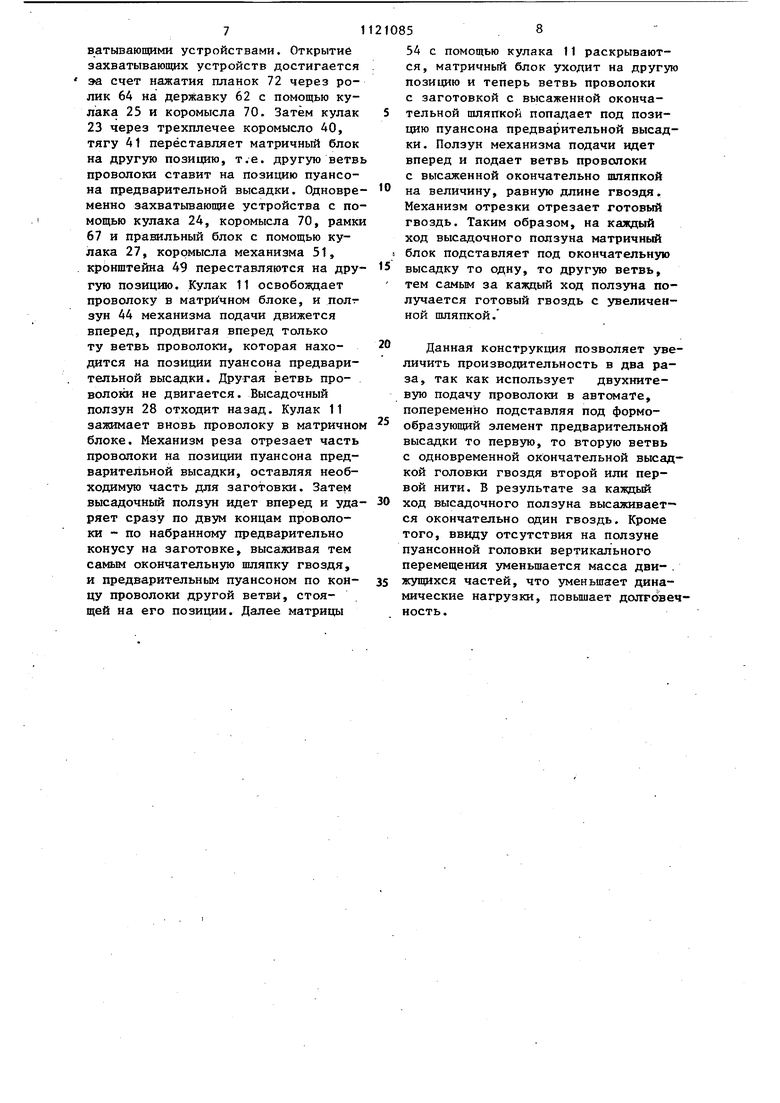
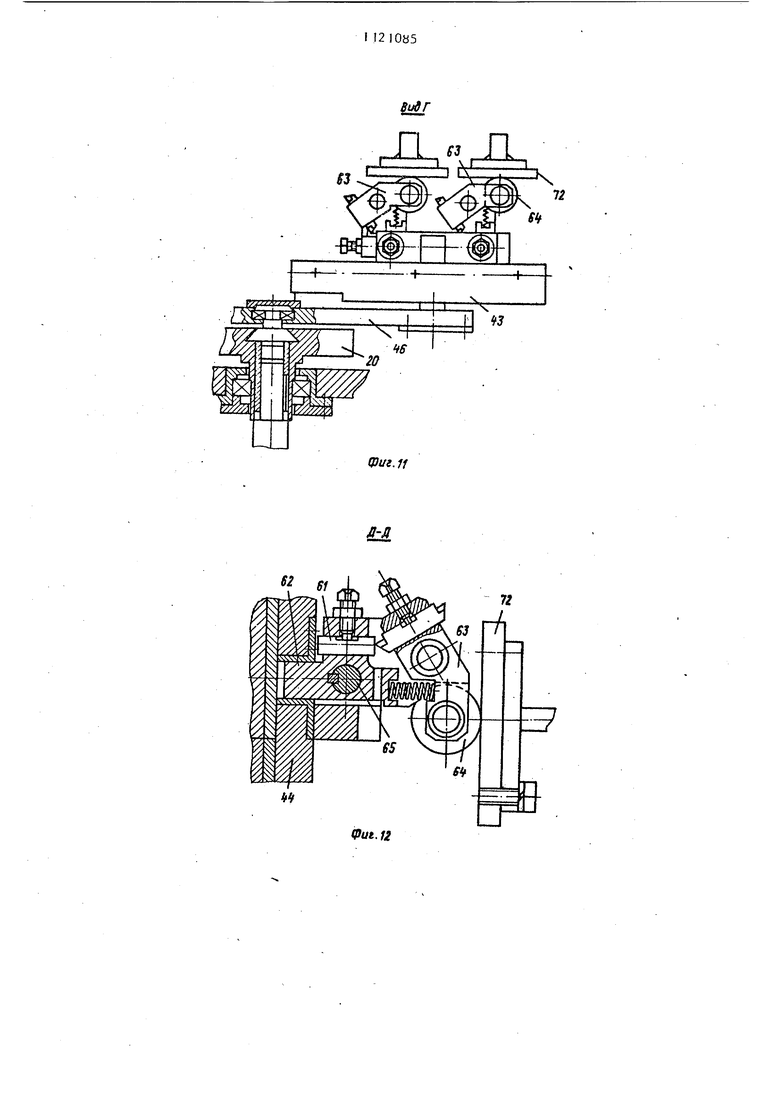
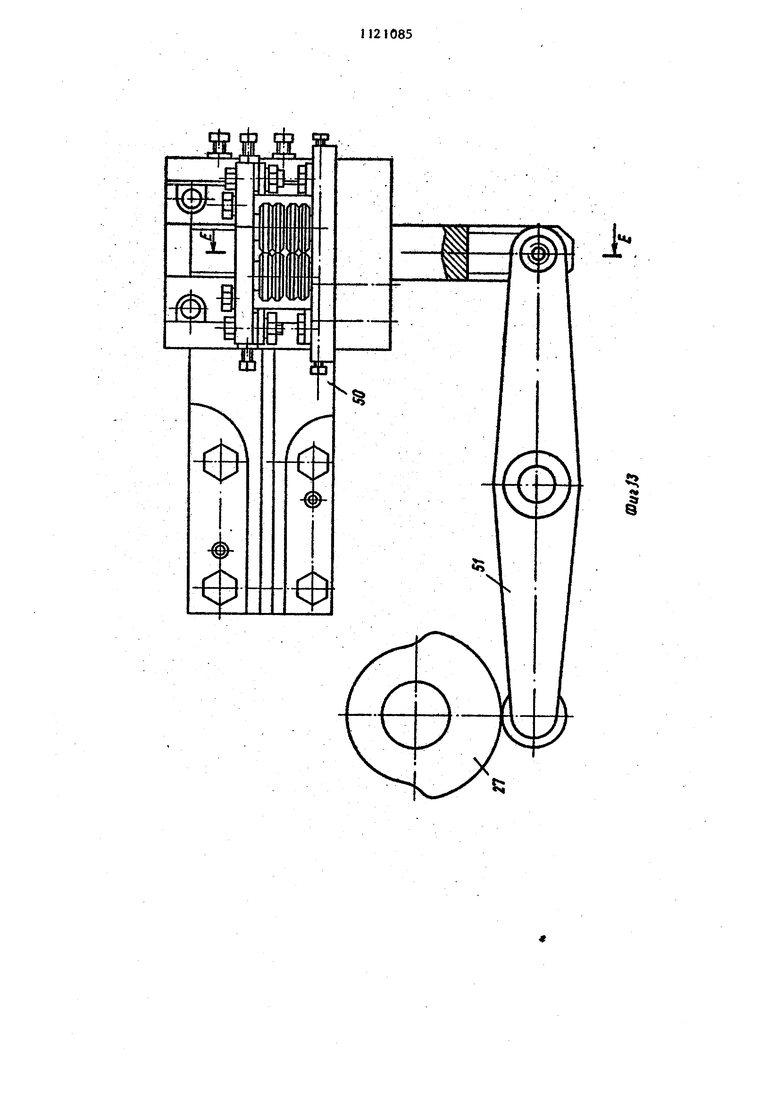
Изобретение относится к кузнечно прессовым машинам, в частности к оборудованию для изготовления гвоздей. Известен гвоздильный автомат, со держащий размещенные в корпусе и ки нематически связанные меаду собой механизм высадки, включающий инструмент высадки и привод его перемещ ния, механизм реза, средство подачи проволоки, включающее кривошипно ползуниый механизм, подпружиненные захваты проволоки и привод их перемещения, механизм зажима, включающий матричный блок со смонтированными на нем матрицами, одна из которых закреплена жестко, а дру гая установлена с возможностью пере мещения относительно нее, привод зажима матричного блока, включающий кулачково-коромысловый механизм и механизм перемещения матричного бло ка, и механизм правки t Недостатком этой конструкции является низкая производительность, поскольку высадка головки осуществл ется за два хода ползуна, в то время как все остальные механизмы совершают один ход. Кроме того увеличенная масса ползуна за счет пуан сонной головки и двух пуансонов вызывает большие динамические нагрузки, что приводит к быстрому износу деталей и шуму при работе. Цель изобретения - увеличение производительности и повьшзение надежности работы автомата. Указанная цель достигается тем что в гвоздильном автомате, содержащем размещенные в корпусе и кинематически связанные между собой механизм высадки, включаюшлй инструмент высадки и привод его перемещения, механизм реза, средство подачИ проволоки, включающее кривошипнопопзунный механизм, подпружиненные захваты проволоки и привод их niepeмещения, механизм зажима, включающий матричньй блок со смонтированными на нем двумя матрицами, одна из KOToiabK закреплена жестко, а дру гая установлена с возможностью перемещения относительно нее, привод зажима матричного блока, включающий кулачкрво-коромысловый механизм и м ханизм перемещения матричного блока и механизм правки, привод зажима матричного блока включает связанный с кулачково-коромысловым механизмом ползун, при этом матричный блок установлен на ползуне и включает дополнительную матрицу, установленную параллельно подвижной матрице и с возможностью перемещения относительно жестко закрепленной матрицы, а механизм перемещения матричного блока включает, кулачково-коромысловый механизм, связанный с матричным блоком