ел
QD
Изобретение относится к оборудовнию Для переработки пластических материалов, в частности к устройствам для литья под давлением термопластичных и термореактивкых масс, и может быть использовано в химическом и полимерном машиностроении.
Известно устройство для замены пресс-формы машины для литья под далением, содержащее барабан, снабженный направляющими для поддержания пресс-формы и приводом поворота. При вращении барабана пресс-форма попадает п приемные направляющие между подвижной и неподвижной плитами машины 1.
Недостаток устройства состоит в том, что оно не позволяет автоматизировать процесс замены прессформы .
Наиболее близким по технической сущности и достигаемому- результату к изобретению является устройство для замены пресс-формы горизонтальной машины для литья пластмасс под давлением, содержащее рабочую каретку, смонтированную на роликовьк опорах, установленных на направляющих, цилиндр поступательного перемещения рабочей каретки и захватный механизм 2.
Однако в известном устройстве не предусмотрено автоматическое введение пресс-формы в рабочую зону машины, а для этой цели применяется захватный грузоподъемный механизм, что приводит к использованию ручного труДа и к увеличению вспомогательного времени цикла, а в конечном счете к снижению производительности, так как хотя захватный грузоподъемный механизм и имеет большую зону обслуживания, но он требует обслуживания рабочим и значительного времени смены прессформы.
Цель изобретения - повьш1ение производительности устройства за счет сокращения времени замены пресс-формы. «
