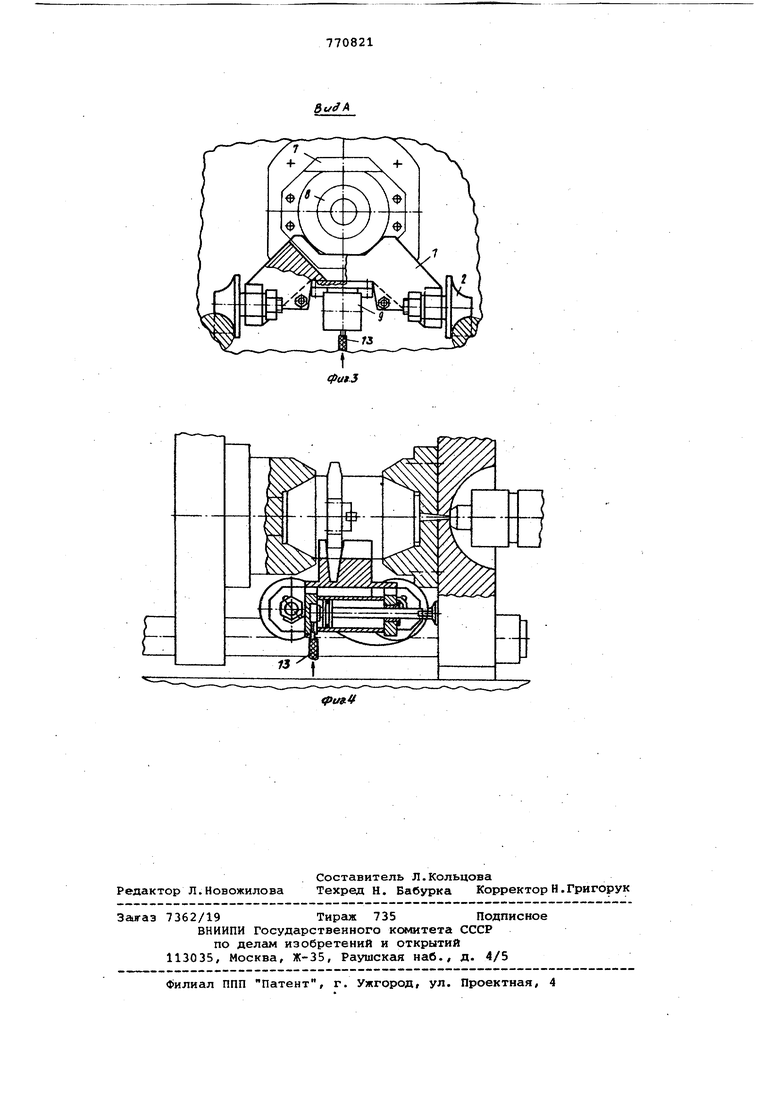
На фиг. 1 показан общий вид устройства; на фиг. 2 - вид в плане устройства; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - вид устройства в процессе заливки полимера.
Устройство состоит из каретки 1, выполненной призматической, установленной на роликовых опорах 2 на штангах 3 литьевой машины между подвижной 4 и неподвижной 5 плитаМи, В верхней части каретки 1 выполнен паз 6 с наклонными стенками по форме бандажа 7 пресс-формы 8, а в нижней закреплен силовой цилиндр 9 перемещения каретки 1, шток 10 которого выполнен регулируемым по длине за счет регулируемого подпятника 11, торец которого взаимодействует с неподвижной 5 плитой, а поршневая полость а между поршнем 12 и цилиндром 9 постоянно соединена с питающей магистралью 13 сжатого воздуха (или другого рабочего агента). По обеим сторонам,цилиндра 9 на каретке 1 закреплены одним концом тросы 14, связанные другим концом с неподвижной плитой 5 с возможностью регулчровкк тросов по длине болтами 15.
Устройство работает следующим образом.
Собранная пресс-форма 8 с позиции сборки грузоподъемным механизмом (манипулятором или специальным захватом) переносится к литьевой машине и опускается на каретку 1,при этом ось пресс-формы 8 совмещается с осью инжекции литьевой машины.
а бандс1ж 7 пресс-формы 8 входит в паз б каретки 1, после чего происходит перемещение подвижной плиты 4. В процессе перемещения плиты 4 направляющий конус плиты охватывает конусную часть пресс-формы 8 и при дальнейшем перемещении увлекает за собой каретку 1, преодолевая при этом сопротивление сжатого воздуха в поршневой полости а силового цилиндра 9, т.к. усилие смыкания плиты 4 намного больше усилия, развиваемого в поршневой полости а силового цилиндра 9. После смыкания плит 4,5 литьевой машины происходит впрыск материала в полость прессформы 8 и затем после определенной выдержки происходит возврат подвижной плиты 4 в исходное положение, при этом каретка 1 под действием сжатого воздуха, пoдaвae югo в поршневую полость а силового цилиндра 9 возвращается с пресс-формой 8 в исхоное положение и удерживается в нем за счет натяжения тросов 14. Затем пресс-форма 8 с отпрессованной деталью грузоподъемным механизмом удаляется из рабочей зоны литьевой машины и после подачи вновь собранной пресс-формы в рабочую зону, цикл повторяется. Регулирование положения каретки 1 с пресс-формой 8 относительно трассы грузоподъемного механизма производится за счет регулируемого подпятника 11 штока 10 силового цилиндра 9 и болтов 15 тросов 14.