посредством кронштейна и закрепленного на кронштейне с возможностью поворота полуцилиндра, контактирующего с подвижными матрицами, средство подачи проволоки включает два штока, установленные на ползуне кривошипноползунного механизма этого средства с возможностью вертикального перемещения посредством рамки, жестко закрепленной на коромысле привода зажима матричного блока, причем подпружиненные захваты проволоки жестко закреплены на штоках, а инструмент высадки содержит пуансон предварительной высадки, охватывающий его пуансон окончательной высадки и средство осевой регулировки пуансона предварительной высадки относительно пуансона окончательной высадки, при этом механизм правки содержит две пары правильных блоков, установленных с возможностью возвратно-поступательного перемещения посредством кулачкового механизма. Средство осевой регулировки пуансона предварительной высадки относительно пуансона окончательной высадки содержит клин и связанную с ним гайку. На фиг. 1 представлена кинематическая схемаавтомата; на фиг. 2 кинематическая схема механизма зажима во фронтальной плоскости; на фиг. 3 - кинематическая схема средства подачи во фронтальной плоскости-, на фиг. 4 -. кинематическая схема перемещения блока правки во фронтальной плоскости; на фиг. 5 - механизм зажима в конструктивном исполнении-, на фиг. 6 - разрез А-А по механизму зажима; на фиг. 7 - разрез Б-Б по механизму зажима; на фиг. 8 механизм высадки в конструктивном исполненииi на фиг. 9 - вид с фронта на механизм подачи; на фиг. 10 - разрез В-В по средству подачи; на фиг. 11 - вид Г на механизм подачи в плане-, на фиг. 12 разрез Д-Д по захватывающему устройству механизма подачи; на фиг. 13 - механизм правки в конструктивном исполнении; на фиг. 14 механизм правкй по сечению Е-Е. Автомат состоит из корпуса 1, на котором смонтированы:, вал 2 с установленными на нем кривошипом высадки 3, Двумя коническими шестер нями 4, маховиком 5, связанным через ременную передачу 6 с электроприводом 7 i вал 8 с установленными на нем конической шестерней 9, кривошипом реза 10, кулаком 11 зажима, вал 12 с установленными на нем кони ческой шестерней 13, кулаком 14, шестерней 15, вторым кривошипом реза 16, конической шестерней 17, вал 18 с установленными на нем ко.