i ICO
| название | год | авторы | номер документа |
|---|---|---|---|
| Дифференциально-групповой привод непрерывного прокатного стана | 1977 |
|
SU753506A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| КЛЕТЕВОЙ МОДУЛЬ ВОЛОЧИЛЬНО-ПРОКАТНОЙ УСТАНОВКИ | 2004 |
|
RU2267374C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
Изобретение относится к металлургии, а точнее к прокатному производству, и может быть использовано для совершенствования конструкции стана, предназначенного для производства катанки, мелкого сорта, труб. Цель изобретения - расширение сортимента и повышение надежности работы. В процессе работы стана вращение валку передается от раздаточного вала через гипоидную передачу. При регулировке положения валков расцепляют муфту 11, освобождают подушки валков от фиксации в станине рабочей клети, после чего поворачивают кулису 10 относительно раздаточного вала 5 совместно с валом 7, гипоидной передачей, валом-гильзой 13 и валком, при этом изменяется длина телескопического соединения вала-гильзы 13. После установки требуемого зазора валки фиксируют в станине и вводят в зацепление с валом 7 муфту 11. При замене валков осуществляют расцепление валов-гильз 13 и валков и поворачивают клеть сначала вдоль оси покатки на 180°, а затем на 180° поперек оси прокатки. Это позволяет увеличить нагрузочную способность рабочей клети, использовать широкий диапазон прокатных валков, повысить надежность работы стана. 1 з.п. ф-лы, 2 ил.
сп
00
со со
00
ции в станине рабочей клети, после чего поворачивают кулису 10 относительно раздаточного вала 5 совместно с валом 7, гипоидной передачей, валом-гильзой 13 и валком, при этом изменяется длина телескопического соединения вала-гильзы 130 После установки требуемого зазора валки фиксируют в станине и вводят в зацепление с ва- лом 7 муфту 11„ При замене валков
Изобретение относится к металлургии, а именно к прокатному производству, и может быть использовано для совершенствования конструкции стана, предназначенного для производства катанки, мелкого сорта трубс
ЦелЬ изобретения - расширение сортамента и повышение надежности работы,,
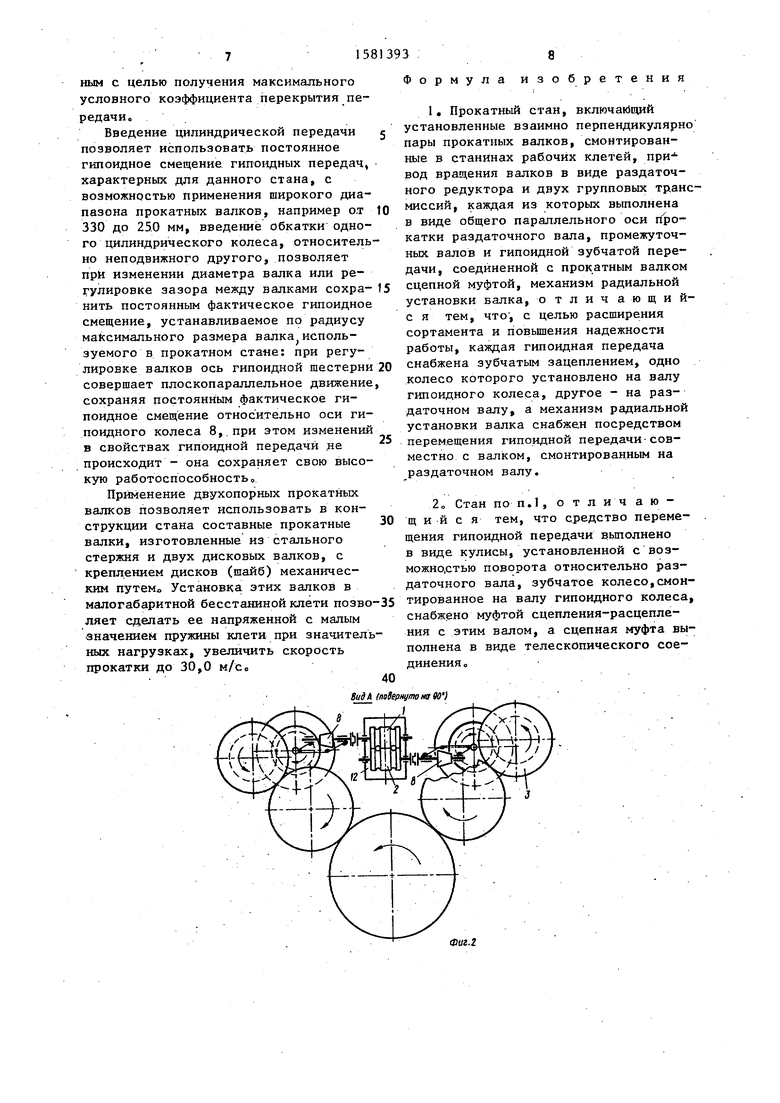
На фиго представлена кинематическая схема прокатного стана, продольный разрез; на фиг.2 - вид А на фиг с 1.
