11
is
Изобретение относится к обработке металлов давлением, в частности к fipoKHTUoMy производству, и касается усовершенствования стана холодной пи- .Пигримовой прокатки труб.
Целью изобретения является увеличение производительности путем снижения динамического момента на валу Главного привода.
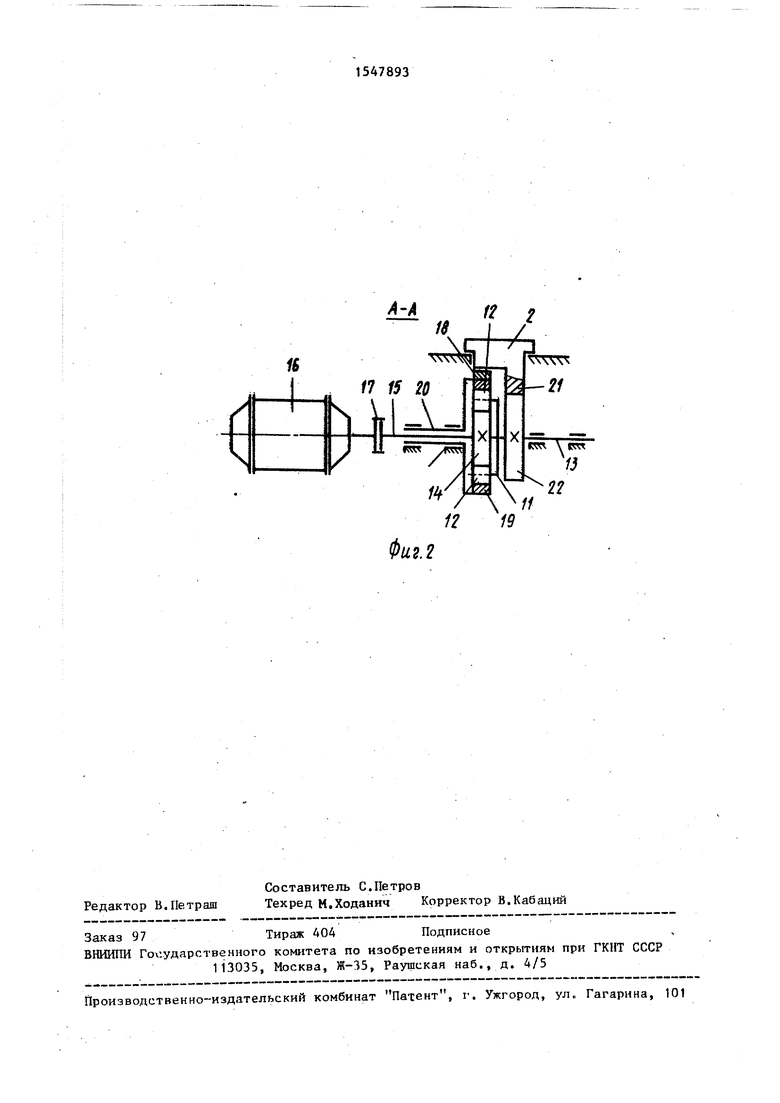
Па фиг. 1 изображена кинематическая схема стана холодной гшлигрнмо- зой прокатки труб; на фиг, 2 - разрез А-А на фиг1. 1 .
Стан холодной пилигримовой прокатки труб содержит стационарную рабочую клеть 1 , патрон 2 справочного стержня 3, патро н 4 заготовки 5, главный Привод 6, кинематически связанные с Ним привод 7 вращения валков 8, механизм 9 возвратно-поступательного движения патрона справочного стержня и механизм 10 перемещения патрона за- Готовки,,
Механизм перемещения патрона заготовки выполнен в виде дифференциального редуктора, содержащего водило 11 с сателлитами 12, жестко закрепленное на валу 13, шестерню 14 на валу 15, соединенном с приводом 1Ь вращения редуктора через муфту 17. На патроне заготовки жестко закреплена {рейка 18, установленная во взаимодействие с шестерней 19 выходного ва- ла 20 редуктора. Па патроне оправоч- ного стержня жестко закреплена дополнительная рейка 21, установленная в зацеплении с шестерней 22 входного вала редуктора.
Главный привод соединен муфтой 23 С приводом вращения валков, выходные валы .которого связаны с валами рабочих валков с помощью муфт 24. Помимо этого, главный привод связан трансмиссионным валом 25 с механизмом возвратно-поступательного движения пат- рока справочного стержня, который ., состоит из конического редуктора 26Э кривошипного вала 27 и шатуна 28. Стан работает следующим образом. Главный привод 6 через муфту 23 приводит в движение привод 7 вращения валков 8, который известным образом преобразует равномерное вращение главного привода в неравномерное вращение рабочих валков стационарной рабочей клети 1, связанных с выходными валами привода посредством муфт 24 Окружная скорость валков согласована
0
в процессе деформирования заготовки 5 на оправке с линейной скоростью их перемещения.