-. нической шестерней 19 и кривошипом подачи 20, распределительный вал 21 с установленными на. нем шестерней 22, сдвоенным кулаком 23 подъема матричного блока, кулаками управления подачей 24-26 и кулаком 27; механизм высадки, состоящий из ползуна 28, на одном конце которого закреплен шатун 29, а на другом - инст румент 30, механизм реза, состоящий Из двух симметрично расположенных кривошипно-ползунных механизмов 31., в ползунах которого расположены ножи реза 32; механизм отбоя гвоздей 33; механизм зажима, состоящий из корпуса 34, в котором смонтирован матричный блок 35 с возможностью возвратно-поступательного перемещения и упорный ролик 36, привод зажима матричного блока состоящий из коромысла 37, на одном конце которого, закреплен ролик 38, контактирующий с кулаком 11, а на другом закреплен нажимной болт 39, контактирующий с матричным блоком, привод перемещения матричного блока, состоящий из трехплечего коромысла 40, соединенного с одной стор ны через тягу 41 с матричным блоком а с другой стороны через ролики 42 со сдвоенным кулаком 23; механизм подачи, состоящий из корпуса 43, в котором смонтирован ползун 44 со встроеннь ми в нем двумя механизмами захвата проволоки 45, привода подачи, выполненного в виде кривошипно-шатунного механизма 46, приво да управления подачей 47, правильный механизм, состоящий из двух пар правильных блоков 48, установле ных зеркально относительно друг дру га на кронштейне 49, который способен перемещаться в направляющих 50 под действием кулачково-коромыслового механизма 51. Матричный блок состоит из ползуна 52, на котором жестко смонтирована матричная головка 53, несущая две подвижные матрицы 54, неподвижную матрицу 55, упорный блок 56, контактирующий с неподвижной матрицей, двух нажимныхэлементов 57, контактирующих с одной стрроны с подвижными матрицами, а с другой с полуцилиндром 58, который установлен с возможностью проворота вокруг собственной оси на кронштейне 59. Кронштейн 59 установлен матричного блока с возможностью проворота вокруг оси 60, жестко установленной на матричном- блоке, и контактирует с нажимным болтом 39. С противоположной стороны нажимного болта матричный блок контактирует с упорным роликом 36. Механизм захвата проволокисостоит из наковаленки 61, смонтированной с возможностью качания в кронштейне 62 подпружиненной державки 63, несущей на себе ролик 64. Кронштейн 62 жестко закреплен на штоке 65, способном перемещаться в вертикальномнаправлении, на конце которого закреплен ролик 66, контактирующий с рамкой 67. Привод-управления подачей состоит из двух