Стан включает установленные взаим- i но перпендикулярно пары, например,
горизонтальных и вертикальных прокатных валков 1, 2 (вторая пара условно не показана), привод которых состоит из раздаточного редуктора (не показан) и двух групповых трансмиссий 3 (вторая групповая трансмиссия не показана), каждая из которых выполнена в виде общих параллельных оси 4 прокатки раздаточных валов 5 и 6, системы валов 7 и гипоидных зубчатых передач 8, выходящих на прокатные валки 1 и 2о Гипоидные передачи 8 каждого прокатного вала 1 и 2 соединены с раздаточными валами 5 и 6 через пары цилиндрических зубчатых колес 9 При этом привод валка 1 соединен с одним раздаточным валом 6, а привод второго валка 2-е другим раздаточным валом 50
Трансмиссия вертикальной клети аналогична трансмиссии горизонтальной клети и повернута к последней под углом 90° с центром вращения вокруг оси проката. На центр вращения - ось правого калибра, установленного на оси прокатки
Валы 7 с гипоидными передачами 8 и одним из цилиндрических колес 9 усчала вдоль оси прокатки на iuu , тем на 180 поперек оси прокатки0
осуществляют расцепление валов-гильз 13 и валков и поворачивают клеть сна180°. а за- Это
позволяет увеличить нагрузочную способность рабочей клети, использовать широкий диапазон прокатных валков, повысить надежность работы стана 1 э.По ф-лы, 2 ил.
0
5
0
5
0
5
0
5
тановлены в кулисах 10 на двух опорах, причем ось поворота каждой кулисы совпадает с осью вращения каждого раздаточного вала 5 и 60 Кулиса 10 может поворачиваться вместе с валом 7, ось которого движется по окружности с радиусом, равным сумме радиусов начальных окружностей пары цилиндрических, например, косозубых зубчатых колес 9 Привод каждой кулисы 10 (не показан) может быть например, гидравлическим или осуществляться вручную, с обеспечением симметричного относительно оси прокатки поворота кулисо На валу 7 установлена муфта 11 сцепления вала 7 и одного цилиндрического зубчатого колеса 9, расположенного на этом валу Прокатные валки каждой пары установлены на двух опорах в клети 12„ При этом каждый валок соединен со своей шестерней гипоидной передачи 8 с помощью вала-гильзы 13 (телескопический вал со шпонками) о
Ось каждого гипоидного колеса 8, установленного на валу 7, лежит в плоскости, проходящей через оси калибров,, Оси раздаточных валов 5 и 6 со своими колесами групповой трансмиссии 3 смещены против хода часовой стрелки на величину, равную максимальному изменению радиуса каждого прокатного валка, что обеспечивает регулировку
положения валков и расчет гипоидных
i
передач по максимально возможному
для данного стана гипоидному смещению. Как вариант, центры осей цилиндрических колес групповой трансмисиии 3 могут располагаться не на прямых, соединяющих их центры, исходящих из одного общего центра, а диаметры колес могут быть различными.
Стан работает следующим образом.
51
Момент вращения передается от „регулируемого электропривода постоянного тока через раздаточный редуктор (не показаны) двум групповым трансмиссиям 3. Вращающиеся раздаточные валы 5 и 6 групповой трансмиссии 3 через цилиндрические косоэубые передачи 9 передают момент вращения гипоидной зубчатой передаче 8, а тестер- ня передачи 8 с помощью вала-гильзы 13 передает момент вращения прокатному валку 1 о Аналогично осуществляется передача момента вращения и второму валку 2. Регулировку положения валков 1 и 2 перед прокаткой осуществляют следующим образомо Муфта 11 сцепления цилиндрического зубчатого колеса 9 отключается и это колесо получает возможность свободно вращать ся на валу 7 при обкатке по второму цилиндрическому колесу. Освобождают подушки валков После этого кулиса 10 (или обе кулисы) с установленным в ней валом 7, блоком гипоидных пе- редач, валом-гильзой 13 и валком 1 перемещается по радиусу, равному сумме радиусов начальных окружностей цилиндрических косозубых передач 9, При этом заданное в конструкции гипо- идное смещение каждой гипоидной зубчатой передачи 8 остается постоянным, а изменение длины вала-гильзы 13 между гипоидной шестерней 8 и прокатным валком 1, который в момент регулировки зазора между валками смещается по вертикали в направляющих, а вал-гильза 13 совершает в пространстве плоскопараллельное перемещение, осуществляется автоматически за счет использования вала типа вал - гильза. После установки необходимого зазора валки фиксируются и муфта 11 вводится в зацепление с цилиндрическим
колесом 9 и валом 7„
В случае выработки калибра его смена осуществляется после рассоединения валов-гильз 13 и клети 12 за счет переворота прокатной клети вдоль оси прокатки на 180 , а затем на 180° по- перек оси прокатки с помощью, например, подвижной консольно-поворотной кран-балки (не показана) При этом - конструкция клети позволяет после , смены калибра совместить ось нового калибра с осью прокаткио
