1
Изобретение относится к кузнечнопрессовым машинам, в маетности к оборудованию для изготовления гвоздей.
Известен гвоздильный автомат, содержащий размещенные а станине и кинематически связанные между собой механизмы подачи, зажима, реза и высадки о Высадка головки гвоздя происходит при ударе пуансоном о заготов- о кУо Все механизмы автомата за цикл совершают один хол для образования головки гвоздей 1 .
Однако на автоматах этого типа возможно изготовление гвоздей, на is формообразование головки которых требуется часть заготовки длиной не более 2-х ее диаметров (из условия сохранения устойчивости высаживаемой части заготовки при высадке). 20
Известен автомат для высадки гвоздей, состоящий из станины,,в которой размещены кинематически связанные
между собой механизмы подачи, зажима, реза и высадки С2. Высадка головки гвоздя происходит при перемещении отрезных заостряющих ножей в направлении оси высадки, что имеет рядпреимуществ, выраженных в уменьшении величины хода высадочного ползуна , в увеличении надежности и долговечности.
Одним из недостатков этого устройства, как и у всех автоматов одноударного типа, является невозможность изготовления изделий с увеличенной головкой.
Для изготовления гвоздей такого типа необходимо с помощью высадки предварительно набрать на заготовке конус, а затем последующей высадкой выполнить окончательную форму.
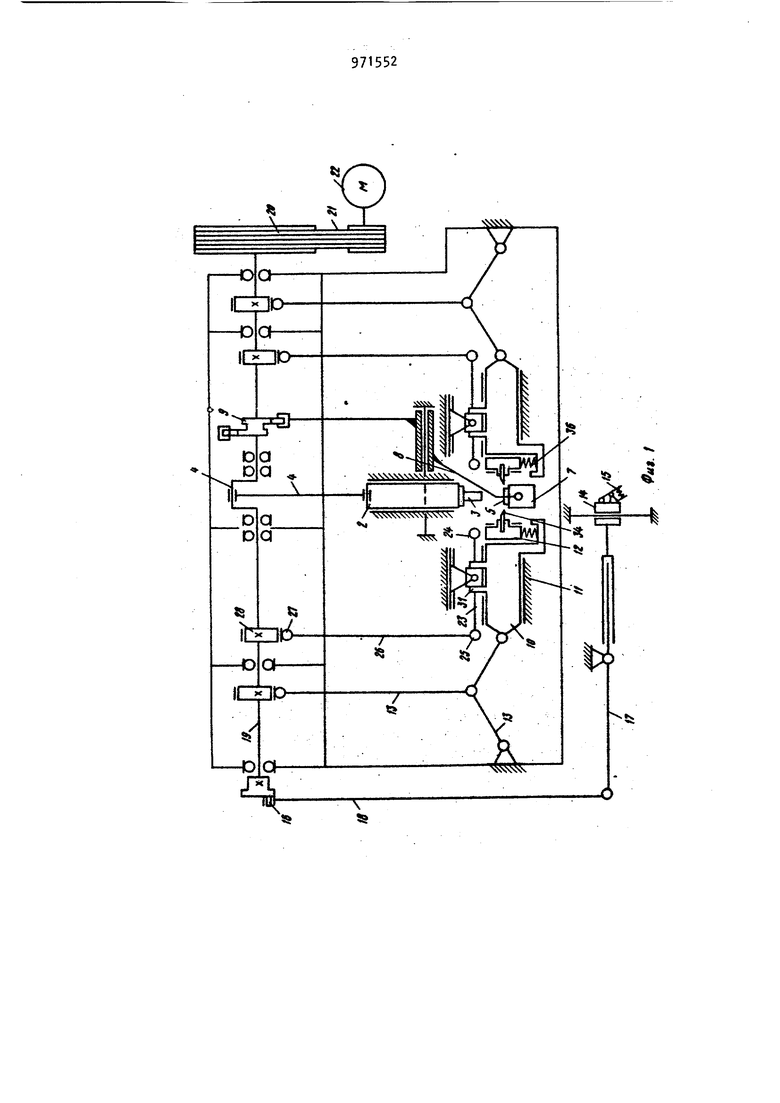
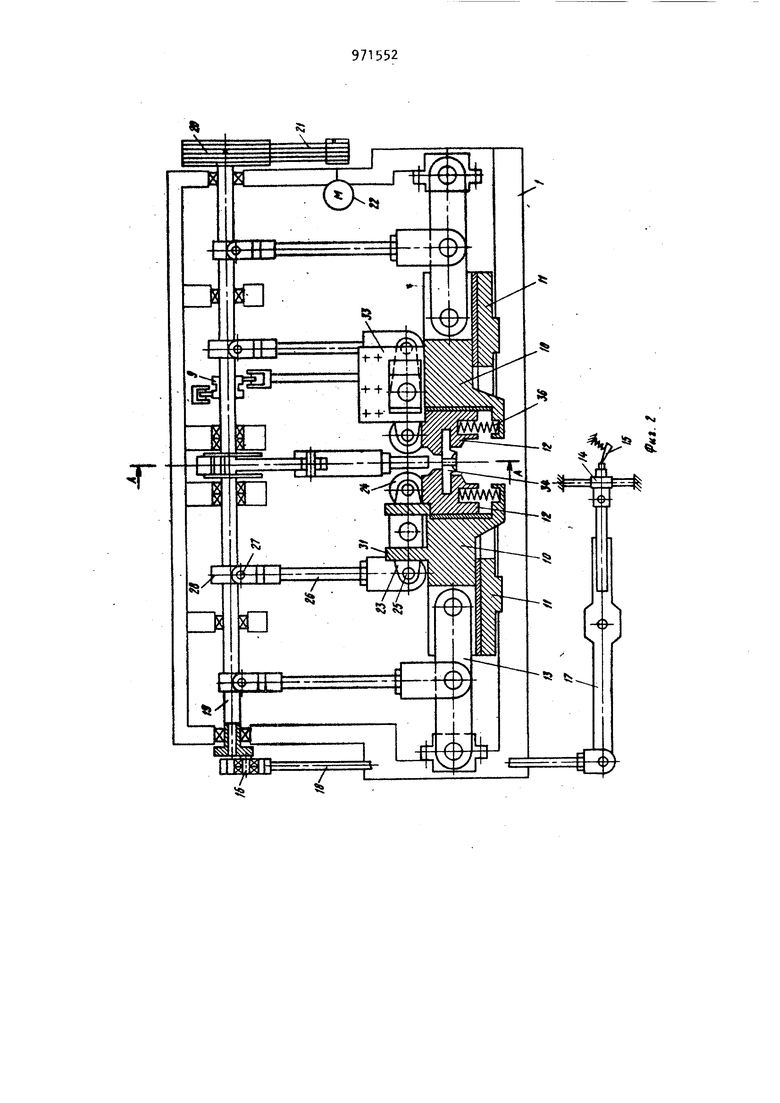
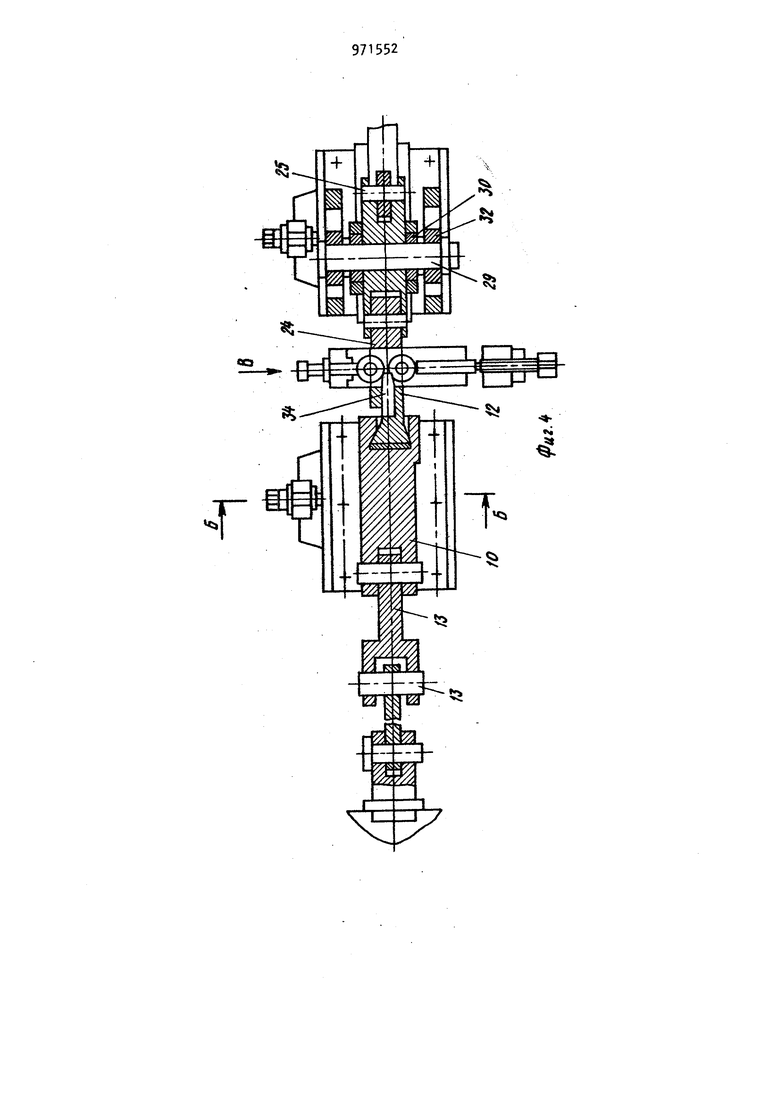
Для изготооления гвоздей такого типа известен гвоздильный автомат двухударного действия, который осуществляет высадку головки за два хо39да высадочного ползуна. Известныйгвоздильный автомат содержит размещенные в станине и кинематически свя занные между собой посредством распределительного вала механизм подач механизм зажима, механизм высадки со средствами предварительного и око чательного формообразования, механизм реза с