Указанная цель достигается тем, что устройство для замены пресс-формы горизонтальной машины для литья пластмасс под давлением, содержащее рабочую каретку, смонтированную на роликовых опорах, установленных на направляющих, цилиндр поступательного перемещения рабочей каретки и захватный механизм, снабжено установленной на роликовых опорах над пресс-формой машины дополнительной кареткой, цилиндром перемещения дополнительной каретки перпендикулярно продольной оси машины, каркасом, шарнирно смонтированным на дополнительной каретке и снабженным цилиндром его поворота и подпружиненным ограничителем, причем на каркасе вертикально расположены направляющие рабочей каретки, а захватный механизм выполнен в виде шарнир(го установленных на рабочей
каретке рычагов, кинематически связанных с подпружиненным плунжером цилиндра зажима.
Таким образом, оснащение маш;;ны для литья под давление данным устройством замены пресс-формы позволяет увеличить производительность труда за счет сокращения вспомогательного времени на замену пресс-фор/ы, ликвидировать ручной труд, уменьшить
расходы на обслуживание, а также обеспечить работу машины в автоматической линии.
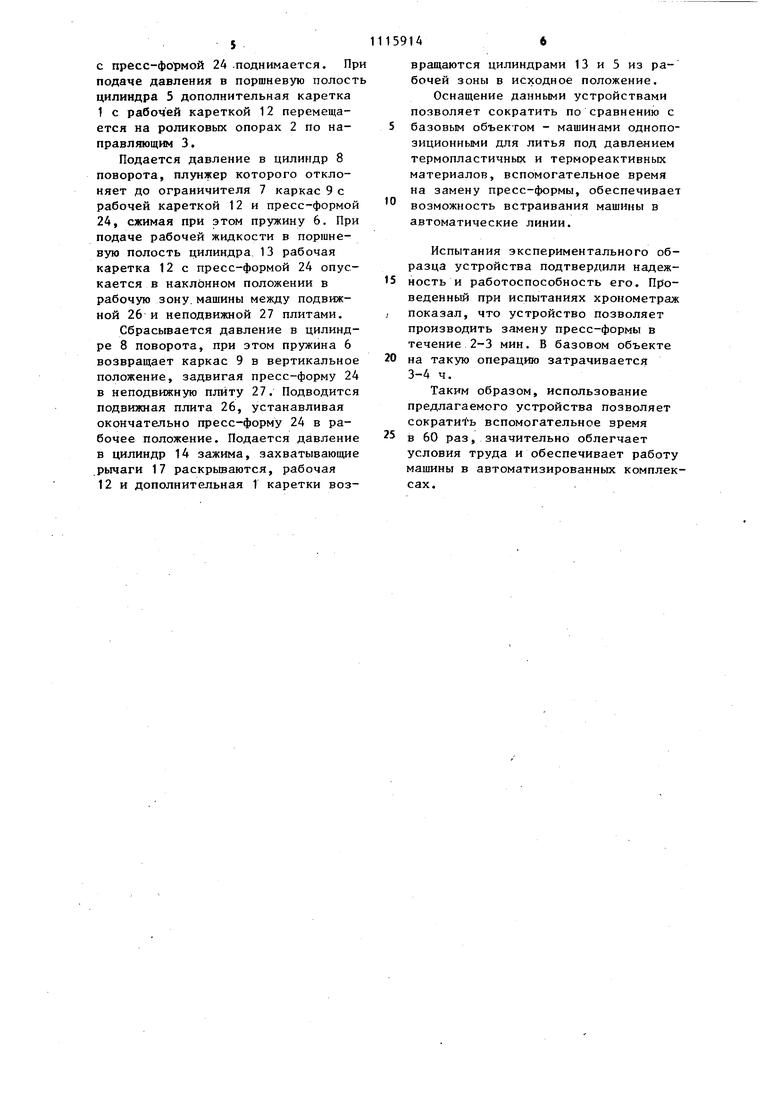
На фиг. 1 изображено устройство для замены пресс-формы, общий вид;
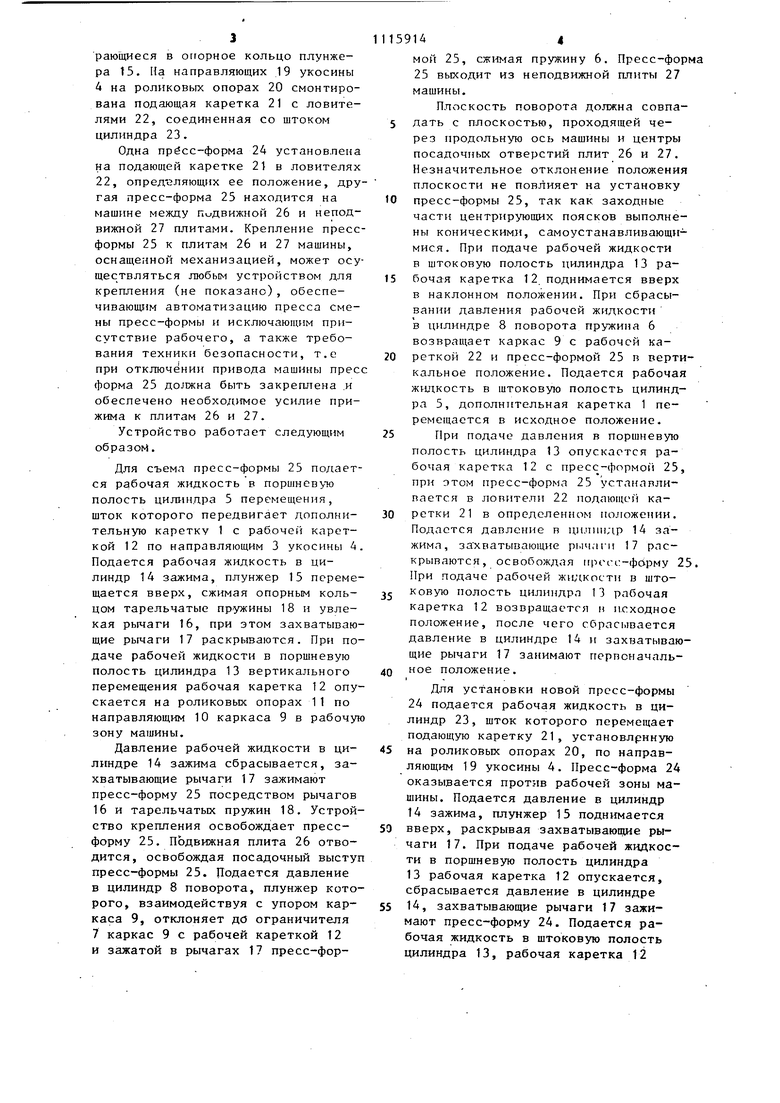
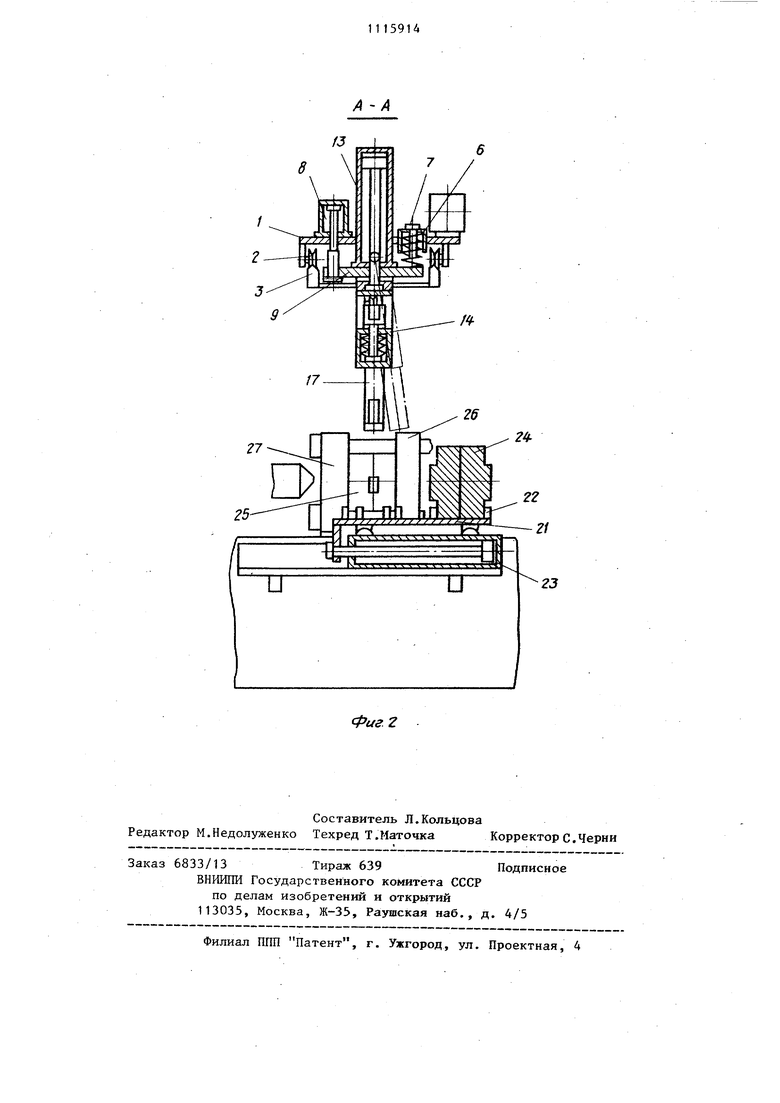
на фиг. 2 - разрез А-А на фиг. 1. I
Устройство для замены пресс-формы горизонтальной машины для литья пластмасс под давлением содержит дополнительную каретку 1, ycTaHOBf
ленную на роликовых опорах 2, размещенных над машиной на направляющих 3 укосины 4. Дополнительная каретка 1 соединена с цилиндром 5 ее перемещения перпендикулярно продольной оси машины, смонтированным на укосине 4, и имеет подпружиненный пружиной 6 ограничитель 7 и цилиндр 8 поворота каркаса 9, которым снабжено устройство и который
шарнирно смонтирован на дополнительной каретке 1. На каркасе 9 вертикально расположены направляющие 10, на которых установлены роликовые опоры 11 рабочей каретки 12, соеди-.