кулачково-коромысловых механизмов. Первый состоит из коромысла 68, на одном конце которого закреплен ролик 69, контактирующий с кулаком 24, а на другом - рамка 67. Второй состоит из коромысла 70, на одном конце которого закреплен ролик 71, контактирующий с кулаком 25, а на другом - планка 72, контактирующая с роликом 64. Правильный блок 48 состоит из ро„иков 73, установленных в ползунах 74, которые смонтированы с возможностью поперечного перемещения друг относительно друга с помощью винтов 75. Инструмент высадки состоит из пуансона предварительной высадки 76, вставленного внутрь пуансона окончательной высадки 77. Причем пуансон окончательной высадки имеет равную поверхность по обе стороны пуансона предварительной высадки. Клином 78 возможна осевая регулировка пуансона предварительной высадки, а гайкой 79 осевая регулировка пуансона окончательной высадки. Автомат работает следующим образом. Вращение от электродвигателя 7 через клиноременнуго передачу 6, маховик 5 передается валу 2. О вала 2 движение передается по трем направлениям. Первое - через конические шестерни 4 и 9 валу 8 и сидящим на нем кривошипу реза 10 и кулаку 11 зажима. Вращательное движение кривошипа реза 10 преобразуется в возвратно-поступательное перемещение ползуна реза кривошипно ползунного механизма 31 с закреплен ным в нем ножом 32. Второе - через кривошип высадки 3, шатун 29 ползуну 28, который совершает возвратнопоступательное перемещение в направляющих. Третье - через коничесraie шестерни 4 и 13 валу 12 вместе и сидящим на нем кулаку 14, шестерне 15, кривошипу 16, конической шестерне 17. Кулак 14 приводит в движение механизм отбоя 33. Вращате ное движение кривошипа 16 преобразуется в возвратно-поступательное перемещение ползуна реза второго кривошипно-ползунного механизма 31 От шестерни 15 через шестерню 22 вращение.передается в отношении оди к двум валу 21 вместе и сидящим .на нем сдвоенному кулаку 23 подъема матричного блока, кулакам .управления подачи 24-26, кулаку подъема матричного блока 27. От конической шестерни 17 через коническую шестер ню 19 вращение передается,валу 18 вместе с сидящим на нем кривошипом подачи 20. Вращение кривошипа подачи 20 через кривошипно-шатунный механизм 46 преобразуется в возврат но-поступательное перемещение ползуна подачи 44 вместе с закрепленным на нем JUTOKOM 65, кронштейном 62, державкой 63. Кулак 11, вращаяс через ролик 38, приводит в движение коромысло 