Далее главный привод через трансмиссионный вал 25 и конический редуктор 26 вращает кривошипный вал 27, который посредством шатуна 28 приводит в возвратно-поступательное
движение патрон 2 справочного стержня 3 и жестко связанную с ним ведущую дополнительную рейку 21. Эта рейка, взаимодействуя с шестерней 22, приводит в качательное движение вал
r 13 и жестко связанное с ним водило 11 с сателлитами 12. Одновременно привод 16 вращения редуктора через муфту 17 вращает вал 15 с установленной на нем шестерней 14. Зубья сателлитов взаимодействуют с зубьями шестерни 14 и внутренними зубьями шестерни 19, которая установлена на валу 20 и своими внешними зубьями приводит в движение рейку 18 и жестко
5 связанный с ней патрон 4 заготовки. Во время прямого хода пилигримовой прокатки, когда патрон 2 с рейкой 21 и патрон 4 с рейкой 18 движутся от рабочей клети 1, осуществляется деформирование валками 8 заготовки 5
на оправке, поэтому должно выполняться равенство
Ij3 1ц )
где 1 - перемещение рейки 21,
патрона 2, стержня 3 и оправки;
113 перемещение рейки 18, патрона 4 и заготовки 5. Во время обратного хода, когда патрон 2 с рейкой 21 и патрон 4 с рейкой 18 движутся к рабочей клети, осуществляется порционная подача заготовки путем ее линейного смещения относительно оправки, поэтому должно выполняться следующее равенство:
1,3 1,,+,(2)
где т - величина порционной подачи
заготовки 5 за цикл прокатки. Для изменения величины m порцион- 0 ной подачи заготовки 5 в предлагаемом стане необходимо заменить шестерню 22 и изменить угловую скорость и) вращения шестерни 14, связанной через муфту 17 с приводом 16. Все ос- 5 тальные параметры дифференциального редуктора определяются конструктивно.
Радиус rfl начальной окружности шестерни 22 и угловая ско рость ы
5
0
5
1«
вращения шестерни 14 вычислявтся сле- дующим образом.
При перемещении рейки 21 на величину 1 шестерня 22 поворачивается на угол
(3)
а при повороте шестерни 19 на угол if , рейка 18 перемещается на велиТ1П
чину
1 п
(4)
где rHf7 - радиус начальной окружности наружного венца шестерни 19.
Принимая во внимание свойство дифференциальных механизмов производить алгебраическую сумму движений, из фиг. 2 видно, что
Г{|
ч.Г14 вин
+ ( 5
ВН 1
где 4,л - угол поворота шестерни 14j радиус начальной окружности шестерни 1 4;
радиус начальной окружност внутреннего венца шестерни 19.
Знаки - и + в выражении (5) соответствуют прямому и обратному ,ходам возвратно-поступательного движения.
Подставляя выражение (5) с соответствующим знаком в выражение (4) и далее подставляя выражения (3) и (4 в выражения (1) и (2), получаем систему уравнений
1ц м Чип гп гЦ гп
У, Д.11 IjL ) JjJJIl.
Ч r „i тс J rlt решая которую относительно имеем
гии
44
г ,-Ј11+1 N lKtzIi1
r« Ч.,,,, 1;21„ +m
W
2«
)1
.1 /lit t.
/fЗГ H i
(
11L НПMl ig
где в угол поворота шестерни 14 за время поворота кривошипа 27 на угол, приблизительно равный fi.
Так как шестерня 14 и кривошип 2 вращаются равномерно, можной найти угловую скорость Ujg по формуле
Ш24
W
где
1Г (0Игг
(7)
угловаяскорость кривошипа 27.
Так, например,для стана 2ХПТС
15-40, у которогог 4 150 мм;
0
0
0
5
0
5
0
Е
250 мм; гйп 300 мм; 1 „ 500 мм, мм, при быстроходности п 100 дв. ходов/мин, что составляет
U 10,47-, из выражений (6) и (7) с
имеем г) мм и и 0,0925-, что
соответствует ,88 об/мин.
Особенности конструктивного исполнения предлагаемого стана, в частности новая кинематическая связь механизма 9 возвратно-поступательного движения патрона 2, обеспечивающего удержание стержня 3 с о-правкой, и ме- 5 ханизма 10 перемещения патрона 4 заготовки 5, позволяют исключить из состава оборудования стана длинномерные валопроводы, вращающиеся с переменной угловой скоростью. Это предопределяет резкое уменьшение неравномерно вращающихся маховых масс и, как следствие, снижение динамики в цепи главного привода стана.
В предлагаемом стане вместо традиционного для пилигримовых станов винта порционной подачи заготовки использована зубчатая рейка, которая, как и винт подачи, совершает возвратно-поступательное движение. Однако масса рейки не превышает массы винта, поэтому динамический момент от возвратно- перемещающихся частей стана остается неизменным.