ненной с цилиндром 13 поступательного его вертикального перемещения. На рабочей каретке 12 установлен цилиндр 14 зажима, плунжер 15 которого кинематически связан через рычаги 16 с захватывающимирычагами 17 захватного механизма. В рабочей полости цилиндра 14 зажима установлены тарельчатые пружины 18, упи3
рающиеся в оггорное кольцо плунжера t5. На направляющих 19 укосины 4 на роликовых опорах 20 смонтирована подающая каретка 21 с ловителями 22, соединенная со штоком цилиндра 23.
Одна пресс-форма 24 установлена на подающей каретке 21 в ловителях 22, опредоляющих ее положение, другая пресс-форма 25 находится на машине между подвижной 26 и неподвижной 27 плитами. Крепление прессформы 25 к плитам 26 и 27 машины, оснащенной механизацией, может осуществляться любым устройством для крепления (не показано), обеспечивающим автоматизацию пресса смены пресс-формы и исключающим присутствие рабочего, а также требования техники безопасности, т.е при отключении привода машины прес форма 25 должна быть закреплена .и обеспечено необходимое усилие прижима к плитам 26 и 27.
Устройство работает следующим образом.
Для съемл пресс-формы 25 подается рабочая жидкость в поршневую полость цилиндра 5 перемещения, шток которого передвигает дополнительную каретку 1 с рабочеГ кареткой 12 по направляющим 3 укосины 4 Подается рабочая жидкость в цилиндр 14 зажима, плунжер 15 перемещается вверх, сжимая опорным кольцом тарельчатые пружины 18 и увлекая рычаги 16, при этом захватывающие рычаги 17 раскрываются. При подаче рабочей жидкости в поршневую полость цилиндра 13 вертикального перемещения рабочая каретка 12 опускается на роликовых опорах 11 по направляющим 10 каркаса 9 в рабочую зону машины.
