Изобретение относится к области машиностроения и может быть использовано для определения коэффициента усадки стружки в лабораторных и производственных условиях.
Известен способ определения коэффициента усадки стружки, заключанлцийся в измерении скорости движения принятой для измерения точки заготовки и скорости движения соответствующей точки стружки и последующем определении коэффициента усадки как соотношении этих скоростей L1j«
Недостатком указанного способа является низкая точность определения коэффициента усадки стружки в условиях недостаточной устойчивости системы СПИД, что ограничивает его функциональные возможности. В реальных условиях процесс резания всегда сопровождается вибрациями, которые искажают скорость движения стружки, и детали. Следовательно, в определении коэффициента усадки стружки будет вноситься погрешность. Кроме того, для замера скорости движения заготовки и стружки нужно весьма дорогостоящее оборудование, что определяет высокую трудоемкость.
.Цель изобретения - расширение функциональных возможностей способа и снижение трудоемкости определения коэффициента усадки стружки.
Поставленная цель достигается тем, что согласно способу определения коэффициента усадки стружки измеряют параметры обрабатываемой детали и стружки, а коэффициент усадки определяют как соотношение измеренных параметров, в качестве параметров принимают длину волны вибрационного следа на поверхности резания и дпину волны вибрационного следа на стружке, по соотношению которых определяют коэффициент усадки стружки.
Сущность способа заключается в следующем: берут получаищуюся при резарии дтружку и измеряют на ней длину волны вибрационного следа, затем измеряют длину волны вибрационного следа, образовавшегося на поверхности резания. Для обрабатываемого и инструментального материалов определяют коэффи1шент усадки стружки по формуле :
р заг
т стр
где - коэффициент усадки стружки,
PJP,,. - длина вибрационного следа на поверхности резания заготовки, мм,
стр - длина вибрационного следа на стружке, мм.
Пример 1. Цилиндрическую заготовку диаметром 90 мм из стали 12ХН4А обрабатывают на станке 1К62 резцом 114К8 с- геометрией режущеТй части , ,,8 мм; подачей ,11 мм/об; глубиной резания t 0,75 мм в диапазоне скоростей резания 75-280 м/мин. После резания заготовки на длину, достаточную для получения куска стружки с помощью лупы Бринеля, измеряют длину волны вибрационного следа на поверхности резания и на стружке. Затем по формуле определяют коэффициент усадки стружки. Для повьш1ения достоверности результатов измерения рекомендуется длину волны вибрационных следов брать как среднюю арифметическую нескольких измерений.
Результаты измерений сведены в табл.1.
Пример 2. Заготовку диаметром 30 мм из сплава ХН55ВМ1ФКЮ обрабатывают на станке 1К62 резцом ВКбМ с геометрией режущей части -у of 5°; , ,5 мм; подачей 5 0,11 мм/об; глубиной резания t 0,75 мм в диапазоне скоростей резания м/мин. Остальные опера.ции выполняются аналогично примеру 1 .
Результаты измерения сведены в табл.2.
