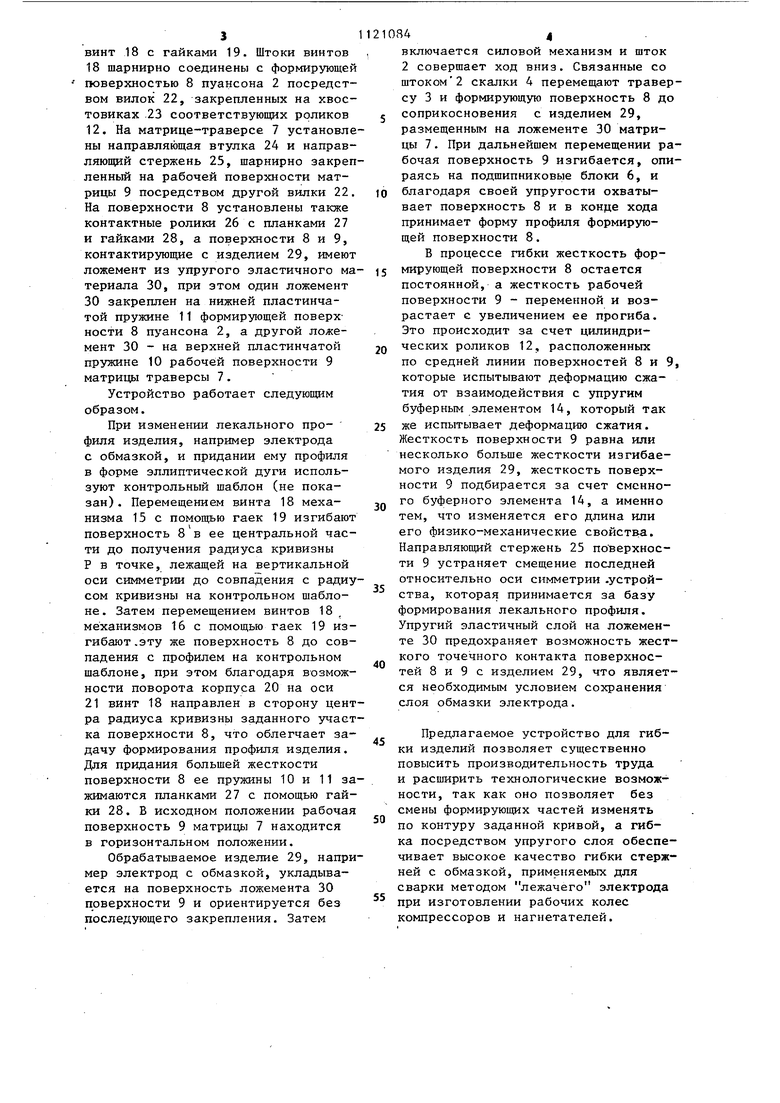
1 Изобретение относится к обработке металлов давлением, в частности к оборудованию для гибки пруткового и проволочного материала, и может быть использовано для гибки электродов с обмазкой, применяемь х в области сварки методом лежачего электрода при производстве сварных диафрагм мощных турбин, рабочих колес нагнетателей, вентиляторов и т.д., где профиль стыкуемых деталей вьшолнен по радиусным и лекальным кривым. Известно устройство для гибки, содержащее формирующие элементы с возможностью возвратно-поступательного перемещения посредством привода Ci.l Однако технологические возможнос ти этого устройства ограничены. Наиболее близким к предлагаемому является устройство для гибки из делий, содержащее смонтированные на станине пуансон, установленный с возможностью возвратно-поступател ного перемещения в направляющих и выполненный в виде траверсы с формирующей поверхностью, матрицу, под шипниковые блоки и средство для регулирования конфигурации пуансона, размещенное на траверсе . Однако качество изделий невысокое . Цель изобретения - повьшение качества изделий и расширение технологических возможностей путем изготовления изделий различных типоразмеров с лекальной кривизной профиля. Указанная цель достигается тем, что в устройстве для гибки изделий содержащем смонтированные на станине пуансон, установленный с возможностью возвратно-поступательного перемещения в направляющих и выполненный в виде траверсы с формирующей поверхностью, матрицу, подшипниковые блоки и средство для регули рования конфигурации пуансона, размещенное на траверсе, формирукщая поверхность пуансона и рабочая поверхность матрицы вьшолнены в виде установленных одна на другую пластинчатых пружин, упругих буферных элементов, размещенных между пластинчатыми пружинами и буферными эле ментами с возможностью контактирова ния центрального и боковых цилиндрических роликов с хвостовиками, со 42 динительных скоб, закрепленных на хвостовиках центрального и боковых роликов, и.ложементов из эластичного материала, из которых один закреплен на нижней пластинчатой пружине формирующей поверхности пуансона, а другой - на верхней пластинчатой пружине-рабочей поверхности матрицы, при этом средство для регулирования конфигурации пуансона вьтолнено в виде центрального винтового механизма, шток которого присоединен к центральному ролику, и боковых винтовых механизмов, шарнирно закрепленных на траверсе и присоединенных своими штоками к боковым роликам . На фиг. 1 изображено предлагаемое устройство, общий вид на фиг. 2 - то же, в рабочем положении;; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 1-, на фиг, 6 - разрез Г-Г на фиг. 2; на фиг. 7 - разрез Д-Д на фиг. 2. Устройство для гибки изделий состоит из станины 1, установленного с возможностью возвратно-поступательного перемещения в станине пуансона 2, шток которого соединен с силовым приводом (не показан), и имеет под-. вижную траверсу 3 с направляющими скалками 4, перемещающимися во втулках 5, и поворотные подшипниковые блоки 6. На станине 1 закреплена неподвижная матрица-траверса 7 с другими поворотными