4
4
О5
Изобретение относится к сварке пластмасс и может быть использовано для сварки полимерных упаковок коробчатой формы для химических источников тока.
Цель изобретения - расширение технологических возможностей устройства и повышение качества сварного шва.
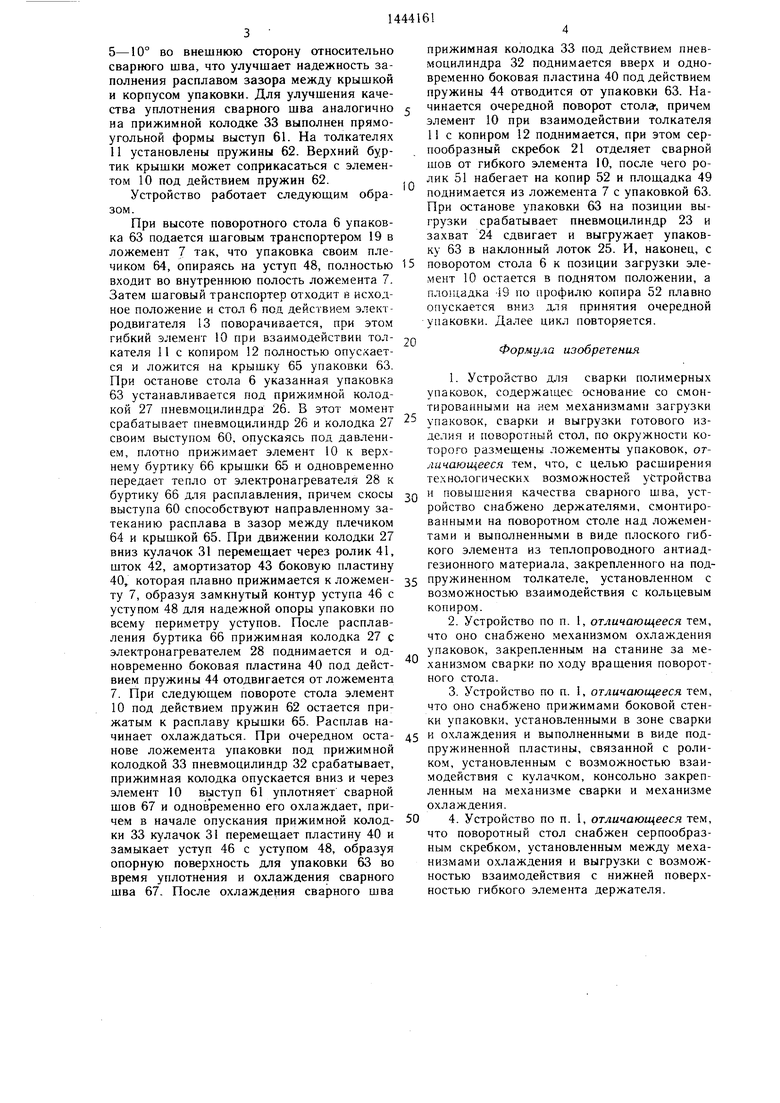
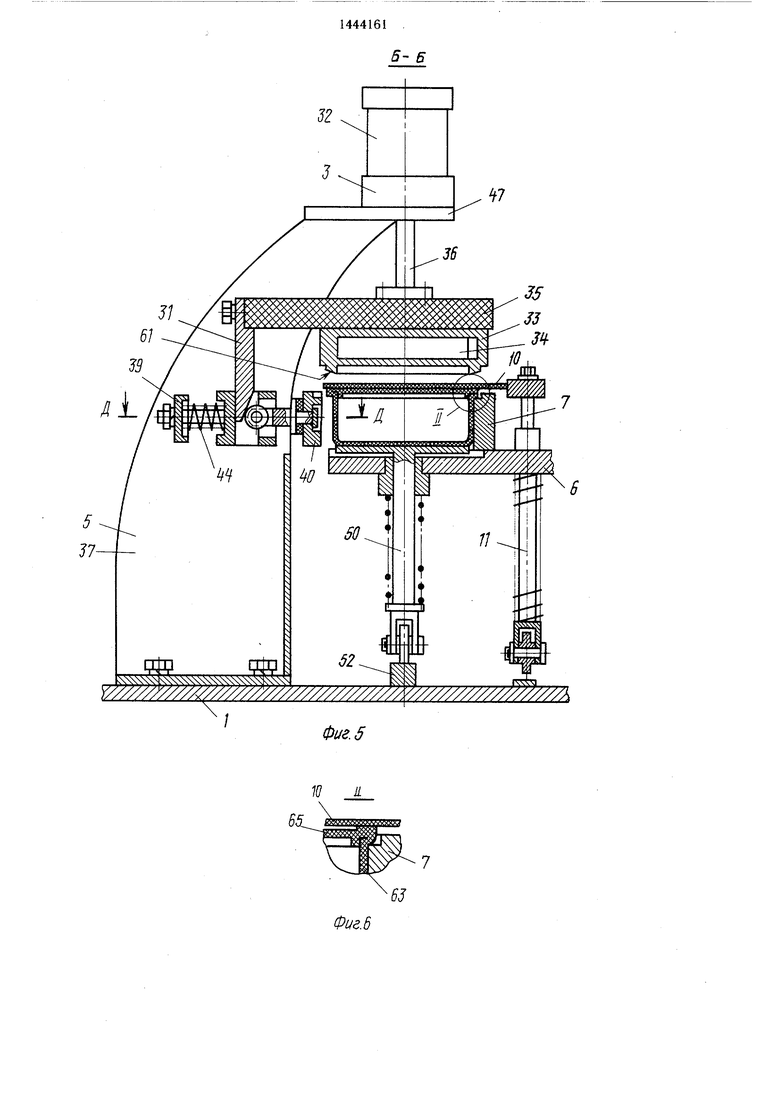