ножами, расположенными в ползунах с возможностью перемещения вдоль оси высадки 3. При первом ходе ползуна с заготов кой взаимодействует пуансон предварительной высадки, который набирает на заготовке конусное, утолщение, при втором ходе ползуна предварительный пуансон перемещается вверх и с заготовкой взаимодействует пуансон окончательной высадки - высаживает голов Недостатком этой конструкции явля ется низкая производительность, поскольку высадки головки осуществляет ся за два хода ползуна, в то время как все остальные механизмы совершают один ход. Кроме того, увеличенная масса ползуна за счет пуансонной головки и двух пуансонов вызывает большие . динамические нагрузки, что приводит к быстрому износу деталей . и шуму при работе Целью изобретения является расширение технологических возможностей и повышение производительности.автоматаЦель достигается тем, что в известном гвоздильном автомате, содержащем размещенные в станине и кинематически связанные между i собой посредством распределительного вала механизма подачи, механизм зажима, механизм высадки со средствами предварительного и окончательного формообразования и механизм реза с ножами, расположенными в ползушках с возможностью перемещения вдоль оси высадки, каждая ползушка имеет привод, состоящий из связанного с распределительным валом кривошипно-шатунного механизма, закрепленных в станине направляющих, размещенного в направляющих с возможностью перемещения перпендикулярно оси высадки кронштейна с камнем, закрепленной на камне оси и смонтированного на оси нажимного двуплечего рычага, на одном плече кбторого размещен ролик взаимодействущий с ползушкой, а на другом плече - шарнир, связывающий рычаг с кривошипно-шатунным механизмом, при этом на режущих поверхностях ножей выполнены пуансоны для предварительного формообразоваНа фиг. 1 изображена кинематическая схема автомата на фиг, 2 - автомат, вид в плане; на фиг,3 - сечение вдоль оси высадки (сечение А-А на фиг .2), на фиг, 4 - сечение по механизму срез ; на фиг 5 сечение по кронитейну механизма реза(разрез Б-Б на фиг, ){ на фиго 6 - ножи (вид В на фиг. it) Автомат состоит из станины 1, в которой смонтированы механизм высадки (фиго 3), состоящий из ползуна 2 с высадочными пуансонами 3 и кривошипно-шатунного привода k, механизм зажима, (фиго 3), состоящий из зажимных полуматриц 5, одна из которых неподвижно закреплена а коробке 6, а другая - в подвижном ползуне зажима 7, который с помощью рычага 8 связан с кулачком 9 (фиг, 2), механизм реза (фиг, 2 и k) состоящий из симметричных ползунов 10, которые смонтированы в направляющих 11 с возможностью перемещения в направлении, перпендикулярном оси высадки (в ползунах 10 смонтированы дополнительные ползущки 12 с возможностью перемещения в направлении, параллельном оси высадки) и кривошипно-коленно-рычажного привода 13 ползунов 10, механизм подачи, состоящий из каретки 1 с подающим зубильцем 15 и приводного устройства, выполненного в виде кривошипа 16 и рычага 17, связанного тягой 18. Приводной вал 19 через маховик 20, клиноременную передачу 21 связан со шкивом электродвигателя 22, на валу 19 смонтированы все приводные эксцентрики и кулаки автомата. Кривошипно-рычажНые приводы для перемещения дополнительных ползушек 12 состоят из двух симметричных механизмов, каждый из которых в свою очередь, состоит из рычага 23, на одном конце которого закреплен ролик 2k, а на другом - шарнир 25, связанный тягой 26 и шатуном 27 с эксцентриком 28о Рычаг 23, связан одновременно через ось 29 (фиг. 5), камень 30, вилку 31 с ползуном 10 и через ось 29 другого камня 32 с
неподвижным кронштейном 33 В дополнительных ползушках 12.закреплены режущие ножи 3. Режущие ножи являются также высадочными пуансонами, у которых предварительные формообразующие поверхности 35 расположены на торце, Ползушки 12 подпружинены пружинами 36,
Автомат работает следующим образом.