Давление рабочей жидкости в цилиндре 14 зажима сбрасывается, захватывающие рычаги 17 зажимают пресс-форму 25 посредством рычагов 16 и тарельчатых пружин 18. Устройство крепления освобождает прессформу 25. Подвижная плита 26 отводится, освобождая посадочный выступ пресс-формы 25. Подается давление в цилиндр 8 поворота, плунжер которого, взаимодействуя с упором каркаса 9, отклоняет до ограничителя 7 каркас 9 с рабочей кареткой 12 и зажатой в рычагах 17 пресс-фор9144
мой 25, сжимая пружину 6. Пресс-форма 25 выходит из неподвижной плиты 27 машины.
Плоскость поворота должна совпадать с плоскостью, проходящей через продольную ось машины и центры посадочных отверстий плит 26 и 27. Незначительное отклонение положения плоскости не повлияет на установку
пресс-формы 25, так как заходные
части центрирующих поясков выполнены ко {ическимл, самоустанавливающимися. При подаче рабочей жидкости в штоковую полость цилиндра 13 рабочая каретка 12 поднимается вверх в наклонном положении. При сбрасывании давления рабочей жидкости в цилиндре 8 поворота пружина 6 возвращает каркас 9 с рабочей кареткой 22 и пресс-формой 25 R вертикальное положение. Подается рабочая жшткость в штоковую полость цилиндра 5, дополнительная каретка 1 перемещается в исходное положение.
Г1ри подаче давления в поршневую полость цилиндра 13 опускается рабочая каретка 12 с пресс -формоГ| 25, при этом пресс-форма 25 устлналлипается в лопители 22 подающем каретки 21 в определенном положении. Подается давление п цил11и;ф 14 зажима, захватывающие pi.inarn 17 раскрываются, освобождая гцнчс-форму 25. При подаче рабочей жидкости в штоковую полость цилиндрл 13 рабочая каретка 12 возвращается и исходное положение, после чего сбрасывается давление в цилиндре 14 и захватывающие рычаги 17 занимают перпоначальное положение.
Для установки новой пресс-формы 24 подается рабочая жидкость в цилиндр 23, шток которого перемещает подающую каретку 21, установлрнную
на роликовых опорах 20, по направляющим 19 укосины 4. Пресс-форма 24 оказывается протяв рабочей зоны машины. Подается давление в цилиндр 14 зажима, плунжер 15 поднимается
вверх, раскрывая захватывающие рычаги 17. При подаче рабочей жидкости в поршневую полость цилиндра 13 рабочая каретка 12 опускается, сбрасывается давление в цилиндре
14, захватывающие рычаги 17 зажимают пресс-форму 24. Подается рабочая жидкость в штоковую полость цилиндра 13, рабочая каретка 12
S
с пресс-формой 24 .поднимается. При подаче давления в поршневую полость цилиндра 5 дополнительная каретка 1 с рабочей кареткой 12 перемещается на роликовых опорах 2 по направляющим 3.
Подается давление в цилиндр 8 поворота, плунжер которого отклоняет до ограничителя 7 каркас 9 с рабочей кареткой 12 и пресс-формой 24, сжимая при этом пружину 6. При подаче рабочей жидкости в поршневую полость цилиндра 13 рабочая каретка 12с пресс-формой 24 опускается в наклбнном положении в рабочую зону, машины между подвижной 26 и неподвижной 27 плитами.
Сбрасывается давление в цилиндре 8 поворота, при этом пружина 6 возвращает каркас 9 в вертикальное положение, задвигая пресс-форму 24 в неподвижную плиту 27. Подводится подвижная плита 26, устанавливая окончательно пресс-форму 24 в рабочее положение. Подается давление в цилиндр 14 зажима, захватывающие рычаги 17 раскрьшаются, рабочая 12 и дополнительная 1 каретки воз159146
вращаются цилиндрами 13 и 5 из рабочей зоны в исходное положение.
Оснащение данными устройствами позволяет сократить по сравнению с 5 базовым объектом - машинами однопозиционными для литья под давлением термопластичных и термореактивных материалов, вспомогательное время на замену пресс-формы, обеспечивает возможность встраивания машины в автоматические линии.
Испытания экспериментального образца устройства подтвердили надежность и работоспособность его. Проведенный при испытаниях хронометраж показал, что устройство позволяет производить замену пресс-формы в течение 2-3 мин. В базовом объекте
на такую операцию затрачивается 3-4 ч.
Таким образом, использование предлагаемого устройства позволяет сократись вспомогательное время
в 60 раз, значительно облегчает
условия труда и обеспечивает работу машины в автоматизированных комплексах.