37, которое через нажимной болт 39 нажимает на кронштейн 59, разворачивает его и замыкает между нажимньпчи элементами 57 и полуцилиндром 58, которьй разворачивает так, что его плоскость совпадает с плоскостью, проходящей через торцы нажимных элементов 57, которые, нажимая на две матрицы 54 заставляют их перемещаться. Полуцилиндр 58 выравнивает усилия, которые создают нажимные элементы 57 на подвижные матрицы 54. Упорный болт 56 регулирует положение неподвижной матрицы 55 относительно оси подачи. Сдвоенный кулак 23, вращаясь, через ролики 42 качает трехплечее коромысло 40, которое через тягу 41- передает возвратно-поступательное перемещение ползуну 52 вместе с закрепленной на ней матричной головкой 53. Во время перемещения матричная головка упирается в ролик 36, в результате направляющие ползуна разгружены от поперечных усилий, действующих на матричную головку. Кулак 24, вращаясь, через ролик 69 качает коромысло 68 вместе с закрепленной на нем рамкой 67. Рамка 67 через ролик 66 заставляет совершать возвратно-поступательное перемещение вверх-вниз шток 65 вместе с закрепленным на нем захватьшающим устройством, состоящим из кронштейна 62, на котором закреплены наковаленка 61 и подпружиненная державка 63, не9ущая на себе ролик 64. Таким образом захватывающее устройство вместе с проволокой перемещается то на одну, то на другую позицию. Одновременно ролик 66 совершает возвратно-поступательное перемещение по рамке 67. Кулаки 25 и 26, вращаясь, попеременно передают качание двум коромыслам 70, которые через закрепленные на них планки 72 нажимают поочередно через ролик 64 на одну из державок 63. Кулак 27, вращаясь, через коромысло 51 передает возвратно-поступательное перемещение кронштейну 49 вместе с закрепленными на нем правильными блоками 48. В автомат подаются две ветви проволоки. Каждая из них проходит через один из правильных блоков и один из механизмов захвата и попадает в матричный блок на одну из позиций. Кулак 11 через механизм зажима сжимает обе ветви. Механизм отрезки на позиции пуансона предварительной высадки отрезает часть проволоки, которая выступает над матрицей, и оставляет ту часть, которая необходима для набора головки. Высадочный ползун 28 идет вперед и пуансоном предварительной высадки 76 набирается предварительный конус на заготов- ке гвоздя. Механизм подачи в это время отходит назад с открытыми за х ватывающими устройствами. Открытие захватывающих устройств достигается эа счет нажатия планок 72 через ролик 64 на державку 62 с помощью кулака 25 и коромысла 70. Затем кулак 23 через трехплечее коромысло 40, тягу 41 переставляет матричный блок на другую позицию, т.