Электродвигатель 22 через клиноременную передачу 21, маховик 20 передает вращение валу 19 От вала 19 движение передается по пяти кинематическим цепям.
По первой - через кривошипно-шатунный привод 4 движение передается ползуну 2. По второй - через кулачок 9 рычаг 8 движение передает- ся подвижному ползуну зажима 7, подвижная полуматрица 5 которого, контактируя с неподвижной полуматрицей, совершает зажим-отжим проволоки, Потретьей - через кривошипно-коленнорычажный привод 13 возвратно-поступательное перемещение в направлении, перпендикулярном оси высадки, передается ползуном Ю. Вместе с ползунами 10 перемещаются в этом же направлении и ползушки 12 с закрепленными в них ножами З и вилка 31. Вилка 31 через камень 30, ось 29 перемещает в этом направлении рычаг 23 в пазу кронштейна 33. По четвертой через эксцентрик 28, шатун 27, тягу 26 и шарнир 25 передается качательное движение рычагу 23, который ,контактируя с ползушками 12, сообщает последней поступательное перемещение в направлении, параллельном оси высадки. По пятой - через кривошип 16, тягу 18 и рычаг 17 движение передается каретке 1. Каретка совершает возвратно-поступательное перемещение и с помощью зубильца 15 дает проволоку на исходную длину,
формообразование гвоздя по циклу заключается в следующем.
Полуматрицами 5 зажимается исходная проволока (заготовка), ножами она отрезается на расчетном, необходимом для высадки головки, расстояния. При этом на отрезаемой части образуется острие. После отрезки дополнительные ползушки 12 вместе с сомкнутыми ножами 3 совершают движение в направлении, параллельном оси высадкиJ В полости, образованной
поверхностями 35, набирается предварительный конус на отрезанном конце проволоки (заготовки), затем ножи З расходятся, ползушки 12 возвращаются в исходное положение. Ползун 2 совершает поступательное перемещение в направлении полуматриц 5 и пуансоном 3 высаживается окончательно головка гвоздя. При обратном ходе ползуна 2 полуматрицы 5 раскрываются, механизм подачи подает проволоку на величину гвоздя. Ножи отрезают и острят высаженную заготовку, готовый , гвоздь падает в тару, и цикл noвторяется.
Использование в промышленности одноударного автомата для изготовления гвоздей с головкой, требующий на ее формообразование часть заготовки более двух диаметров стержня, выгодно отличается от известных двухударных автоматов.
Экономический эффект в народном хозяйстве от внедрения изобретения состоит в повышении производительности в 1,5-1,7 раза, увеличении дол- . говечности, в расширении технологических возможностей автомата. По предварительным данным экономический эффект составит не менее 20 тыс, руб. от внедрения одного автомата.
Формула изобретения
Гвоздильный автомат, содержащий размещенные в станине и кинематически связанные между собой посредством распределительного вала механизм подачи, механизм зажима, механизм высадки со средствами предварительного и окончательного формообразования, механизм реза с ножами, расположенными в ползушках с возможностью перемещения вдоль оси высадки, отличающийся тем, что, с целью расширения технологических возможностей и повышения производительности автомата, каждая ползушка имеет привод, состоящий из связанного с распределительным валом кривошипношатунного механизма, закрепленных в станине направляющих, размещенного в направляющих с возможностью перемещения перпендикулярно оси высадки кронштейна с камнем, закрепленной на камне оси и смонтированного на оси нажимного двуплечего рычага, на одном плече которого размещен ролик. 9 взаимодействующий с ползушкой, а на другом плече - шарнир, связывающий рычаг с кривошипно-шатунным механизмом, при этом на режущих поверхностях ножей выполнены пуансоны для предварительного формообразования. Источники информации, принятые во внимание при экспертизе 8 1. Авторское свидетельство СССР № 35889, кл, В 21 G 3/12, 1973. 2„ Авторское свидетельство СССР по заявке tf 259350 /12, кл. В 21 G 3/12, 1978. 3. Гвоздильный автомат модели А72А конструкции ВСКБГМ (СКБ-10).
6-5
, 29 J2 .
Фиг. 5


| название | год | авторы | номер документа |
|---|---|---|---|
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Механизм зажима проволоки гвоздильного автомата | 1989 |
|
SU1717269A1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
| Гвоздильный автомат | 1982 |
|
SU1121085A1 |
| Гвоздильный автомат | 1978 |
|
SU751486A1 |
| Гвоздильный автомат | 1975 |
|
SU512843A1 |