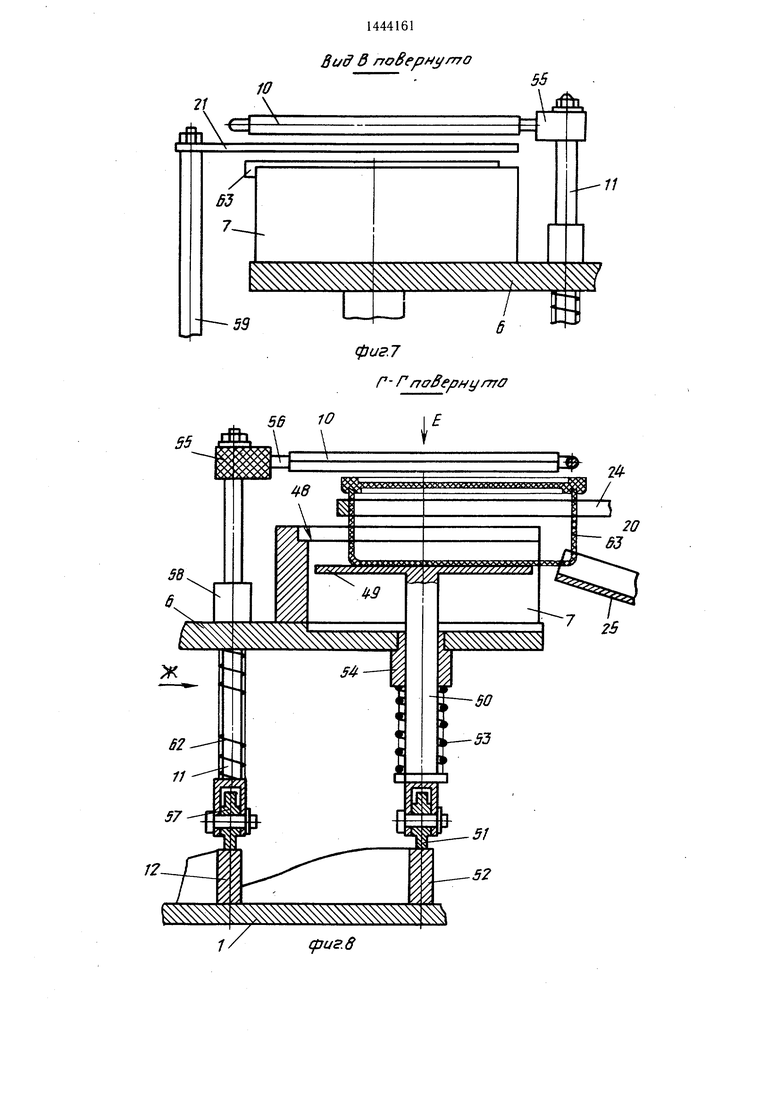
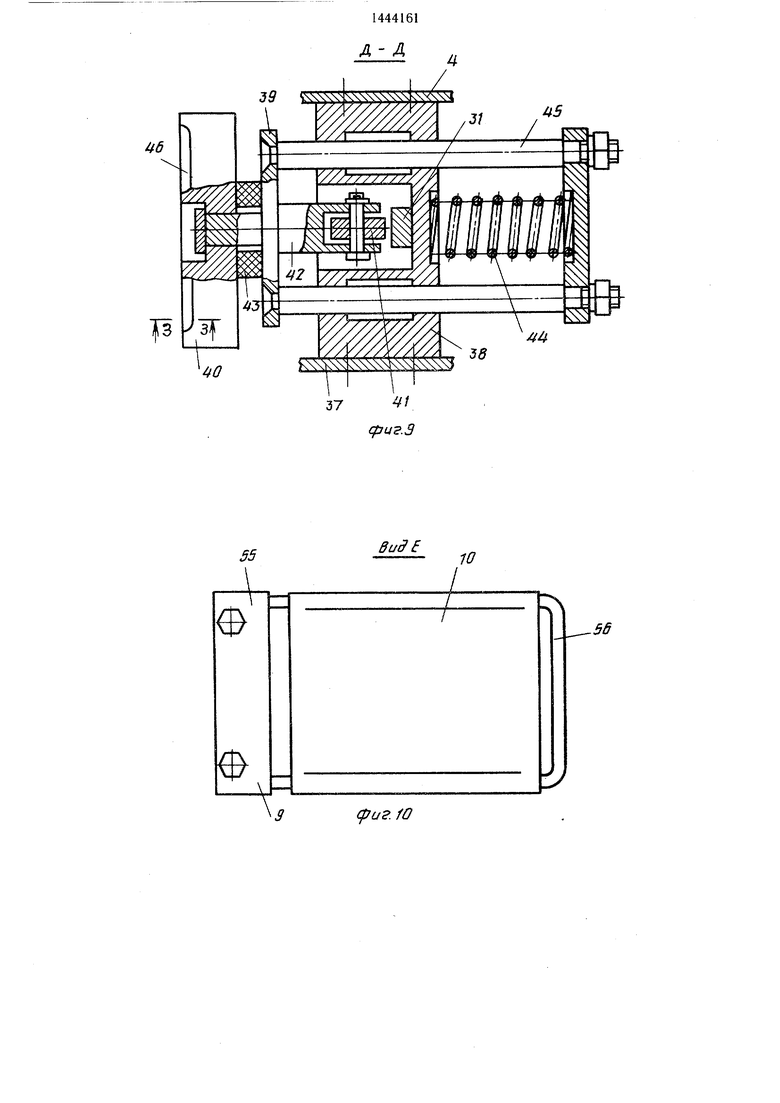
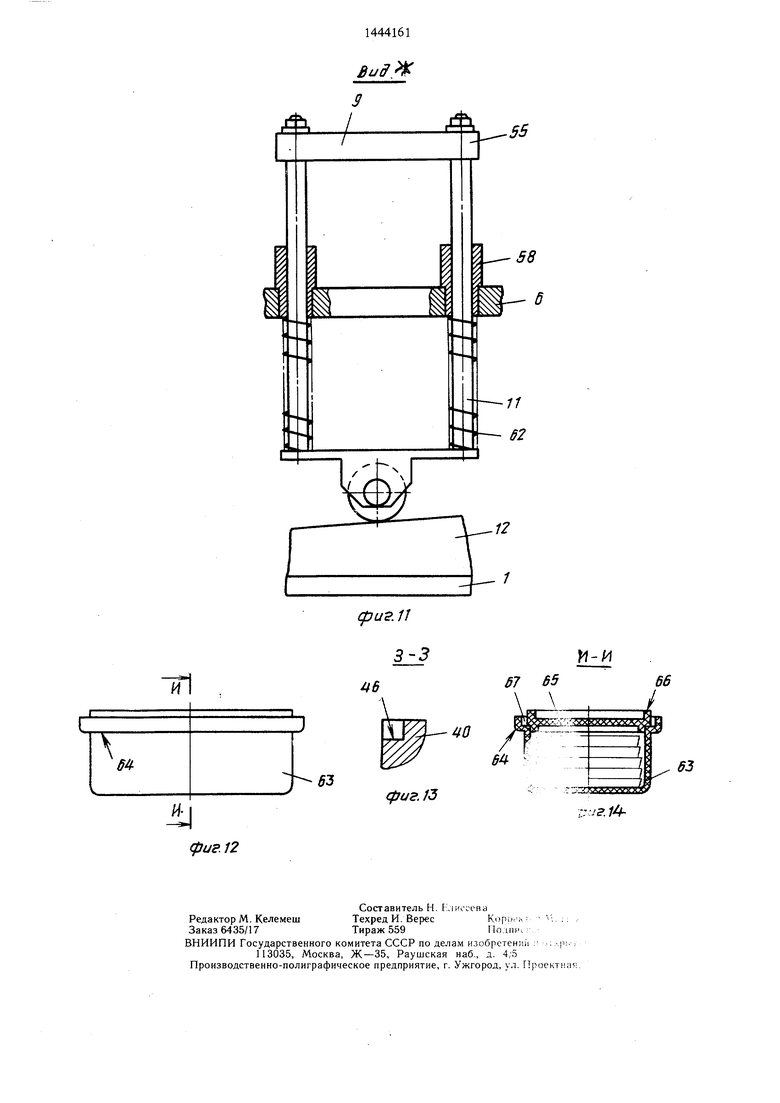
На фиг. 1 изображена принципиальная кинематическая схема предложенного устройства; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1 (механизм сварки упаковки); на фиг. 4 - узел I на фиг. 3); на фиг. 5 - разрез Б-Б на фиг. 2 (механизм охлаждения сварного шва упаковки); на фиг. 6 - узел II на фиг. 5; на фиг. 7 - вид В на фиг. 2; на фиг. 8 - разрез Г-Г на фиг. 2 (механизм выгрузки упаковки); на фиг. 9 - разрез Д-Д на фиг. 5; на фиг. 10 - вид Е на фиг. 8; на фиг. 11 - вид Ж на фиг. 8; на фиг. 12 - корпус по лимерной упаковки с крышкой; на фиг. 13 -- разрез 3-3 на фиг. 9; на фиг. 14 - разрез И -И на фиг. 12.