е. другую ветв проволоки ставит на позицию пуансона предварительной высадки. Одновре менно захватывающие устройства с по мощью кулака 24, коромысла 70, рамк 67 и правильный блок с помощью кулака 27, коромысла механизма 51, кронштейна 49 переставляются на дру гую позицию. Кулак 11 освобождает проволоку в матричном блоке, и ползун 44 механизма подачи движется вперед, продвигая вперед только ту ветвь проволоки, которая находится на позиции пуансона предварительной высадки. Другая ветвь проволоки не двигается. Высадочный ползун 28 отходит назад. Кулак 11 зажимает вновь проволоку в матрично блоке. Механизм реза отрезает часть проволоки на позиции пуансона предварительной высадки, оставляя необходимую часть для заготовки. Затем высадочный ползз идет вперед и уда ряет сразу по двум концам проволоки - по набранному предварительно конусу на заготовке, выса:живая тем самым окончательную щляпку гвоздя, и предварительньм пуансоном по концу проволоки другой ветви, стоящей на его позиции. Далее матрицы 58 с помощью кулака 11 раскрывают, матричный блок уходит на другую позицию и теперь ветвь проволоки с заготовкой с высаженной окончательной шляпкой попадает под позицию пуансона предварительной высадки. Ползун механизма подачи идет вперед и подает ветвь проволоки с высаженной окончательно шляпкой на величину, равную длине гвоздя. Механизм отрезки отрезает готовый гвоздь. Таким образом, на каждый ход высадочного ползуна матричный блок подставляет под окончательную высадку то одну, то другую ветвь, тем самым за каждый ход ползуна получается готовый гвоздь с увеличенной шляпкой. Данная конструкция позволяет увеличить производительность в два раза, так как использует двухнитевую подачу проволоки в автомате, попеременно подставляя под формообразующий элемент предварительной высадки то первую, то вторую ветвь с одновременной окончательной высадкой головки гвоздя второй или первой нити. В результате за каждый ход высадочного ползуна высаживается окончательно один гвоздь. Кроме того, ввиду отсутствия на ползуне пуансонной головки вертикального перемещения з меньшается масса дай- . жущихся частей, что уменьшает динамические нагрузки, повышает долгбвеч ность.