подшипниковыми блоками 6. Между подшипниковыми блоками 6 установлены формирующая поверхность 8 пуансона 2 и формирующая рабочая поверхность 9 матрицы-траверсы 7, которые состоят из установленных одна на другую пластинчатых пружин 10 и 11 и расположен 1ых между ними с возможностью контактирования центрального и боковых цилиндрических роликов 12, соединительных скоб 13 и сменных буферных упругих элементов 14. Средство для регулирования конфигурации пуансона выполнено в виде центрального винтового механизма 15 и боковых винтовых механизмов 16. Центральный винтовой механизм 15 выполнен в виде закрепленного на основании корпуса 17, в котором установлен винт 18 с гайка-, ми 19, а каждый боковой винтовой механизм 16 выполнен в виде корпуса 20 с осью 21, в котором установлен
31
винт 18 с гайками 19. Штоки винтов 18 шарнирно соединены с формирующей поверхностью 8 пуансона 2 посредством вилок 22, закрепленных на хвостовиках .23 соответствующих роликов 12, На матрице-траверсе 7 установлены направляющая втулка 24 и направляющий стержень 25, шарнирно закрепленный на рабочей поверхности матрицы 9 посредством другой вилки 22. На поверхности 8 установлены также контактные ролики 26 с планками 27 и гайками 28, а поверхности 8 и 9, контактирующие с изделием 29, имеют ложемент из упругого эластичного материала 30, при этом один ложемент 30 закреплен на нижней пластинчатой пружине 11 формирующей поверхности 8 пуансона 2, а другой ложемент 30 - на верхней пластинчатой пружине 10 рабочей поверхности 9 матрицы траверсы 7.
Устройство работает следующим образом.
При изменении лекального профиля изделия, например электрода с обмазкой, и придании ему профиля в форме эллиптической дуги используют контрольный щаблон (не показан) . Перемещением винта 18 механизма 15 с помощью гаек 19 изгибают поверхность 8 в ее центральной части до получения радиуса кривизны Р в точке, лежащей на вертикальной оси симметрии до совпадения с радиусом кривизны на контрольном шаблоне. Затем перемещением винтов 18 механизмов 16с помощью гаек 19 изгибают .эту же поверхность 8 до совпадения с профилем на контрольном щаблоне, при этом благодаря возможности поворота корпуса 20 на оси 21 винт 18 направлен в сторону центра радиуса кривизны заданного участка поверхности 8, что облегчает задачу формирования профиля изделия. Для придания больщей жесткости поверхности 8 ее пружины 10 и 11 зажимаются планками 27 с помощью гайки 28 . В исходном положении рабочая поверхность 9 матрицы 7 находится в горизонтальном положении.
Обрабатываемое изделие 29, например электрод с обмазкой, укладывается на поверхность ложемента 30 поверхности 9 и ориентируется без последующего закрепления. Затем
210844
включается силовой механизм и шток 2 совершает ход вниз. Связанные со штоком2 скалки 4 перемещают траверсу 3 и формирующую поверхность 8 до J соприкосновения с изделием 29, размещенным на ложементе 30 матрицы 7. При дальнейшем перемещении рабочая поверхность 9 изгибается, опираясь на подшипниковые блоки 6, и
)0 благодаря своей упругости охватывает поверхность 8 и в конце хода принимает форму профиля формирующей поверхности 8.