Устройство для сварки полимерных упаковок содержит основание 1, на котором смонтированы механизм 2 сварки упаковок и механизм 3 охлаждения упаковок, закрепленные на кронштейнах 4 и 5 соответственно, поворотный стол 6 с расположенными по его окружности ложементами 7 для упаковок. Стол 6 установлен на вертикальном валу 8. На столе 6 над ложементами 7 смонтированы держатели 9, выполненные в виде плоского гибкого элемента 10, закрепленного на подпружиненном толкателе 11, установленном с возможностью взаимодействия с кольцевым копиром 12. Механизм 2 сварки упаковок и механизм 3 охлаждения упаковок расположены на отдельных позициях, причем механизм 3 установлен за механизмом 2 по ходу вращения поворотного стола 6. На основании 1 расположены электродвигатель 13, клиноременная передача 14, муфта 15, червячный редуктор 16, мальтийский меха- низ.м 17 с выходом вертикально расположенного вала 8, на котором горизонтально закреплен круглый поворотный стол 6. К основанию 1 жестко закреплены кольцевой копир 12, механизм 18 загрузки упаковок, выполненный в виде шагового транспортера 19, механизм 20 выгрузки упаковок, пластинчатый скребок 21 в виде ножа, имеющий серповидную форму в плане. Скребок 21 установлен между механизмами охлаждения и выгрузки. Привод рабочего органа шагового транспортера 19 осуществляется при помощи пневмоцилиндра 22. Механизм 20 выгрузки упаковок содержит пневмоцилиндр 23 и захват 24, ниже которого расположен наклонный лоток 25.
Механизм 2 сварки упаковок предназначен для сварки крышки упаковки к корпусу, между которыми расположен химический источник тока. Сварку осуществляют по
0
5
5
0
5
0
5
0
5
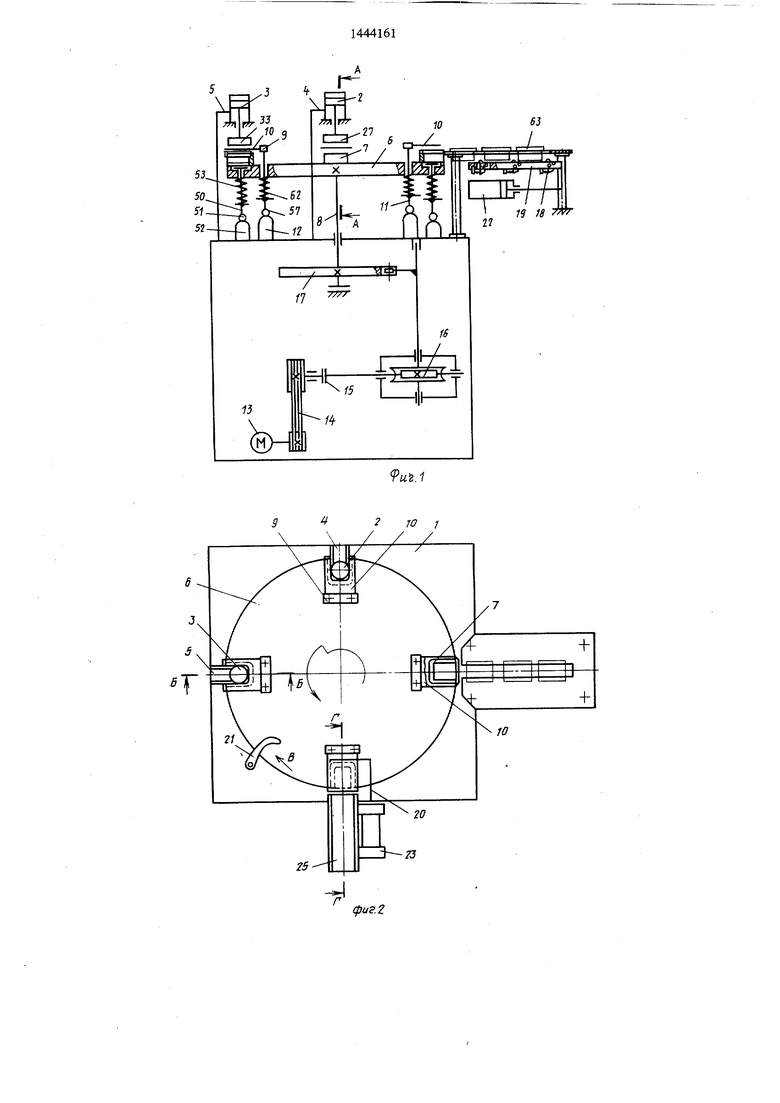
замкнутому периметру шва в виде прямоугольника в плане. Механизм 2 состоит из пневмоцилиндра 26, прижимной колодки 27, в которой смонтирован электронагреватель 28, и закрепленного через теплоизолятор 29 к штоку 30 пневмоцилиндра 26. Консольно к теплоизолятору 29 жестко закреплен кулачок 31.