«Nl
41
(риг.З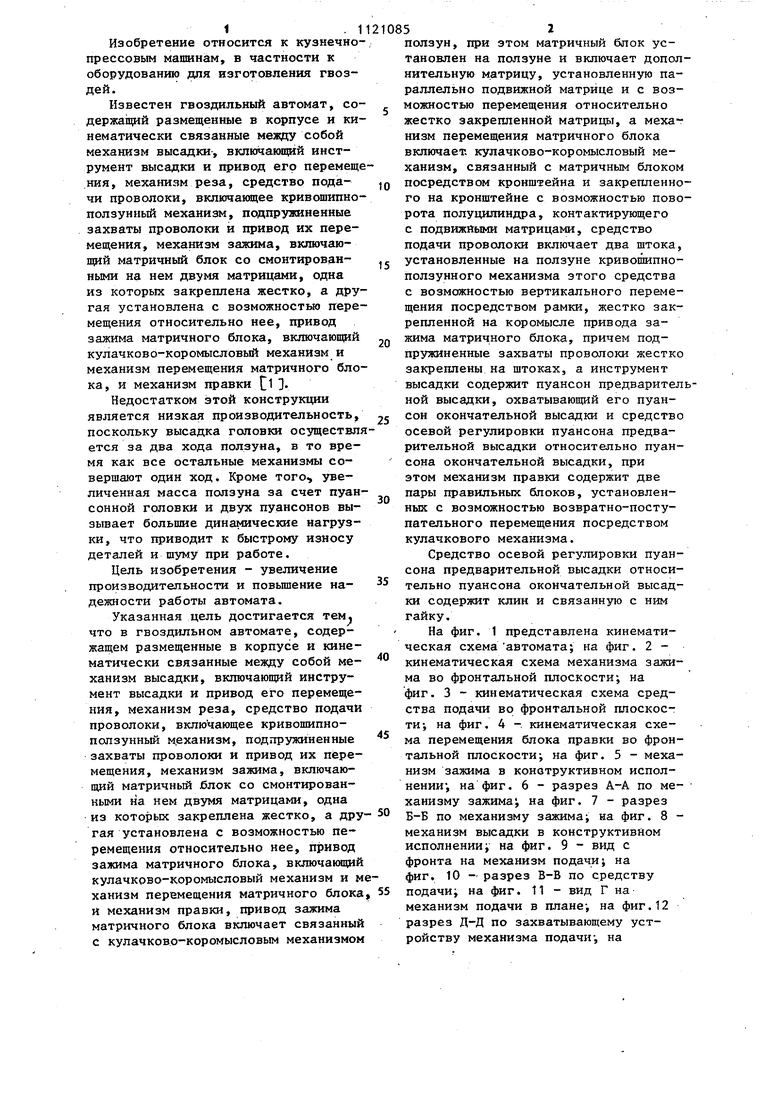


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления штифтов с плоским торцом и заостренным концом и устройство для его осуществления | 1988 |
|
SU1733169A1 |
| Механизм зажима проволоки гвоздильного автомата | 1989 |
|
SU1717269A1 |
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Гвоздильный автомат | 1975 |
|
SU512843A1 |
| Гвоздильный автомат | 1978 |
|
SU751486A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Механизм зажима проволоки кгВОздильНОМу АВТОМАТу | 1979 |
|
SU827222A1 |



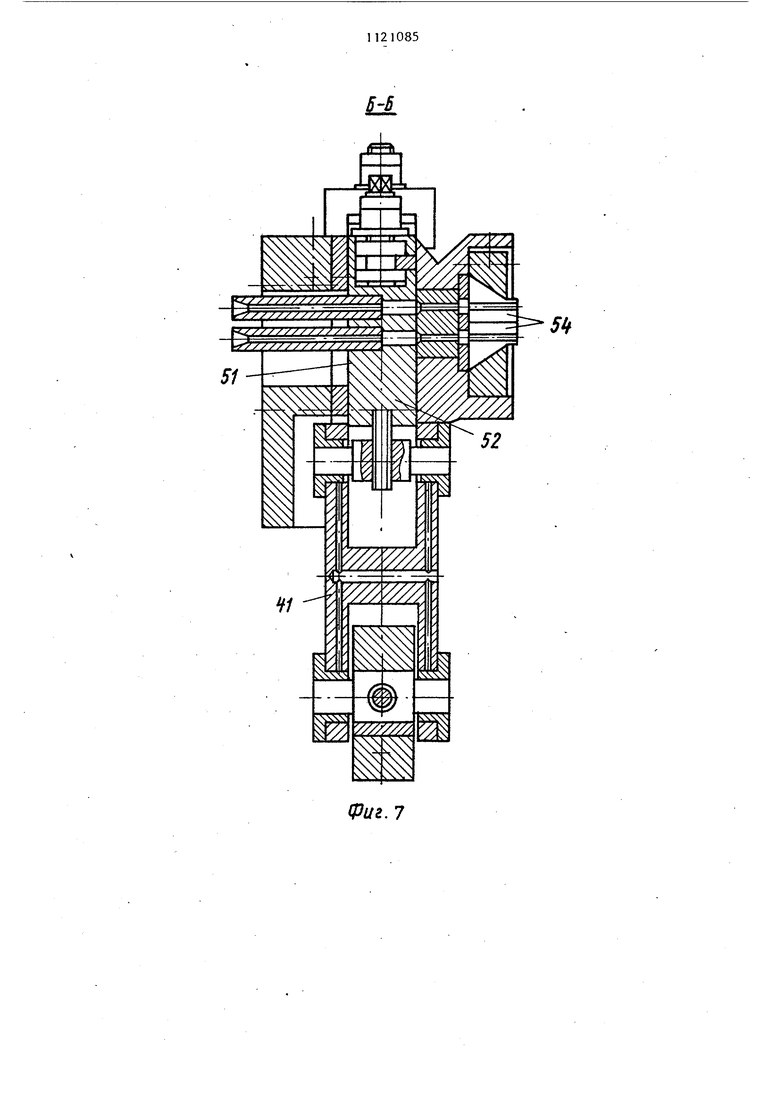




1. ГВОЗДИЛЬНЫЙ АВТОМАТ, содержащий размещенные в корпусе и кинематически связанные между собой механизм высадки, включающий инструмент высадки и привод его перемещения, механизм реза, средство подачи проволоки, включающее кривошипноползунньш механизм, подпружиненные захваты проволоки и привод их перемещения, механизм зажима, включающий матричный блок со смонтированными на нем двумя матрицами, одна из которых закреплена, жестко, а другая установлена с возможностью перемещения относительно нее, привод зажима матричного блока, включающий кулачково-коромысловый механизм и механизм перемещения матричного блока, и механизм правки, отличающийся тем, что, с целью првьшения производительности и надежности работы автомата, привод зажима матричного блока включает связанный с кулачково-коромысловым мехаimsMOM ползун, при этом матричный блок установлен на ползуне и включает