Ф о р м у л а
5
изобретения
Стан холодной пилигримовой прокатки труб, содержащий стационарную рабочую клеть, патроны справочного стержня и заготовки, главный привод, кинематически связанные с ним привод вращения валков, механизм возвратно-поступательного движения патрона справочного стержня и механизм перемещения патрона заготовки, отличающий ся тем, что, с целью увеличения производительности путем снижения динамического момента на валу главного привода, механизм перемещения патрона заготовки выполнен в виде дифференциального редуктора, его привода вращения, жестко закрепленной на этом патроне рейки, установленной во взаимодействие с шестерней выходного вала редуктора и жестко закрепленной на патроне справочного стержня дополнительной рейки, установленной во взаимодействии с шестерней одного из входных валов редуктора.
t г
v/
22
12 19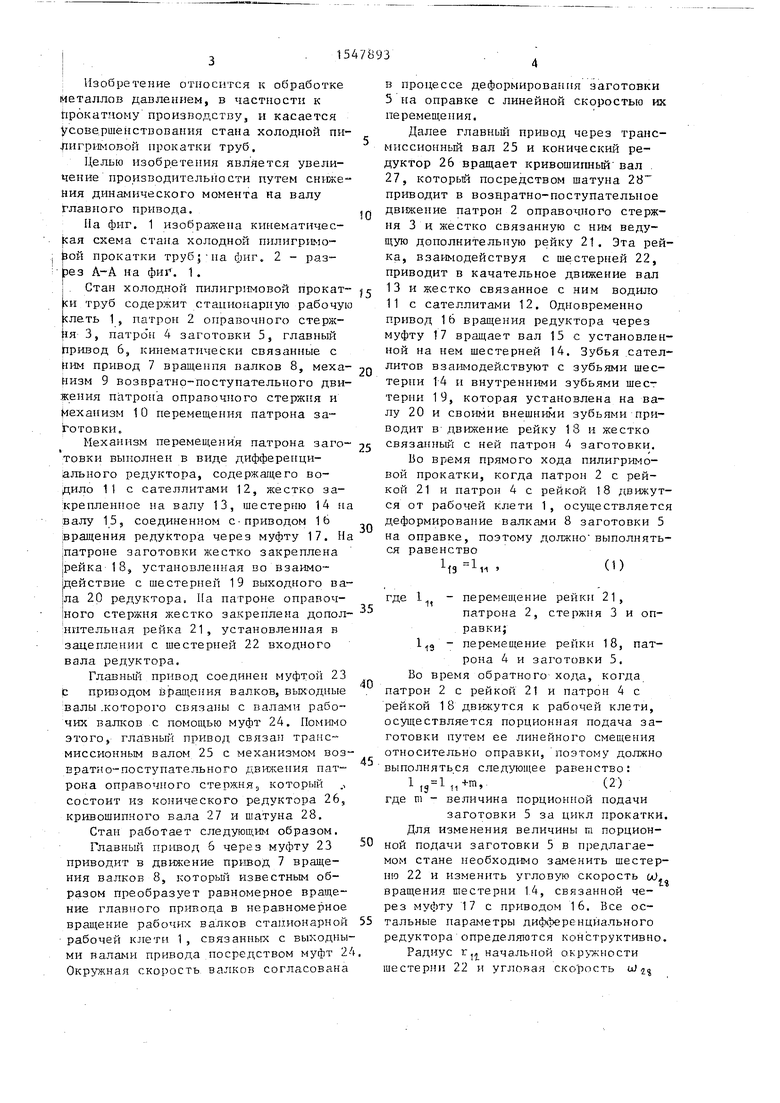
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| Стан пилигримовой прокатки | 1980 |
|
SU969341A1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| Стан пилигримовой прокатки труб | 1981 |
|
SU1051793A1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Стан холодной прокатки труб | 1978 |
|
SU747542A1 |
| Стан пилигримовой прокатки | 1984 |
|
SU1256825A1 |
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Устройство для перемещения оправочного стержня | 1980 |
|
SU863028A1 |
Изобретение относится к обработке металлов давлением, в частности к прокатному производству. Целью изобретения является повышение производительности путем снижения динамического момента на валу главного привода. Стан содержит стационарную рабочую клеть 1, патрон 2 оправочного стержня 3, патрон 4 заготовки 5, главный привод 6. С главным приводом кинематически связаны привод 7 вращения валков 8, механизм 9 возвратно-поступательного движения патрона 2 и механизм 10 перемещения патрона 4. Механизм перемещения патрона заготовки выполнен в виде дифференциального редуктора, его привода вращения, жестко закрепленной на патроне рейки 18, взаимодействующей с шестерней 19 выходного вала, и жестко закрепленной на патроне 2 дополнительной рейки 21, взаимодействующей с шестерней 22 одного из входных валов редуктора. 2 ил.
Фиг. 2
| Патент Великобритании № 1149822, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