Механизм 3 охлаждения упаковок предназначен для уплотнения и охлаждения сварного шва и содержит пневмоцилиндр 32, прижимную колодку 33 с полостью 34, через которую циркулирует жидкий хладагент. Ко-- лодка 33 закреплена через теплоизолятор 35 к штоку 35 пневмоцилиндра 32. К теплоизолятору 35 прикреплен кулачок 31. Кронштейны 4 и 5 изготовлены из двух щек 36, 37 с расположенной между.ними перегородкой 38, в которой смонтирован прижим 39 боковой стенкой упаковки. Прижим выполнен в виде пластины 40 и содержит ролик 41, шток 42, амортизатор 43, пружину 44 и направляющие 45, причем 1UTOK 42 закреплен симметрично между направляющими 45. Пластина 40 установлена на штоке 42 по скользящей посадке и выполнена с уступом 46 для опоры плечика упаковки.
Кронштейны 4 и 5 имеют платики 47, к которым закреплены пневмоцилиндры 26 и 32. Ложементы 7 выполнены П-образной формы в плане. В каждо.м ложементе размещена упаковка, причем упаковка своим плечиком опирается на уступ 48. Внутри ложемента расположена площадка 49 со щтоком 50, выполняющим роль толкателя. На конце щтока 50 закреплен ролик 51, который периодически взаимодействует с кольцевым копиром 52. Для надежности опускания площадки 49 применена пружина 53. Шток 50 расположен во втулке 54, закрепленной в поворотном столе 6. Держатели 9 предназначены для крепления гибких элементов 10 в горизонтальной плоскости, причем на рабочих позициях они располагаются .между прижимными колодками 27, 33 цилиндров 26, 32 и упаковками. Каждый из держателей 9 содержит траверсу 55, каркас 56 и тонкий плоский гибкий элемент 10, изготовленный из теплопроводного антиадгезионного материала, например металлической фольги или лакоткани на основе суспензии из фторопласта. Траверса 55 закреплена на толкателях I1, элемент 10 в виде планки - на каркасе 56, который закреплен своими двумя концами в траверсе 55. Толкатели II через ролики 57 контактируют с кольцевым копиром 12 и размещены во втулках 58, закрепленных в поворотном столе 6. Скребок 21 закреп.тен на стойке 59. После охлаждения сварного шва с помощью скребка осуществляется отделение свариваемого материала от гибкого элемента 10. Для уменьшения тепловых потерь с нижней стороны прижимной колодки 27 выполнен прямоугольной формы выступ 60 с уклоном
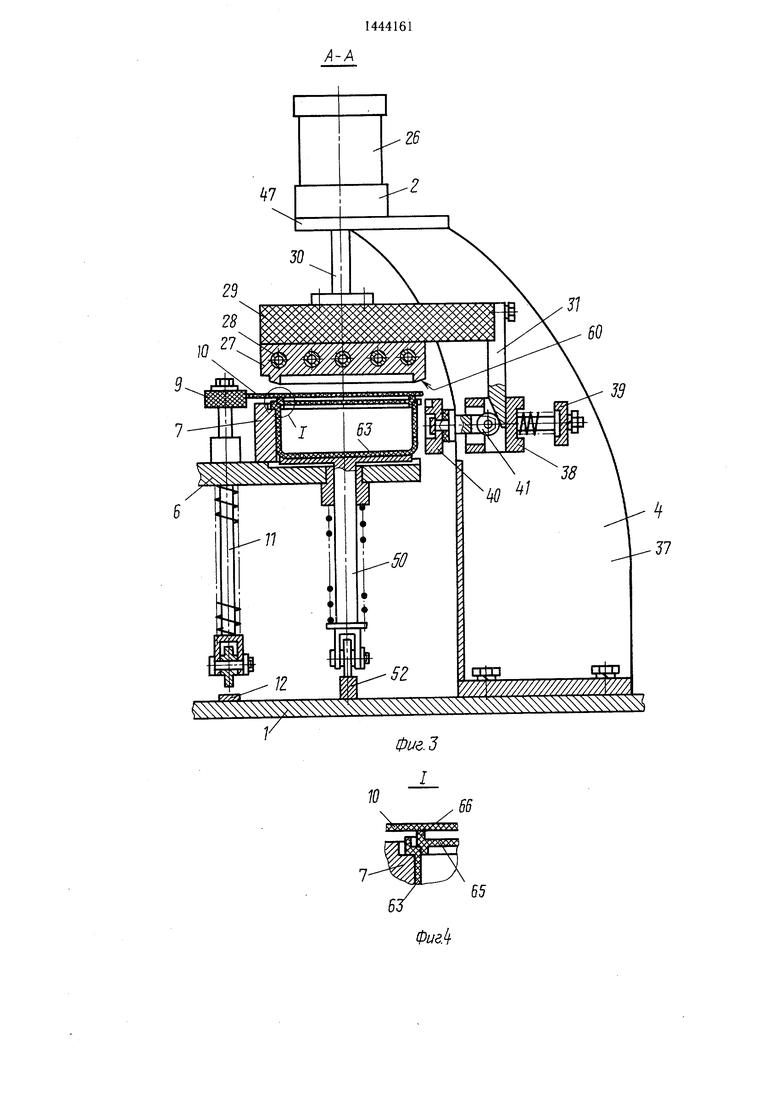
5-10° во внешнюю сторону относительно сварного шва, что улучшает надежность заполнения расплавом зазора между крышкой и корпусом упаковки. Для улучшения качества уплотнения сварного шва аналогично 5 на прижимной колодке 33 выполнен прямоугольной формы выступ 61. На толкателях 11 установлены пружины 62. Верхний буртик крышки может соприкасаться с элементом 10 под действием пружин 62.
Устройство работает следующим образом.
