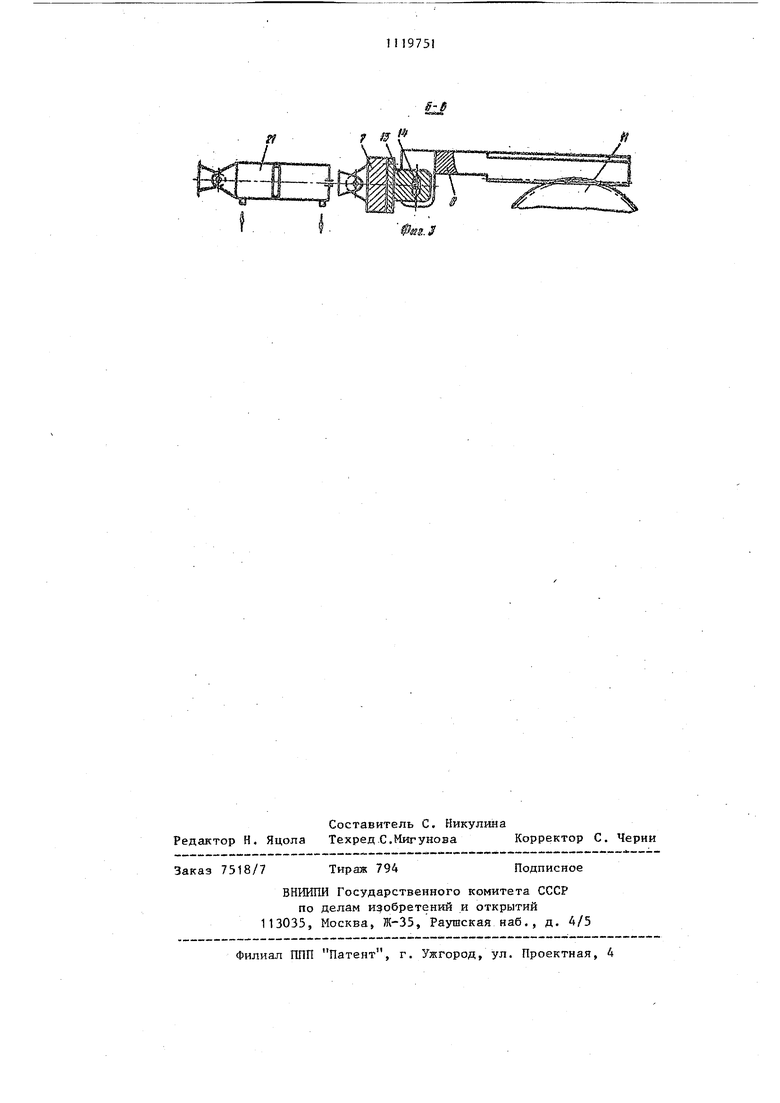
Изобретение относится к производству сварных труб и может быть использов но 6 машиностроении, судостроении, химическом машиностроении и других отраслях промьшшенности. Известен трубосварогщьй стан, содержащий клети с формующими (валкам привод вращения формующих валков, состоящий из электродвигателя и редукторов, и подвижное отрезное устройство с приводом его перемещения i Недостатком известного трубосварочного стана является то, что привод, выполненный в виде гидроцилиндра, не обеспечивает синхронности ско рости движения отрезного устройства со скоростью движения свариваемой трубы во время ее захвата и резки. Это приводит к снижению качества поверхности отрезаемой трубы, появлению дефектов в виДе царапин, задиров вмятин, ЧТОособенно недопустимо на тонкостенных трубах. Цель изобретения - предотвращение появления дефектов на поверхности трубы в процессе резки путем синхронизации скоростей движений отрезного устройства и трубы. Поставленная цель достигается тем что в трубосварочном стане, содержащем клети с формующими валками, привод вр щения формующих валков,состоящий из электродвигателя и редукторов,и подвиж ное отрезное устройство с приводом его перемещения, привод перемещения отрезного устройства выполнен в виде зубчатой рейки и связанного с приводом вращенияформующих валков редуктора, на валу которого размещены упругая муфта и фрикционная муфта сцепления, а также установлена с воз можностью свободного вращения и взаимодействия с зубчатой рейкой и зубчатым диском фрикционной муфты сцепления шестерня, выполненная с наружным и внутренним зубчатыми венцами. На фиг. 1 изображен трубосварочны стан; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Трубосварочный стан содержит уста новленные на станине формовочные кле ти 1 с формующими валками 2 и приводом, состоящим из электродвигателя 3 if ряда червячных редукторов 4. На .станине.также установлен фильерный узел 5 и направляющие 6 подвижного отрезного устройства 7, в состав ко торого входит механизм захвата, вы11 полненньй, например, в, виде цанги, и механизм отрезания трубы. Механизм перемещения отрезного уст зойства 7, содержащий рейку 8 и установленные на валу 9 редуктора 10 шестерню 11 и приводную ф{5икционную муфту 121 сцепления. Редуктор кинематически связан с электромеханическим приводом стана через ynpyijTo муфту 13. С отрезным устройством 7 рейка 8.соединена через палец 14 и кронштейн 15 с пазом. Шестерня установлена на валу с возможностью свободного вращения и снабжена внутренним зубчатьш венцом, внутри которого размещен зубчатый диск 16 фрикционной муфты, закрепленной на валу неподвижно. Ф эикционная . муфта состоит из втулки 17 с фланцем, поршня 18, пружин 19 и расположенных между фланцем втулки и поршнем в окнах зубчатого диска 16 фрикционных. вкладышей 20. С отрезным устройством 7 соединен пневмоЦилиндр 21, служа- щий для возврата отрезного устройства в исходйое положение. Для исклю,чения одновременного срабатывания фрикционной муфты и пневмоцилиндра они соединены одним пневмораспределителем. Длина отрезаемой трубы определяется конечным выключателем 22, который установлен подвижно на штайге 23. Трубосварочный стан работает следующим образом. Разматываемая и рулона лента с помощью формующих валков, приводимых во вращение электромеханическим приводом, сворачивается в формовочных клетях в трубу, которая поступав в фильерный узел, сваривается и подается в отрезное