Технико-экономические преимущества стана в сравнении с известным состоят в том, что применение гипоидных пере
- с 0 5 о д
5
S
Q г
936
дач для каждого прокатного валка с приводом вращения от собственных раздаточных валов, расположенных с разных сторон прокатной клети, позволяет исключить возможность посадки вала прокатного валка на раздаточный вал каждой групповой трансмиссии, что обеспечивает передачу высоких крутящих моментов При этом диаметры валков могут изменяться в широких пределах, так как они не ограничивают друг друга в пространстве. Обеспечивается вращение валов в направлении прокатки,, Создаются условия для широкого маневрирования при проектировании размерами валов, подшипников
Соединение гипоидной передачи с раздаточным валом через цилиндрическую зубчатую передачу создает также ряд преимуществ За счет введения цилиндрической зубчатой передачи создается промежуточная ступень изменения скорости вращения вала 7, которая позволяет снизить передаточное число гипоидной передачи 8 и тем самым повысить ее несущую способность при сохранении общего уровня скорости прокатки, соответствующей калибровке. Введение цилиндрической передачи повышает надежность работы гипоидной передачи, работающей в качестве ускоряющей передачи, при прокатке с высокими моментами вращения0 Кроме того, появляется возможность для дальнейшего снижения частоты вращения раздаточных валов групповых трансмиссий, что увеличивает надежность работы стана при производстве энергоемких профилей проката (угловая сталь, полоска и др.),
Применение цилиндрической передачи позволяет унифицировать зубчатые гипоидные пары для двух или более клетей, всю полноту обеспечения заданной по калибровке скорости перенести на цилиндрические пары; в случае необходимости эти цилиндрические зубчатые пары могут быть корригированными; в комплекте оборудования стана можно предусматривать для каждой прокатной клети сменные пары цилиндрических колес с необходимым значением передаточных чисел, что практически полностью обеспечивает технологические задачи, которые необходимо решить на прокатном стане; по условиям прочности зубьев цилиндрической передачи модуль передачи выбирается минимальным с целью получения максимального условного коэффициента перекрытия передачи.
Введение цилиндрической передачи позволяет использовать постоянное гипоидное смещение гипоидных передач, характерных для данного стана, с возможностью применения широкого диапазона прокатных валков, например от 330 до 250 мм, введение обкатки одного цилиндрического колеса, относительно неподвижного другого, позволяет при изменении диаметра валка или регулировке зазора между валками сохра- нить постоянным фактическое гипоидное смещение, устанавливаемое по радиусу максимального размера валка используемого в прокатном стане: при регулировке валков ось гипоидной шестерни совершает плоскопараллельное движение сохраняя постоянным фактическое гипоидное смещение относительно оси гипоидного колеса 8, при этом изменений в свойствах гипоидной передачи не происходит - она сохраняет свою высокую работоспособность
Применение двухопорных прокатных валков позволяет использовать в конструкции стана составные прокатные валки, изготовленные из стального стержня и двух дисковых валков, с креплением дисков (шайб) механическим путем Установка этих валков в
малогабаритной бесстаниной клети позво-35 тированное на валу гипоидного колеса, ляет сделать ее напряженной с малым значением пружины клети при значительных нагрузках, увеличить скорость прокатки до 30,0 м/со
снабжено муфтой сцепления-расцепления с этим валом, а сцепная муфта выполнена в виде телескопического соединения о
40
0
5
0
Формула изобретения
в виде общего параллельного оси прокатки раздаточного вала, промежуточных валов и гипоидной зубчатой передачи, соединенной с прокатным валком сцепной муфтой, механизм радиальной установки валка, отличающий- с я тем, что, с целью расширения сортамента и повышения надежности работы, каждая гипоидная передача снабжена зубчатым зацеплением, одно колесо которого установлено на валу гипоидного колеса, другое - на раздаточном валу, а механизм радиальной установки валка снабжен посредством перемещения гипоидной передачи совместно с валком, смонтированным на раздаточном валу.
2,Стан по п.1, отличающий с я тем, что средство перемещения гипоидной передачи выполнено
в виде кулисы, установленной с воз- можно.стью поворота относительно раздаточного вала, зубчатое колесо,смонтированное на валу гипоидного колеса,
снабжено муфтой сцепления-расцепления с этим валом, а сцепная муфта выполнена в виде телескопического соединения о
зво-35 тирова м ель40
Вид А (повернуто нет 00)
Фиг.2
| Патент ФРГ К 2855983, кл В 21 В 1/16, 1980 | |||
| Королев АоАо Механическое оборудование прокатных и трубных цехов | |||
| М„: Металлургия, 1987, с,270, рис.VI«35, Авторское свидетельство СССР 1467844, кл В 21 В 1/18, 1987. |