При высоте поворотного стола 6 упаковка 63 подается шаговым транспортером 19 в ложемент 7 так, что упаковка своим пле10
прижимная колодка 33 под действием пнев- моцилиндра 32 поднимается вверх и одновременно боковая пластина 40 под действием пружины 44 отводится от упаковки 63. Начинается очередной поворот стола-, причем элемент 10 при взаимодействии толкателя 11 с копиром 12 поднимается, при этом серпообразный скребок 21 отделяет сварной шов от гибкого элемента 10, после чего ролик 51 набегает на копир 52 и плош,адка 49 поднимается из ложемента 7 с упаковкой 63. При останове упаковки 63 на позиции выгрузки срабатывает пневмоцилиндр 23 и захват 24 сдвигает и выгружает упаковку 63 в наклонный лоток 25. И, наконец, с
20
чиком 64, опираясь на уступ 48, полностью 15 поворотом стола 6 к позиции загрузки эле- входит во внутреннюю полость ложемента 7. Затем шаговый транспортер отходит в исходное положение и стол 6 под действием электродвигателя 13 поворачивается, при этом гибкий элемент 10 при взаимодействии толкателя 11 с копиром 12 полностью опусхает- ся и ложится на крышку 65 упаковки 63. При останове стола 6 указанная упаковка
63устанавливается под прижи.мной колодкой 27 пневмоцилиндра 26. В этот момент срабатывает пневмоцилиндр 26 и колодка 27 25 своим выступо.м 60, опускаясь под давлением, плотно прижимает элемент 10 к верхнему буртику 66 крышки 65 и одновременно передает тепло от электронагревателя 28 к буртику 66 для расплавления, причем скосы о выступа 60 способствуют направленному затеканию расплава в зазор между плечиком
64и крышкой 65. При движении колодки 27 вниз кулачок 31 перемеш,ает через ролик 41, шток 42, амортизатор 43 боковую пластину 40, которая плавно прижимается к ложементу 7, образуя замкнутый контур уступа 46 с уступом 48 для надежной опоры упаковки по всему периметру уступов. После расплавления буртика 66 прижимная колодка 27 с электронагревателем 28 поднимается и одновременно боковая пластина 40 под действием пружины 44 отодвигается от ложемента 7. При следующем повороте стола элемент 10 под действием пружин 62 остается прижатым к расплаву крышки 65. Расплав начинает охлаждаться. При очередном оста- 45 нове ложемента упаковки под прижимной колодкой 33 пневмоцилиндр 32 срабатывает, прижимная колодка опускается вниз и через элемент 10 выступ 61 уплотняет сварной шов 67 и одновре.менно его охлаждает, причем в начале опускания прижимной колодки 33 кулачок 31 перемещает пластину 40 и замыкает уступ 46 с уступом 48, образуя опорную поверхность для упаковки 63 во время уплотнения и охлаждения сварного шва 67. После охлаждения сварного шва
35
40
50
мент 10 остается в поднятом положении, а площадка 49 по профилю копира 52 плавно опускается вниз для принятия очередной упаковки. Далее цикл повторяется.
