1звестен промышленный способ канизации резиновых изделий ipecc-формах разных типов. i производстве резиновых детаi обуви процесс вулканизации :)изводится в пресс-формах - юшвенных, каблучных, монолитX, полумонолитных и пресс-рамX.
В связи с тем, что объем гнезд
есс-форм, в процессе изготовлея одного и того же типа, разнитв пределах 0,5% и что объем сыIX резиновых смесей-заготовок
кже неодинаков, в процессе пресвания их и последующей вулкани,ции получается, так называемая,
|усенка, которая затем направляся для переработки в регенерат.
Для обеспечения выхода из прессормы и обрезки излишков резинозй смеси пресс-формы снабжены
гверстиями и режущими кромкаи, что позволяет получать изделия
ез заусенцев.
Недостатком пресс-форм являетя то, что в процессе вулканизации олучается значительное количество улканизованных отходов резины
в виде выпрессовок и что для оорезки заусенцев требуется больщое количество рабочей силы.
Особенность предлагаемого способа вулкапизации в пресс-формах заключается в том, что, с целью получения формовок резиновых юделий, например подощв, без заусенцев и для ликвидации вулканизованных отходов резины в виде выпрессовок, вулканизацию резины проводят в пресс-формах с пуансоном н направленным выходом из гнезд пресс-форм излишней резиновой смеси в невулканизованном виде и одновременным удалением выпрессованных излишков смеси.
В силу того, что по окончании процесса прессования сырой резиновой заготовки пуансон, входящий в гнездо пресс-формы, перекрывает сопла, он своей гранью отрезает излишек резиновой смеси, вышедшей из сопла, а так как процесс прессования и окончательного формирования заложенной резиновой смеси в гнезде пресс-формы заканчивается в первые 10-15 секунд, то выпрессовка излишней смеси не успевает подвулканизоваться и сырой отводится от вулканизационных плит и пресс-форм.
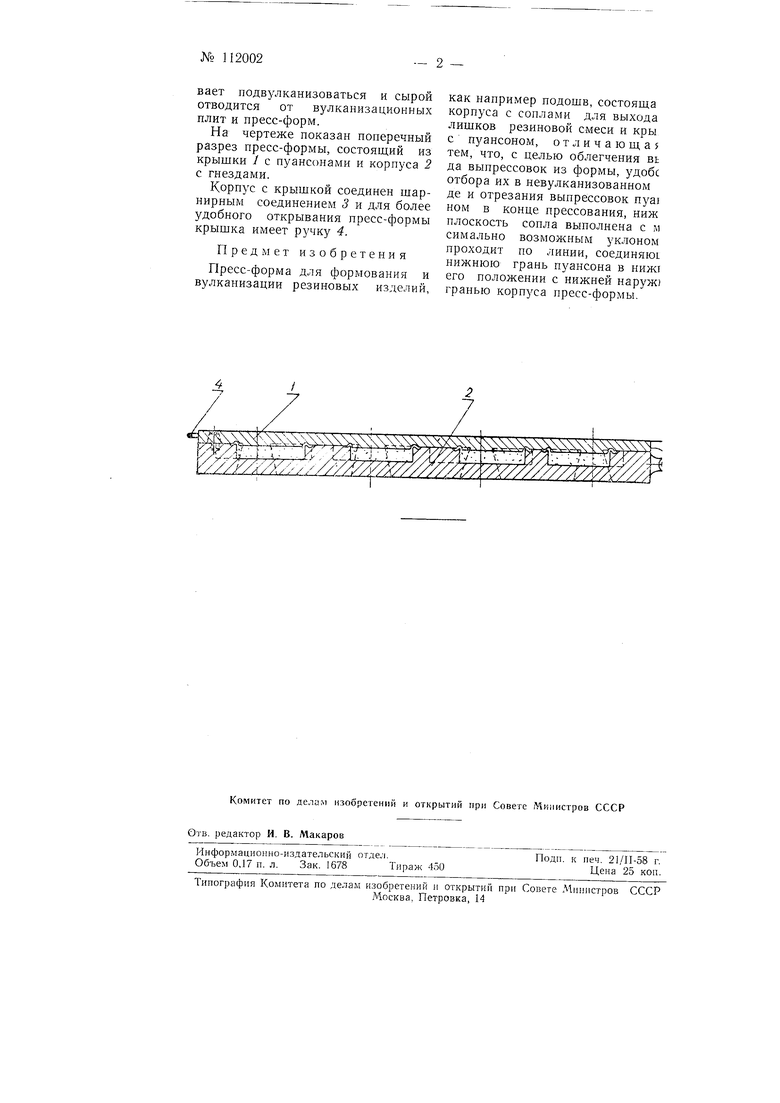
На чертеже показан поперечный разрез пресс-формы, состоящий из крышки 1 с пуансонами и корпуса 2 с гнездами.
Корпус с крышкой соединен шарнирным соединением 3 и для более удобного открывания пресс-формы крышка имеет ручку 4.
Предмет изобретения
Пресс-форма для формования и вулканизации резиновых изделий,
как например подошв, состояша корпуса с соплами для выхода лишков резиновой смеси и кры с njaHcoHOM, отличаюш,а5 тем, что, с целью облегчения вь да выпрессовок из формы, удобс отбора их в невулканизованном де и отрезания выпрессовок nyai ном в конце прессования, ниж плоскость сопла выполнена с м симально возможным уклоном проходит по линии, соединяю: нижнюю грань пуансона в ииж1 его положении с нижней наруж) гранью корпуса пресс-формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскроя заготовки для формования резиновой подошвы и машина для его осуществления | 1949 |
|
SU96308A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ РЕЗИНОТКАНЕВЫХ МЕМБРАН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2037423C1 |
| Способ изготовления пористых подошв | 1960 |
|
SU140707A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХИЗДЕЛИЙ | 1966 |
|
SU179463A1 |
| Способ изготовления эластичных матриц для формования тонких профильных резиновых изделий | 1987 |
|
SU1482808A1 |
| УСТРОЙСТВО ПЛАСТИКАЦИИ И ИНЖЕКЦИИ ДЛЯ ЛИТЬЕВОГО ОБОРУДОВАНИЯ | 1992 |
|
RU2015019C1 |
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1978 |
|
SU903184A1 |
| РЕЛЬСОВЫЙ ПЕРЕЕЗД ЧЕРЕЗ ЖЕЛЕЗНОДОРОЖНЫЙ ПУТЬ С НАСТИЛОМ И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ БЛОКОВ ДЛЯ РЕЛЬСОВОГО ПЕРЕЕЗДА (ЕГО ВАРИАНТЫ) | 1990 |
|
RU2032785C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО КАБЕЛЬНОГО СОЕДИНИТЕЛЬНОГО УЗЛА | 1986 |
|
RU2150166C1 |
| ПРЕСС ДЛЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2033329C1 |
YZZ/Z/2A2.