Оснащение данными устройствами литьевых машин и термопластавтоматов позволяет сократить вспомогательное время на установку и ориентацию пресс-форм в рабочей зоне литьевых машин и термопластавтоматов, осуще ствлять операцию литья при автоматическом режиме работы литьевой машины и термопластавтомата и обеспечивает возможность встраивания термопластавтоматов и литьевых машин в автоматические линии.
Испытания опытного образца устройства показали нащежность и работоспособность его. Проведенный при испытаниях хронометраж показал, что устройство позволяет сократить вспомогательное время подготовки и установки пресс-формы на 25-27 с, что . составляет 14% от вспомогательного времени. Таким образом, применение устройства при незначительных затратах на его изготовление обеспечивает повышение производительности в сред нем на 7%, значительно облегчает условия труда и обеспечивает работу термопластавтомата и литьевой машины в автоматизированных комплексах.
Формула изобретения
1. Устройство для установки и neремещения пресс-форм в литьевой машине, содержащее размещенную между подвижной и неподвижной плитами литьевой машины каретку, смонтированну на роликовых опорах и выполненную с пазом для установки пресс-формы, и соединенный с питающей магистралью рабочего агента силовой цилиндр перемещения каретки с поршнем и штоком, отличающееся тем, что, с целью повышения производительности устройства за счет сокращения вспомогательного времени цикла, СИЛОВОЙ цилиндр закреплен в нижней части каретки и выполнен с регулируемым по длине штоком, взаимодействующим свободным торцом с неподвижной плитой, а устройство снабжено тросами, связанными одним концом с
кареткой, которая выполнена призматической, а другим - с неподвижной плитой литьевой машина.
2. Устройство по п.1, отличающееся тем, что поршневая полость силового цилиндра постоянно связана с питающей магистралью рабочего агента.
Источники информации, принятые во внимание при экспертизе
0
1.Патент Японии 50-28974
кл. в 29 F 1/06, 25/5/ С 022, опублик. 19,09.75.
2,Гурвич С.г: Машины для переработки термопластических материалов.
5 м,. Машиностроение, 1965, с. 4546 (прототип),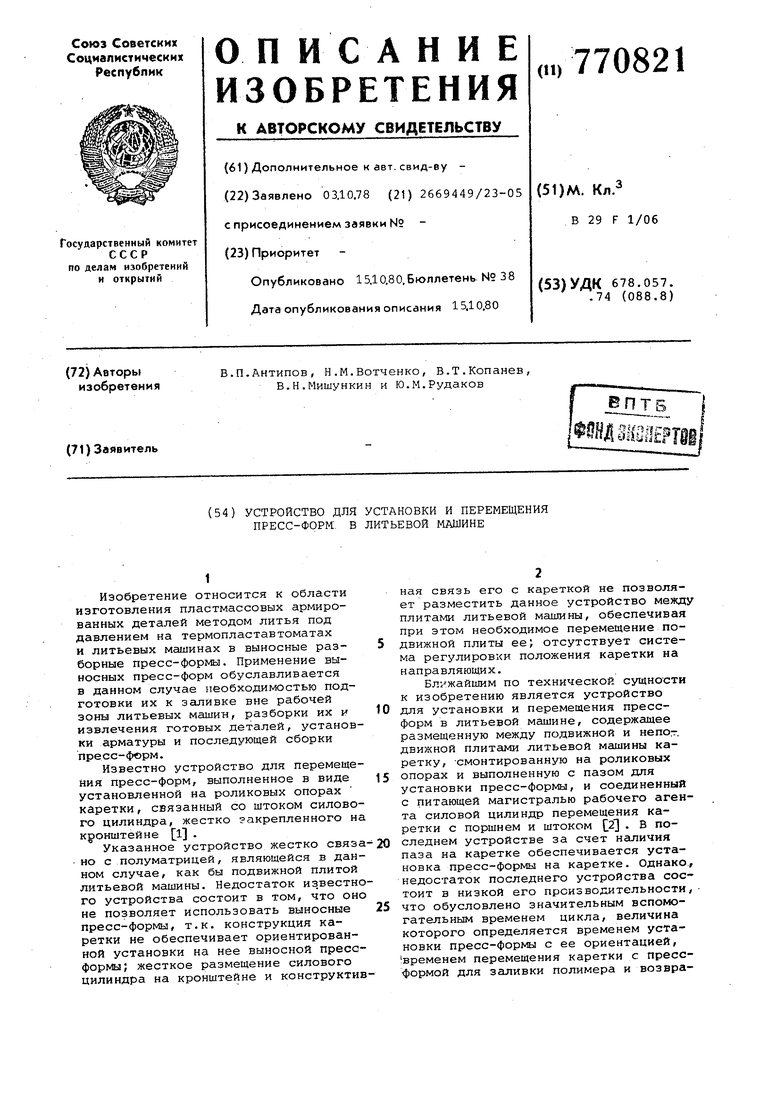


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для замены прессформы горизонтальной машины для литья пластмасс под давлением | 1982 |
|
SU1115914A1 |
| Горизонтальная машина для литья под давлением | 1982 |
|
SU1118538A1 |
| Пресс | 1982 |
|
SU1143605A1 |
| Литьевая машина | 1984 |
|
SU1206118A1 |
| Узел крепления рабочего инструмента к формовочной машине | 1983 |
|
SU1140996A1 |
| Пресс | 1980 |
|
SU903146A2 |
| Литьевой термопластавтомат для изготовления армированных изделий из полимеров | 1982 |
|
SU1085843A1 |
| Литьевой термопластавтомат для изготовления изделий из пластмасс | 1980 |
|
SU939263A1 |
| ГИДРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО СМЫКАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2007 |
|
RU2353517C1 |
| Механизм смыкания формы литьевой машины | 1982 |
|
SU1058789A1 |