Формула изобретения
1.Устройство для сварки полимерных упаковок, содержащее основание со смонтированными на нем механизмами загрузки упаковок, сварки и выгрузки готового изделия и поворотный стол, по окружности ко- торо. размещены ложементы упаковок, отличающееся тем, что, с целью расширения технологических возможностей устройства и повышения качества сварного шва, устройство снабжено держателями, смонтированными на поворотном столе над ложементами и выполненными в виде плоского гибкого элемента из теплопроводного антиадгезионного материала, закрепленного на подпружиненном толкателе, установленном с возможностью взаимодействия с кольцевым копиром.
2.Устройство по п. 1, отличающееся тем, что оно снабжено механизмом охлаждения упаковок, закрепленным на станине за механизмом сварки по ходу вращения поворотного стола.
3.Устройство по п. 1, отличающееся тем, что оно снабжено прижимами боковой стенки упаковки, установленными в зоне сварки и охлаждения и выполненными в виде подпружиненной пластины, связанной с роликом, установленным с возможностью взаимодействия с кулачком, консольно закрепленным на механизме сварки и механизме охлаждения.
4.Устройство по п. 1, отличающееся тем, что поворотный стол снабжен серпообразным скребком, установленным между механизмами охлаждения и выгрузки с возможностью взаимодействия с нижней поверхностью гибкого элемента держателя.
прижимная колодка 33 под действием пнев- моцилиндра 32 поднимается вверх и одновременно боковая пластина 40 под действием пружины 44 отводится от упаковки 63. Начинается очередной поворот стола-, причем элемент 10 при взаимодействии толкателя 11 с копиром 12 поднимается, при этом серпообразный скребок 21 отделяет сварной шов от гибкого элемента 10, после чего ролик 51 набегает на копир 52 и плош,адка 49 поднимается из ложемента 7 с упаковкой 63. При останове упаковки 63 на позиции выгрузки срабатывает пневмоцилиндр 23 и захват 24 сдвигает и выгружает упаковку 63 в наклонный лоток 25. И, наконец, с
0
поворотом стола 6 к позиции загрузки эле-
5 о
5
5
0
0
мент 10 остается в поднятом положении, а площадка 49 по профилю копира 52 плавно опускается вниз для принятия очередной упаковки. Далее цикл повторяется.
Формула изобретения
1.Устройство для сварки полимерных упаковок, содержащее основание со смонтированными на нем механизмами загрузки упаковок, сварки и выгрузки готового изделия и поворотный стол, по окружности ко- торо. размещены ложементы упаковок, отличающееся тем, что, с целью расширения технологических возможностей устройства и повышения качества сварного шва, устройство снабжено держателями, смонтированными на поворотном столе над ложементами и выполненными в виде плоского гибкого элемента из теплопроводного антиадгезионного материала, закрепленного на подпружиненном толкателе, установленном с возможностью взаимодействия с кольцевым копиром.
2.Устройство по п. 1, отличающееся тем, что оно снабжено механизмом охлаждения упаковок, закрепленным на станине за механизмом сварки по ходу вращения поворотного стола.
3.Устройство по п. 1, отличающееся тем, что оно снабжено прижимами боковой стенки упаковки, установленными в зоне сварки и охлаждения и выполненными в виде подпружиненной пластины, связанной с роликом, установленным с возможностью взаимодействия с кулачком, консольно закрепленным на механизме сварки и механизме охлаждения.
4.Устройство по п. 1, отличающееся тем, что поворотный стол снабжен серпообразным скребком, установленным между механизмами охлаждения и выгрузки с возможностью взаимодействия с нижней поверхностью гибкого элемента держателя.