25
8
Фиг 2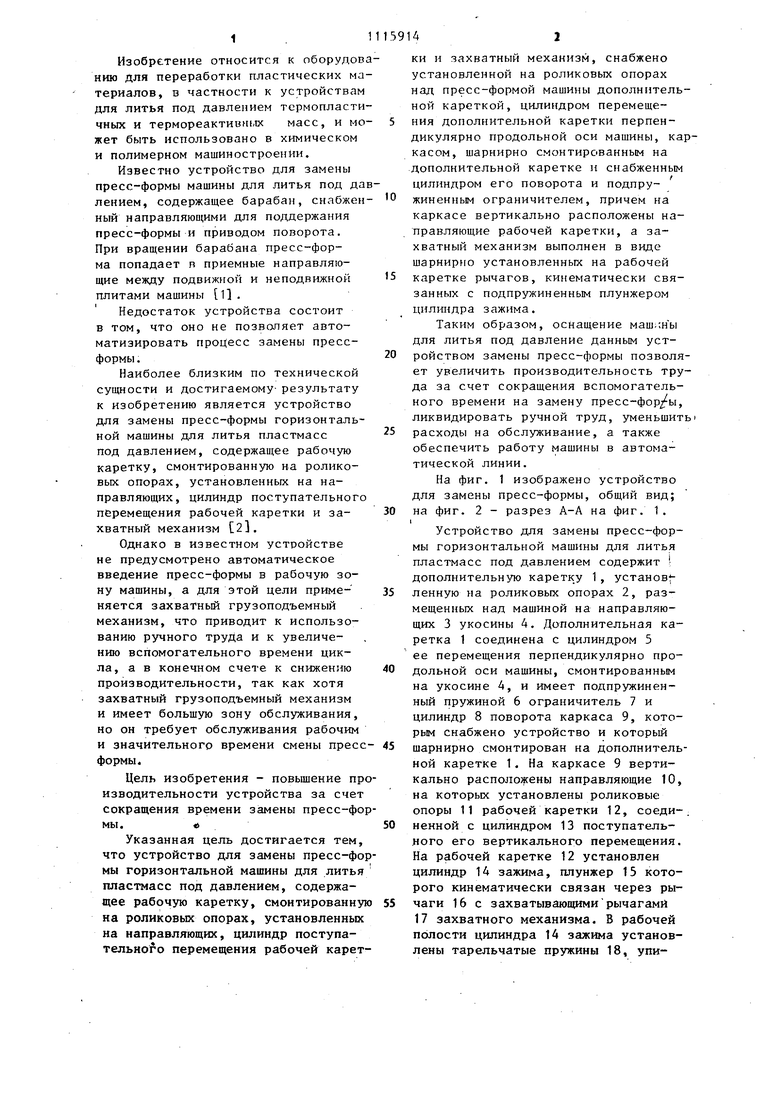
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальная машина для литья под давлением | 1982 |
|
SU1118538A1 |
| Формовочная машина для изготовлениябЕзОпОчНыХ лиТЕйНыХ фОРМ | 1973 |
|
SU818468A3 |
| Устройство для установки и перемещения прессформ в литьевой машине | 1978 |
|
SU770821A1 |
| Устройство для удаления изделий из формующей оснастки литьевой машины | 1987 |
|
SU1431949A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| Установка для литья под давлением | 1979 |
|
SU846084A1 |
| Устройство для формования туалетного мыла | 1985 |
|
SU1291600A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1134264A1 |
| Устройство для отделения листа от стопы и подачи его в рабочую зону пресса | 1978 |
|
SU733810A1 |
УСТРОЙСТВО ДЛЯ ЗАМЕНЫ ПРЕССФОРМЫ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ ЛИТЬЯ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ, содержащее рабочую каретку, смонтированную на роликовых опорах, установленных на направляющих, цилиндр поступа тельного перемещения рабочей каретки и захватный механизм, отличающееся тем, что, с целью повьшения производительности устройства за счет сокращения времени замены пресс-формы, оно снабжено установленной на роликовых опорах над пресс-формой машины дополнительной кареткой, цилиндром перемещения дополнительной каретки перпендикулярно продольной оси машины, каркасом, шарнирно смонтированным на дополнительной каретке и снабженным цилиндром его поворота и подпружиненным ограничителем, причем на каркасе вертикально расположены направляющие рабочей каретки, a захватный механизм (Л выполнен в виде шарнирно установленныз на рабочей каретке рычагов, кинематически связанных с подпружиненньм плунжером цилиндра зажима.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛЕФИНОВ | 2009 |
|
RU2469998C1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для установки и перемещения прессформ в литьевой машине | 1978 |
|
SU770821A1 |
| Солесос | 1922 |
|
SU29A1 |