устройство. Движение трубы осуществляется за счет захвата ленты формую1Дими валками. От электромеханического привода через редуктор 10 и упругую муфту приводится во вращение вал механизма перемещения отрезного устройства, вместе с которым вращаются втулка 17, поршень и пружины фрикционной муфты. Шестерня, рейка и зубчатый диск фрикционной муфты с вкладышами остаются неподвижными. Отрезное устройство ударживаетсяв исходном положении пневмоцилиндром. При достижении необходимой длины труба своим концом нажимает на лепесток конечного выключателя, по сигналу которого рабочая полость пневмо3I
цилиндра соединяется с атмосферой, а сжатый воздух подается в подпоршневое пространство фрикционной муфты. Поршень сжимает пружины, этом фрик ционные вкладьши оказываются зажатыми между вращающимися фланцем втулки и поршнем и приводят во вращение через зубчатый диск шестерню. Шестерня, в свою очередь, перемещает сцепленную с ней рейку, а вместе с ней и подвижное отрезное устройство. Сразу после начала движения отрезного устройства срабатывает его механизм захвата трубы и включается механизм отрезания-.
Цикл отрезания трубы завершается возвратом в исходное положение механизмов отрезания и захвата трубы. После чего поршень фрикционной муфты освобождает фрикционные вкла- .
14 .
дьши, а отрезное устройство возвращается в исходное положение пневмоцилиндром.
Конструкция предлагаемогоустройства позволяет получить скорость перемещения отрезного устройстйа во время захвата и отрезания трубы синхронной скорости движения свариваемой на стане трубы. Синхронизация
скоростей движения трубы и отрезного устройства позволяет снизить величину усилия захвата трубы механизмом захвата, что исключает появление вмятин, на трубе, а отсутствие относительного перемещения трубы и отрезного устройства исключает появление задиров и царапин, а все это положительно сказывается на качестве поверхности отрезаемой трубы, особенно при сварке тонкостенных труб. . .

| название | год | авторы | номер документа |
|---|---|---|---|
| Стан холодной пилигримовой прокатки труб | 1988 |
|
SU1547893A1 |
| СПОСОБ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 2007 |
|
RU2354475C2 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2015 |
|
RU2593551C1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Механизм подачи стана холодной прокатки труб | 1974 |
|
SU519236A1 |
| Прокатный стан | 1988 |
|
SU1581393A1 |
ТРУБОСВАРОЧНЫЙ СТАН, содержащий клети с формующими валками, привод вращения формующих валков, состоящий из электродвигателя и редукторов, и подвижное отрезное устройство с приводом его перемещения, отличающийся тем, что, с целью предотвращения появления, дефектов на поверхности трубы в процессе резки путем синхронизации скоростей движения отрезного устройства и трубы, привод перемещения отрезного устройства выполнен в виде зубчатой рейки и связанного с приводом Bpaifteния формующих валков редуктора, на валу которого размещены упругая муфта и фрикционная муфта сцепления, а также установка с возмржностью свободного вращения и взаимодействия с зубчатой рейкой и зубчатым диском фрикционной муфты сцепления шестерня, V выполненная с наружным и внутренним зубчатыми венцами. СО СП
Фиг. 2
е
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Головкин Р.В | |||
| и др | |||
| Производство прямошовных труб на непрерывных трубоэлектросварочных станах | |||
| М., Металлургия, 1969, с | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