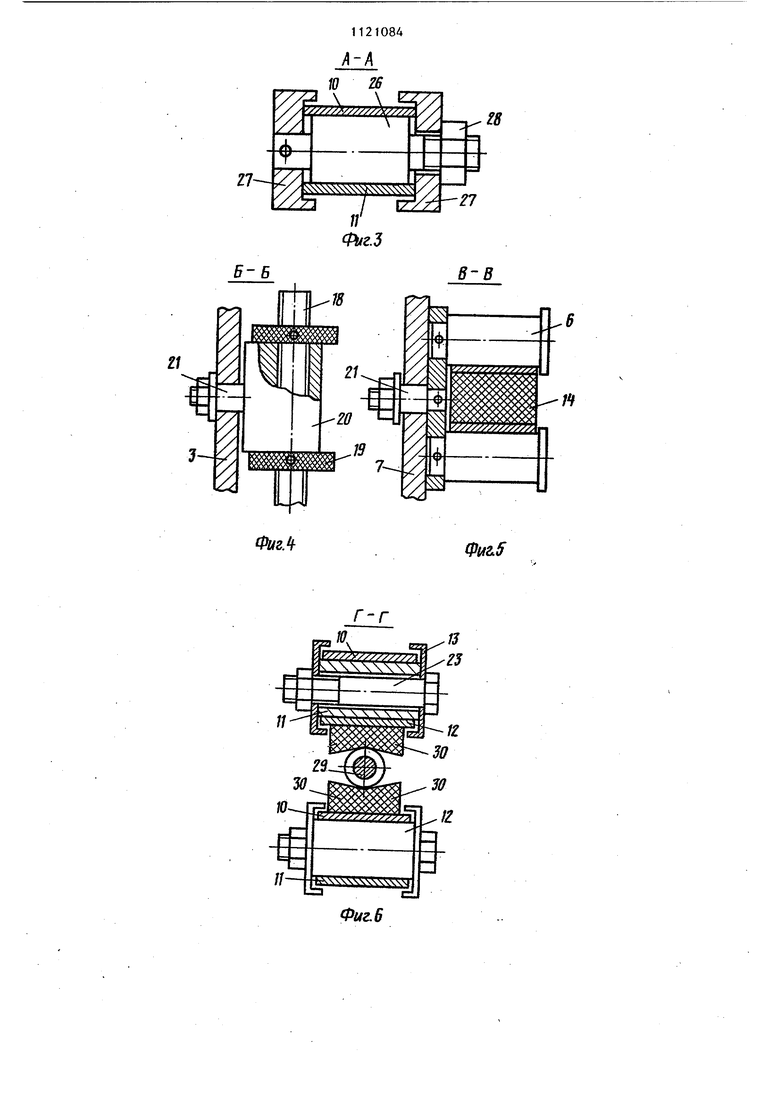
В процессе гибки жесткость мирующей поверхности 8 остается постоянной, а жесткость рабочей поверхности 9 - переменной и возрастает с увеличением ее прогиба. Это происходит за счет цилиндри2Q ческих роликов 12, расположенных
по средней линии поверхностей 8 и 9, которые испытывают деформацию сжатия от взаимодействия с упругим буферным элементом 14, который так
25 же испытывает деформацию сжатия. Жесткость поверхности 9 равна или несколько больше жесткости изгибаемого изделия 29, жесткость поверхности 9 подбирается за счет сменного буферного элемента 14, а именно
тем, что изменяется его длина или его физико-механические свойства. Направляющий стержень 25 поверхности 9 устраняет смещение последней относительно оси симметрии .устройства, которая принимается за базу формирования лекального профиля. Упругий эластичный слой на ложементе 30 предохраняет возможность жесткого точечного контакта поверхностей 8 и 9 с изделием 29, что является необходимым условием сохранения слоя обмазки электрода.