Предлагаемьй способ прост и не требует затрат на изготовление специальных приспособлений и применения дорогостоящих приборов. Затраты времени на определение коэффициента усадки стружки по предлагаемому примерно 3-5 мин, а по прототипу 10-15 мин. Длина волны вибрационного следа, мм, при
Таблица 1 скорости резания V , м/мин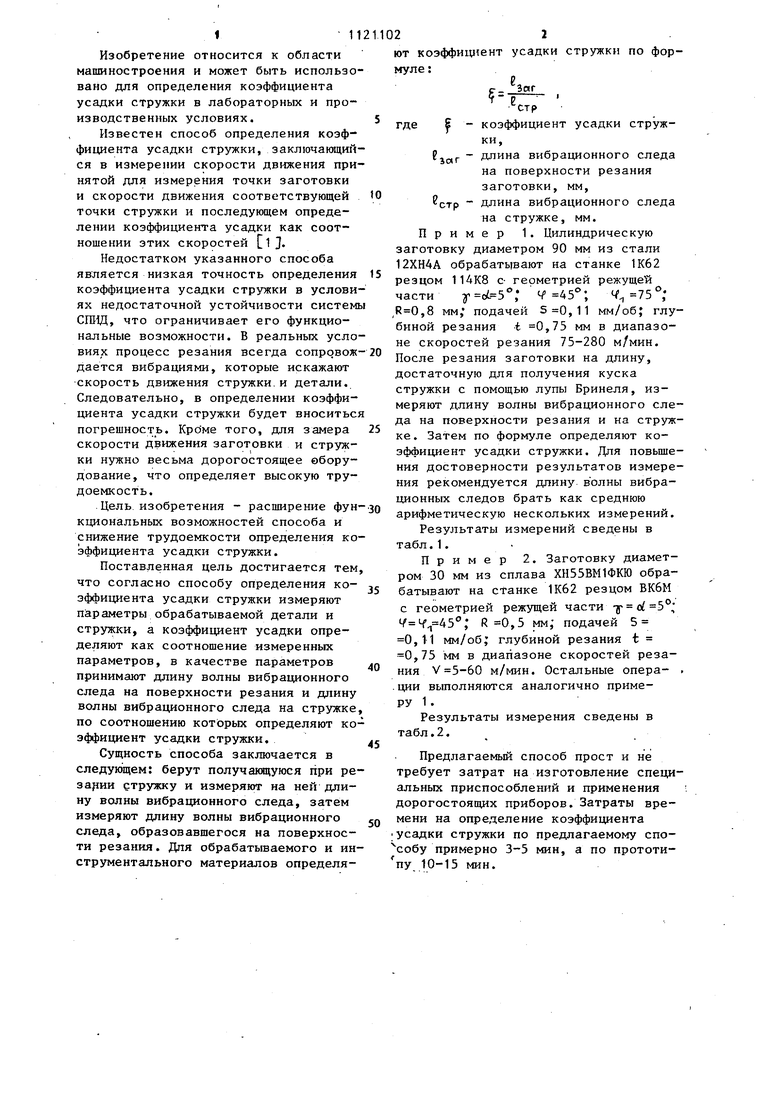
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения коэффициента усадки стружки при резании стали | 1988 |
|
SU1714459A1 |
| Способ определения длины контакта стружки при резании металлов | 1988 |
|
SU1714460A1 |
| Способ выбора марки инструментального материала | 1990 |
|
SU1772689A1 |
| Способ определения коэффициента усадки стружки | 1986 |
|
SU1357137A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ СЖАТИЯ СРЕЗАЕМОГО СЛОЯ ПРИ ФОРМИРОВАНИИ ЭЛЕМЕНТА СТРУЖКИ | 2011 |
|
RU2460986C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2013 |
|
RU2535839C2 |
| Способ получения корней стружки | 1989 |
|
SU1699720A1 |
| Способ определения коэффициента продольной усадки стружки | 1990 |
|
SU1826041A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ СКОРОСТИ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛИ ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ | 1994 |
|
RU2063307C1 |
| Способ определения износостойкости инструментальных материалов | 1990 |
|
SU1783374A1 |
СПОСОБ ОПРЕДГПЕНИЯ КОЭФФИ1ЩЕНТА УСАДКИ СТРУЖКИ, согласно которому измеряют параметры обрабатываемой детали и стружки, а коэффициент усадки определяют как соотношение измеренных параметров, отличающийся тем, что, с целью расширения функциональных возможностей и снижения трудоемкости, в качестве параметров принимают длину волны вибрационного следа на поверхности резания и длину волны вибрационного следа на стружке, по соотношению которых определяют коэффициент усадки стружки.
4,8 6,3 7,3 8,2
1,8 2,2 2,5 3,1 2,66 2,86 2,9 2,65 Длина волны вибрационного следа, мм, при
Заготовка 1,06 1,4
0,8 0,875 Стружка
.14,316,7 12
4,75
6,3
6,3 2,6
2,5 2,3
Таблица 2
1,6
1,8
1,5 скорости резания V , м/мин
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ определения коэффициента усадки стружки | 1979 |
|
SU870070A1 |