дополнительную матрицу, установленную параллельно подвижной матрице и с возможностью перемещения относительно жестко закрепленной матрицы, а механизм перемещения матричного блока включает кулачково-Коромысловый механизм, связанный с матричньм блоком посредством кронштейна и закрепленного на кронштейне с возможностью поворота полуцилиндра, контактирующего с подвижными матрицами, средство подачи проволоки включает два штока, установленные на ползуне кривошипно-ползунного механизма этого средства с возможностью вертикального перемещения (Л посредством рамки, жестко закрепленной на коромысле привода зажима с матричного блока, причем подпружиненные захваты проволоки жестко закв реплены на щтоках, а инструмент высадки содержит пуансон предварительной высадки, охватывающий его пуансон окончательной высадки и средство осевой регулировки пуансона предварительной высадки относительно пуансона окончательной вы00 СП садки, при этом механизм правки содержит две пары правильных блоков, установленных с возможностью возвратно-поступательного перемещения посредством кулачкового механизма. 2. Автомат по п. 1, отличающийся тем, что средство осевой регулировки пуансона предварительной высадки относительно пуансона окончательной высадки содержит клин и связанную с ним гайку.
фцгЛ
Г
kal
Фиг.7
S3
f SI
7i
±.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НА ТКАЦКИХ СТАНКАХ ГОТОВЫХ ПРЕДМЕТОВ БЕЛЬЯ И ОДЕЖДЫ | 1920 |
|
SU724A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