Предлагаемое устройство для гибки изделий позволяет существенно повысить производительность труда и расширить технологические возможности, так как оно позволяет без смены формирующих частей изменять по контуру заданной кривой, а гибка посредством упругого слоя обеспечивает высокое качество гибки стержней с обмазкой, применяемых для сварки методом лежачего электрода при изготовлении рабочих колес компрессоров и нагнетателей.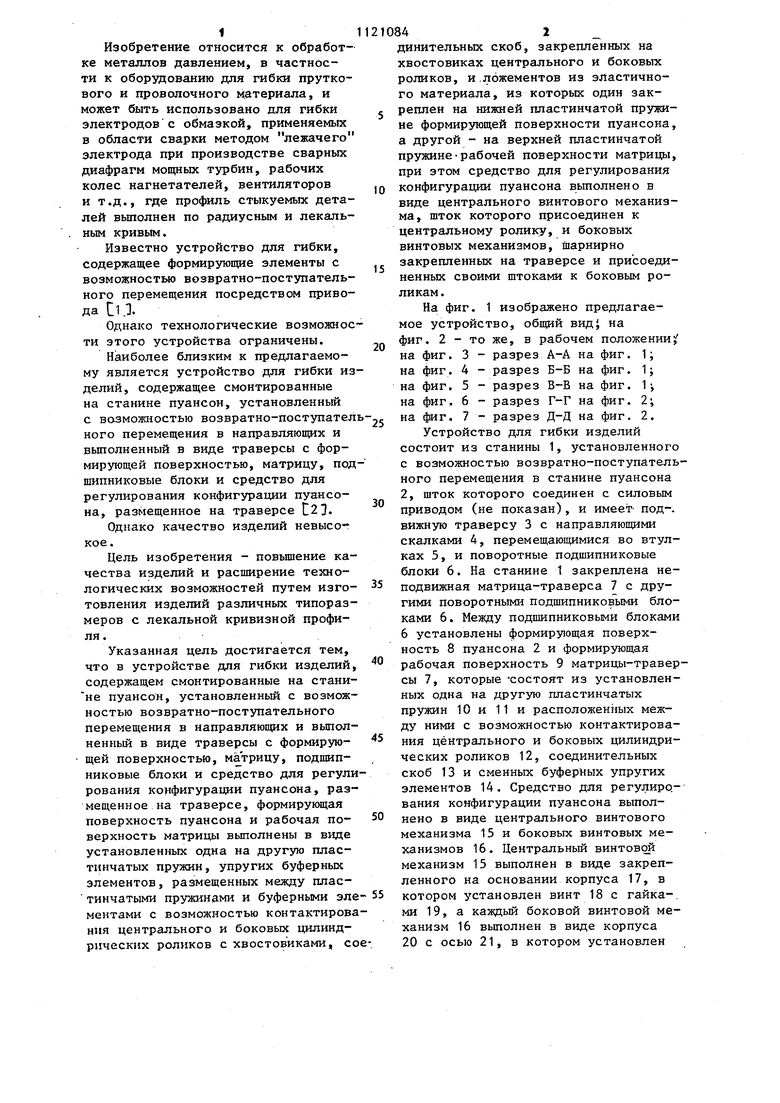
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1996 |
|
RU2106246C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Устройство для гибки фигурных изделий | 1981 |
|
SU1044394A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| Устройство для сварки полимерных упаковок | 1987 |
|
SU1444161A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2140353C1 |
| Устройство для изготовления из проволоки фигурных пружинных деталей | 1989 |
|
SU1688964A1 |
| Установка для вырубки деталей из полосовых эластичных заготовок | 1984 |
|
SU1333589A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |

УСТРОЙСТВО ДЛЯ ГОВКИ ИЗДЕЛИЙ, содержащее смонтированные на станине пуансон, установленный с возможностью возвратно-поступательного перемещения в направляющих и вьтолненный в виде траверсы с формирующей поверхностью, матрицу, подшипниковые блоки и средство для регулирования конфигурации пуансона, размещенное на траверсе, отличающееся тем, что, с целью повышения качества изделий и расширения технологических возможностей путем изготовления изделий различных типоразмеров с лекальной кривизной профиля, формирующая поверхность пуансона и рабочая поверхность матрицы выполнена в виде установленных одна на другую пластинчатых пружин, упругих буферных элементов, размещенных между пластинчатыми пружинами и буферными элементами с возможностью контактирования центрального и боковых цилиндрических роликов с хвостовиками, соединительных скоб, закрепленных на хвостовиках центрального и боковых роликов, и ложементов из эластичного материала, из которых один -закреплен на нижней пластинчатой пружине формирующей поверхности пуа нсона, а другой - на верхней пластинчатой пружине рабочей поверхности матриЩ, при этом средство для регулирования конфигурации пуансона выполнено в виде центрального винтового механизма, шток которого присоединен к центральному ролику, и боковых винтовых механизмов, шарнирно закрепленных на траверсе и присоединенных своими штоками к боковым роликам.
Фиг.1 111
ю zs
1121084
ФигЛ
Фи&
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент ФРГ № 2925874, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для гибки | 1974 |
|
SU479543A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