63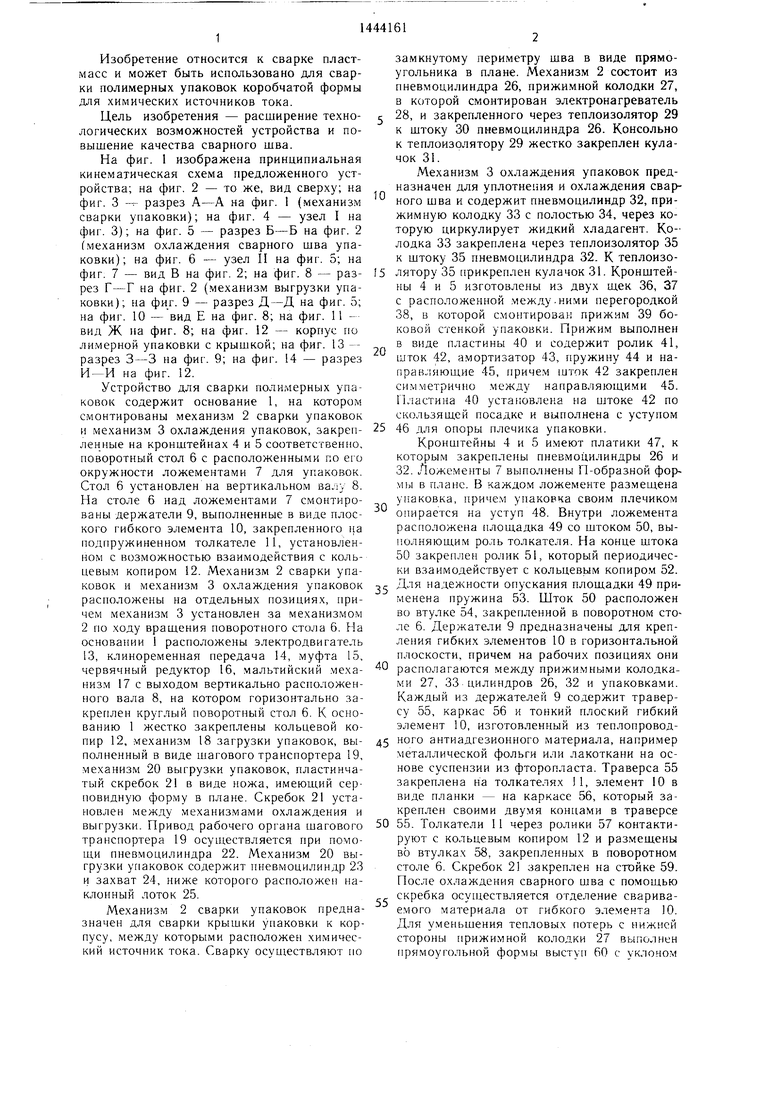
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1986 |
|
SU1451062A1 |
| Автоматическая линия для упаковывания электрических ламп | 1987 |
|
SU1620371A1 |
| Установка для сборки под сваркуи СВАРКи пРОдОльНыХ шВОВ КОНичЕСКиХзАгОТОВОК | 1978 |
|
SU795834A1 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1989 |
|
SU1659301A1 |
| Устройство для упаковки в пленку штучных предметов | 1981 |
|
SU950596A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ | 2001 |
|
RU2192373C1 |
| Автомат для предмонтажной обработки электрических шнуров | 1988 |
|
SU1642542A1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1601030A1 |
| Устройство для сборки контактных групп | 1981 |
|
SU991629A1 |
Изобретение относится к сварке пластмасс и может быть использовано для сварки полимерных упаковок коробчатой формы для химических источников тока. Цель - расширение технологических возможностей устройства и повышение качества сварного шва. Для этого устройство для сварки полимерных упаковок снабжено держателями, смонтированными на поворотном столе над ложементами и выполненными в виде плоского гибкого элемента из теплопроводного антиадгезионного материала, закрепленного на подпружиненном толкателе, установленном с возможностью взаимодействия с кольцевым копиром, кроме того, устройство снабжено механизмом охлаждения упаковок, закрепленным на станине за механизмом сварки по ходу вращения поворотного стола. Устройство снабжено также прижимами боковой стенки упаковки, установленными в зоне сварки и охлаждения и выполненными в виде подпружиненной пластины, связанной с роликом, установленным с возможностью взаимодействия с кулачком, консольно закрепленным на механизме сварки и механизме охлаждения. Поворотный стол снабжен серпообразным скребком, установленным между механизмами охлаждения и выгрузки с возможностью взаимодействия с нижней поверхностью гибкого элемента держателя. 3 з.п. ф-лы, 14 ил. § (Л
фиг.г
57
60
J5
65
32
J/
6J
9
л1
Y//////////// //////////////
Фиг. 5
1(J IL
////////////////////A
Buff в no8epf t/f o
21
10
rfh
«
B3 75B
ери г. 6
55
rflVi
11
фиг.7
Г- г /jaBepnyrrrff
55
BuffE
/
10
t
gyu.fO
-п
м
63
сри. 11
3-3
и-и
cfjus. /J
| Устройство для сварки полимерных материалов | 1977 |
|
SU701820A1 |
| Солесос | 1922 |
|
SU29A1 |
| Волков С | |||
| С | |||
| и др | |||
| Ультразвуковая свар ка полимерных материалов, применяемых в пищевой промышленности | |||
| Обзор, М., 1972, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
